
FDM
معرفی تکنولوژی پرینت سه بعدی
بخش اول
درسال 1981 هایدو کداما از موسسه تحقیقات صنعتی شهری ناگویا، گزارشی مبنی بر تولید یک سیستم نمونه سازی سریع (Rapid prototyping) با استفاده از فتوپلیمرها منتشر کرد. مدل نهایی چاپ شده از روی هم قرار گرفتن لایه های مختلف بر روی هم تولید میشد. پرینتر سه بعدی fdm
تولید افزودنی یا چاپ سه بعدی،برای ایجاد نمونه های اولیه از سال ۱۹۸۰ برای تولید اولیه محصول معرفی شد و خیلی زود به سریع ترین و ارزان ترین راه برای تولید اولیه محصولات صنعتی و دیگر صنایع تبدیل شد. FDM محبوب ترین روشی پرینت سه بعدی است که در سال ۱۹۹۲ توسط اسکات کرامپ اختراع شد و از آن زمان تا کنون برای تولید نمونه های اولیه با استفاده از چاپ سه بعدی استفاده می شود. سیر و تحول این روش به گونه ای بود که خیلی سریع به ارزان ترین و سریع ترین روش برای تولید کالاهای سفارشی تبدیل شد.

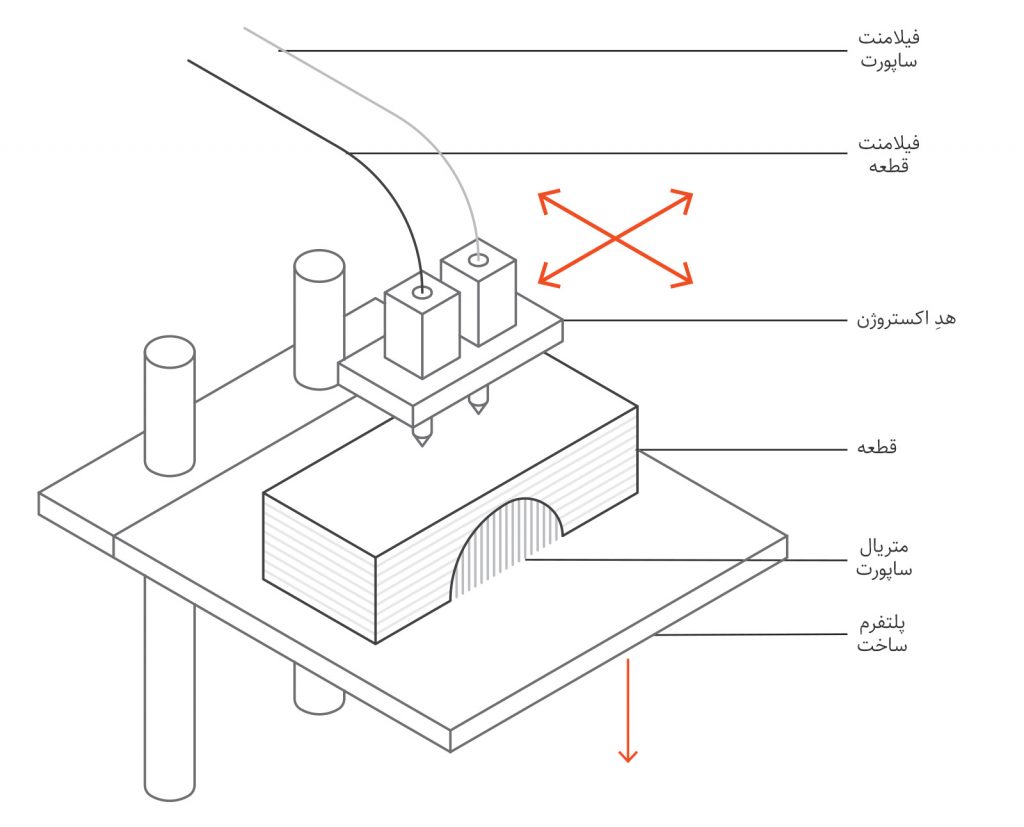
اکسترودر
قطعه ساخته شده
ساپورت
صفحه ساخت هیت بد
- طرز کار پرینتر سه بعدی FDM به این صورت است، که زمانی یک قطعه در نرم افزار های مرسوم مدلسازی طراحی میشود.
