فیلامنت TPU
دلایل بی شماری وجود دارد که چرا قطعه پرینت سه بعدی شما ممکن است نیاز به انعطاف پذیری ، خم شدن ، کشسانی یا نرم شدن داشته باشد. خوشبختانه طیف وسیعی از فیلامنت ها در بازار وجود دارد که می توانند ویژگی های مورد نظر شما را در عین چاپ آسان ارائه دهند.
فیلامنت های انعطاف پذیر می توانند خاصیت کشسانی و دوام ، استحکام و سایر ویژگی های جذاب مانند بازدارندگی شعله ، ایمنی مواد غذایی و خواص ضد باکتریایی را ارائه دهند. آنها می توانند تخلیه الکترواستاتیک را از بین ببرند ، در برابر محو شدن در اشعه ماوراء بنفش مقاومت کرده و در برابر حلالهای شیمیایی مقاومت کنند ، که این امر آنها را برای کاربردهای صنعتی نیز ایده آل می کند. امروزه بیشتر رشته های انعطاف پذیر را برای تماس طولانی مدت با پوست پیدا می کنید ، بنابراین برای پروتزها و وسایل الکترونیکی پوشیدنی ایده آل هستند. همچنین فیلامنت های انعطاف پذیر ساخته شده از 100٪ مواد بازیافت شده وجود دارد.
معرفی فیلامنت TPU
پلی اورتان ترموپلاستیک (TPU) نوعی الاستومر است که با انعطاف پذیری و دوام بالای آن در پردازش مشخص می شود و ویژگی های هر دو پلاستیک و لاستیک را ترکیب می کند. در ترکیب شیمیایی آن متوجه می شویم که سازگاری آن به دلیل وجود توالی های متناوب بخشهای سخت و نرم است ، یعنی با تغییر نسبت این بخشها ، سختی و انعطاف پذیری مواد نیز تغییر می کند. این امر روی شفافیت قطعات نهایی ، نرمی لمس یا چسبندگی قطعات تأثیر می گذارد. به طور کلی می توان گفت که TPU یک پلیمر بسیار متنوع است که مجموعه ای بسیار جالب از ویژگی ها را برای قطعات ارائه می دهد. علاوه بر این ، این فرصتی برای چاپ سه بعدی مدلهای انعطاف پذیر است.
اما هنگام استفاده از فیلامنت TPU به چه نکاتی باید توجه کنیم؟
در صنعت تولید مواد افزودنی ، این ماده دنیایی از امکانات را برای بازارهای مختلف ، مانند کفش ، در ایجاد کفهای الاستیک یا صنعت خودرو ، برای ایجاد لاستیک و کمک فنر باز می کند. TPU برای قطعات نهایی ، نمونه های اولیه کاربردی ، مدل های مفهومی و اجزای سفارشی ایده آل است. این نوع مواد به طور گسترده ای استفاده می شود ، به عنوان مثال ، برای تولید روکش تلفن همراه ، زیرا دستگاه را در برابر ضربه و شکستگی محافظت می کند. اکنون بیایید به ویژگی های برجسته این مواد انعطاف پذیر نگاه کنیم.
ویژگی های فیلامنت TPU در چاپ سه بعدی

از نظر خواص ، باید بدانیم که این پلیمرها دارای مزایای زیادی هستند ، مانند مقاومت بالا در برابر ضربه ، سایش ، سایش و برش. علاوه بر این ، آنها دارای چسبندگی لایه ای کاملاً پیشرفته ای هستند که به یکنواختی مکانیکی عالی در قطعات تولید شده دست می یابد و آنها را همسان می کند. با این حال ، این نوع مواد دارای محدودیت های خاصی است که باید در نظر بگیریم. TPU به خوبی با محیط های گرم سازگار نیست. این عامل قابل توجه است زیرا با وجود طیف گسترده ای از کار ، نمی تواند دمای بالا را تحمل کند. علاوه بر این ، تنظیمات چاپ باید با توجه به تکنولوژی مورد استفاده متفاوت باشد.