- از فایل خروجی STL میگیرند و فایل STL را داخل نرم افزار رابط پرینتر (اسلایسر) وارد میکند، و بعد از تنظیمات از آن خروجی G-CODE میگیرند ، و فایل در داخل دستگاه پرینتر سه بعدی قرار میدهند. پرینتر سه بعدی فایل G-CODE را فراخوانی میکند،
- بعد از تنظیم کردن دستی هیت بد و بالابردن دمای نازل و هیت بد. پرینتر شروع به کار میکند. به اکسترودر فرمان صادر میشود که فیلامنت را توسط چرخ دنده به داخل خود بکشد، و پس از عبور از منطقه COLD END / HOT END فیلامنت ذوب شده را به نازل برساند.
فیلامنت یک کلاف است که از سیم نازکی به قطر 1.75 میلیمتر تشکیل شده است، در حالت عادی جامد است و زمانی که از نازل عبور کند به دمای ذوب خود میرسد. و طبق مسیر از پیش تعیین شده G-CODE در مسیر های مشخص شده، لایه به لایه شروع به ریختن فیلامنت میکند، لایه اول در دو جهت xy حرکت میکند - و به روی هیت بد تزریق کند، پس از سرد شدن دوباره به حالت جامد خود باز میگردد و سفت میشود.
- اولین لایه پرینت سه بعدی روی هیت بد تشکیل میشود. سپس نازل به اندازه 1 لایه بالا میرود، و لایه بعدی روی لایه خشک شده قبلی ریخته میشود.این فرایند تا زمان تکمیل چاپ ادامه دارد. پرینتر سه بعدی fdm
نکات قوت


- فرآیندپرینت سه بعدی FDM تمیز، ساده و بدون دردسر و ارزان است.
- به کمک این روش میتوان نمونههایی مشابه با قطعات اصلی تولید کرد. نمونه سازی سریع rapid prototyping
- در این فرآیند حداقل اتلاف مواد وجود دارد. چراکه قطعات توسط اکستروژن مواد نیمهمذاب ساخته میشوند، بنابراین فقط به میزان مورد نیاز برای ساخت مدل و ساپورت از ماده اولیه مصرف میشود و دور ریز مواد حداقل است.
- ساپورتها به راحتی از محصول جدا میشوند و نیاز به عملیات پرداخت خاصی وجود ندارد.
- فیلامنت در پرینتر سه بعدی FDM به راحتی قابل تعویض و اگر حین کار تموم شود، به راحتی میتوان فیلامنت جدید رو بارگزاری کرد، و فرایند پرینت رو ادامه داد.پرینتر سه بعدی fdm
- پرینتر سه بعدی FDM در انواع محیطها قابل استفاده و عاری از دود، بخار سمی و بخار شیمیایی است.هر چند برای چاپ سه بعدی برخی از فیلامنت ها مانند ABS لازم به فضای بسته جهت نگاه داشتن گرما استفاده کرد.
- تاییده قبل از شروع به قالب و تزریق پلاستیک، به واسطه چاپ یک مدل سه بعدی صورت میگیرد، انطباقات ،تلرانس ها و یک نمونه شی قابل لمس توسط پرینتر سه بعدی چک شود.
- پیچیدگی طراحی برای پرینتر سه بعدی معنا و مفهومی ندارد، پرینتر سه بعدی هر چیزی را چاپ میکند، دقت کنید پرینتر سه بعدی هم دارای حداقل 0.5 میلیمتر سطح مقطع لازم برای چاپ سه بعدی است.
- تولید محصولات سبک تر و قوی تر ،بیش از 10 الگوی پرشوندگی برای چاپ سه بعدی یک قطعه دارد.
- ایجاد یک نمونه اولیه با چاپگر سه بعدی ممکن است فقط چند ساعت طول بکشد، در حالی کهریخته گرییا ماشینکاری نمونه اولیه بسیار زمان بر بوده و به تلاش بسیاری نیاز خواهد داشت.
نکات ضعف
- پرینتر سه بعدی FDM دارای کمترین دقت و رزولوشن ابعادی در مقایسه با دیگر روشهای پرینت سه بعدی است.
- خطوط ایجاد شده در قطعات ساخته شده با پرینتر سه بعدی FDM قابل مشاهده است. به همین دلیل این قطعات برای رسیدن به کیفیت سطح مطلوب نیاز به پرداخت سطح دارند.
- مکانیزم چسبندگی در قطعات ساخته شده با پرینترهای سه بعدی FDM باعث میشود که این قطعات به طور طبیعی دارای ساختار غیرایزوتروپیک باشند.