هنگام چاپ قطعات با TPU ، با استفاده از FDM ، پیشنهاد می کنیم یک لایه نازک از چسب را روی تخت چاپ قرار دهید ، که چسبندگی مواد را تسهیل می کند. همچنین توصیه می شود که نازل اکستروژن برای ذوب شدن فیلامنت به دمایی بین 210 C الی 235 C برسد (البته بستگی به برند آن دارد). اینها نکات کلی هستند ، اما برای پرینت موفق با TPU بر اساس پیکربندی هر پرینتر سه بعدی و کالیبراسیون مناسب است. بنابراین ، توصیه می شود قبل از شروع پرینت های پیچیده تر ، آزمایشهای کوچکی را با این ماده انجام دهید.
از نظر ساخت سنگ استریولیتوگرافی ، TPU برای مدلهای کوچک و با دیواره نازک یا برای شبیه سازی مواد با طول زیاد توصیه نمی شود. هنگام پیکربندی مدل ، توصیه می شود مدل ها شکل نهایی داشته باشند و نزدیک به پلت فرم تولید ، اما با زاویه بیشتر از 20 درجه نباشد. قطعات نازک و بالاتر برای چاپ مشکل بیشتری خواهند داشت ، اگرچه همیشه می توان از ساپورت برای اطمینان از نتیجه مطلوب استفاده کرد.
خب تا اینجا با فیلامنت منعطف پذیر آشنا شدیم و به ویژگی های این فیلامنت پرداختیم ولی این فیلامنت برای پرینت دارای تنظیمات متفاوتی هنگام پرینت نیاز دارد ، در این بخش به تنظیمات نرم افزار اسلایسر می پردازیم .
TPU با نازل گرم تر از PLA پرینت می کند ، معمولاً در حدود 220-230 درجه سانتی گراد ، در حالی که بسیاری از کاربران PLA را در دمای یا حدود 200 درجه سانتی گراد چاپ می کنند. احتمالاً متوجه خواهید شد که باید دمای تخت گرم خود را افزایش دهید و ممکن است برای چسبندگی به تخت از نوار یا اسپری مو استفاده کنید ، حتی اگر PLA شما بدون کمک به تخت شما بچسبد.
علاوه بر این ، سرعت خود را به 40 میلی متر بر ثانیه کاهش دهید. اگر دستگاه اکسترودر شما گرفتگی ایجاد می کند یا به شما چاپ های کثیف و تار می دهد ، ممکن است لازم باشد عقب نشینی خود را در حد صفر تنظیم کنید. شما همچنین باید فاصله نازل را از تخت تنظیم کنید ، زیرا TPU به اندازه PLA به “فشردن” نیاز ندارد.
وقتی صحبت از پرینت با فیلامنت TPU می شود ، درک نقاط قوت و ضعف مهم است. چگونه می توانید بیشترین بهره را از این مواد ببرید؟
هنگام تصمیم گیری برای شروع با مواد TPU ، توجه به مسائل احتمالی بسیار مهم است ، بنابراین می دانید چه چیزی انتظار می رود.
1- بهینه سازی feed rate
اغلب بهترین حالت استفاده از نرخ تغذیه ثابت است که در هنگام چاپ سه بعدی با فیلامنت های انعطاف پذیر کند است. این امر به این دلیل است که مواد کشسان هستند و در صورت تغییر ناگهانی در سرعت پرینت ، می توان آن را غیرقابل کنترل کرد. افزایش سرعت چاپ می تواند منجر به فشرده شدن فیلامنت شود که می تواند منجر به گرفتگی شود. اغلب می توان چندین تلاش برای یافتن سرعت مطلوب چاپ برای چاپ سه بعدی مواد TPU انجام داد. با این حال ، نقطه شروع خوب سرعت 35 میلی متر بر ثانیه است.
برای دستیابی به این هدف با استفاده از مواد TPU ، قطعاتی با ارتفاع لایه های پایین پرینت کنید ، اطمینان حاصل کنید که آنها در محدوده 0.1 میلی متر تا 0.2 میلی متر هستند(100 الی 200 میکرون). در ارتفاع لایه پایین ، نیاز به پلاستیک کمتری وجود دارد و این بدان معناست که اکسترودر با نرخ کمتری تغذیه می کند که باعث کاهش بار بر روی فیلامنت می شود.

2- از تلرانس منفی بهره ببرید و از raft برای TPU استفاده نکنید !
طراحی قطعه ای که انعطاف پذیر باشد و نیاز به قرار گرفتن در داخل قطعه دیگر داشته باشد ، ارزش استفاده از تلرانس منفی بین قطعات را دارد. این امر باعث می شود که قسمت انعطاف پذیر قابلیت کشش راحت بر روی شی دیگر را داشته باشد.
با استفاده از فیلامنت های انعطاف پذیر مانند مواد TPU ، اجتناب از استفاده از raft مهم است. زیرا برای لایه های پایه ، feed rate دارای میزان اکستروژن بالاتری هستند که می تواند منجر به مشکلات شود .
3- تنظیمات retraction
از آنجا که مواد TPU انعطاف پذیر و کشسان هستند ، آن را نسبت به حرکات سریع مانند عقب نشینی بسیار حساس می کند. بنابراین ، برای پرینت سه بعدی موفق با استفاده از فیلامنت TPU ، بسیار مهم است که تنظیمات جمع شدن را برای محدود کردن حرکات بهینه کنید. بسیار مهم است که با مقدار کمی عقب نشینی در حالی که از سرعت کمتری برای کمک به خروج احتمالی از اکسترودر استفاده می کنید هات اند استفاده کنید.
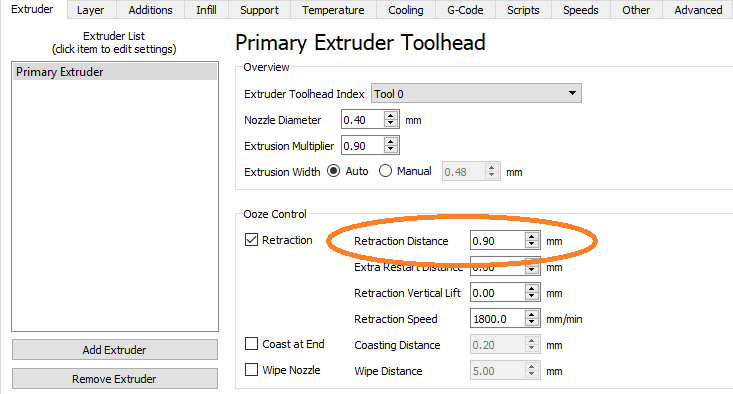
پنجره تنظیمات در نرم افزار simplify3D
4- کم کردن فاصله
چاپ سه بعدی مواد منعطف با اکسترودر Direct Drive مناسب تر است. با این وجود ، هنگام استفاده از تنظیمات مناسب در چاپگر سه بعدی با اکسترودر Bowden ، می توانید به نتایج مشابه برسید. برای مسیری که فیلامنت در ناحیه مذاب حرکت می کند مهم است که دارای محفظه تنگ باشد ، که می تواند از هر گونه پیچ وتاب خوردن جلوگیری کند.
5- موقعیت قرقره فیلامنت
چند تغییر در قرقره مواد می تواند تفاوت زیادی ایجاد کند. به طور معمول ، چرخ محرک اکسترودر رشته را به داخل نازل می کشد ، که منجر به مقدار کمی پیچش در این فرایند می شود. با این حال ، از آنجا که TPU الاستیک است ، فیلامنت در این هنگام کشیده می شود که می تواند منجر به اکستروژن کمتر شود. بنابراین ، قرقره را بالای چاپگر نصب کنید تا فیلامنت به سمت پایین باز شود که می تواند هرگونه مقاومت را کاهش دهد.
آموزش simplify3D
دمای اکسترودر | 200C – 220C |
دمای هیت بد | 70C-80C |
سرعت پرینت | 15 -35 |