- قطعات بزرگ را نمیتوان با پرینتر سه بعدی ساخت، معمولا برای اینکه مدل های بزرگ را چاپ کنند، باید آنرا به چند قسمت تقسیم کننده، صفحه ساخت پرینتر های سه بعدی FDM در بیشترین حالت 70 تا 100 سانت است، که در قطعات بزرگ یکپارچه ریسک بزرگتری میطلبد.
- ذات پرینتر سه بعدی جهت نمونه سازی اولیه در تعداد کم است و برای تیراژ مناسب نمیباشد.
- مواد اولیه محدود برای پرینت سه بعدی
- برای رسیدن به یک کیفیت خوب باید دقت رو بالا برد که به طبع هزینه ساخت و زمان بیشتری میبرد،امکان اینکه یک قطعه بزرگ با دقت و سریع تولید شود در این روش وجود ندارد.
- هر روز پیشرفت تکنولوژی و ماشینی شدن کارها، مشاغل ثابت قدیم کم کم از دور خارج میشوند و مشاغل جدیدی به وجود می آید، پرینتر سه بعدی نیاز به اوپراتور خاصی یا مراقبت 24 ساعته ندارد، و خودش کار خودش رو انجام میدهد، عدم نیاز به نیروی انسانی ، تعداد افراد بیکاری را در جامعه بیشتر میکندپرینتر سه بعدی fdm
- هزینه تولید تیراژ با عمده خیلی فرقی ندارد. در صورتی که این قضیه درباره قالب و تزریق پلاستیک صادق نیست.
- قطعاتی که با پرینتر سه بعدی چاپ میشوند، در بعضی مواقع ساختار ضعیف تری نسبت به روشهای دیگر ساخت دارد.مثلا یک ورق ABS که با روش ماشین کاری cnc براده برداری شده نسبت به پرینت سه بعدی اش قوی تر است.
شاید بازه دقت پرینترها که بین ۵۰ تا ۳۰۰ میکرون متغیر است به گوشتان آشنا باشد. این دقت مربوط به این مرحله از پرینت میباشد. یکی از تاثیر گذارترین پارامترها در کیفیت قطعه خروجی و زمان پرینتر سه بعدی FDM است. پس از کامل شدن لایه اول، محور Z حرکت می کند تا لایه دوم، سوم و … را به وجود آورد. یعنی نسبت به دقتی که در تنظیمات پرینت اعمال شده است، محور Z حرکت کرده (بین ۵۰ تا ۳۰۰ میکرون) و لایه بعدی روی آن شکل میگیرد. هر چه فاصله بین لایهها کمتر باشد، زمان پرینت طولانیتر و سطح خارجی قطعه کیفیت بالاتری خواهد داشت. مباحث دیگری بر روی کیفیت نهایی قطعه تاثیر گذار است. به عنوان مثال سرعت حرکت نازل، دمای نازل، دمای صفحه ساخت و… برای آن که لایه اول سرد نشود و قطعه از روی میز جدا نشود، صفحه محصول به کمک یک المنت گرم می شود.
در روش FDM ساخت ساپورت برای به وجود آوردن برآمدگی هندسی شکل الزامی است
ترموپلاستیک ذوب شده نمی تواند روی هوا ریخته شود به همین دلیل برای دستیابی به بعضی از اشکال وجود ساپورت الزامی است.
سطوح چاپ شده بر روی ساپورت معمولا کیفیت پایینتری نسبت به بقیه بخش ها دارند، به همین دلیل به شدت توصیه می گردد که طراحی به صورتی انجام گیرد که نیاز به ساپورت را به حداقل برساند.
ساپورت ها معمولا با جنس یکسان نسبت به قطعه چاپ می گردند. مواد ساپورت که در مایع حل می شوند نیز وجود دارند، اما آنها به طور عمده در پرینترهای سطح بالای رومیزی یا صنعتی FDM به کار می روند.
چاپ بر روی ساپورت های قابل حل به طور قابل توجهی کیفیت سطح قطعه را افزایش می دهد، اما هزینه کلی چاپ را بسیار بالا می برد و با ماشین تخصصی با قابلیت (اکستروژن دو گانه) به کار می رود و به دلیل استفاده از مواد قابل حل شدن هزینه نسبتا بالایی دارد.
پرینتر سه بعدی fdm
