نازل گرفتگی پرینتر سه بعدی : همگی شاید درگیر این موضوع و مسئله بوده ایم که پرینتر سه بعدی ، اکسترود را در نیمه راه در چاپ سه بعدی متوقف کرده و فقط شروع به چاپ در هوا می کند که می تواند ناامید کننده باشد و باعث ایجاد حس بدی در شما شود.متوقف شدن پرینتر حین چاپ
اگر پرینتر سه بعدی شما در ابتدای پرینت به درستی اکسترود می شود ، اما بعداً به طور ناگهانی اکسترود را متوقف کرد ، معمولاً فقط چند مورد وجود دارد که می تواند باعث این مشکل شود.
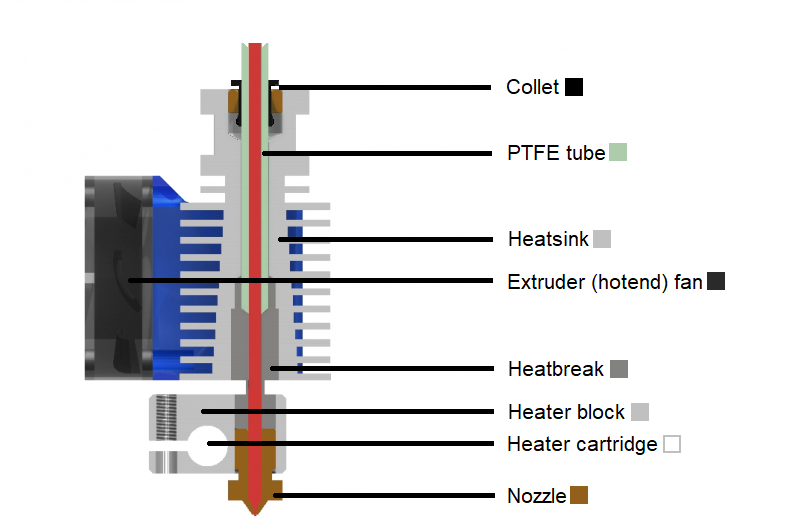
به طور کلی ، هنگامی که قسمتهایی از قسمت های بالای بلوک هات اند (Hot End) بیش از حد گرم می شود ، اصطلاحا خزش گرما بروز می دهد. در شرایط عادی ، فیلامنت دقیقاً بالای نازل شروع به ذوب شدن می کند. با این حال ، هنگامی که شکستگی گرما (Heat Break) بیش از حد داغ اتفاق می افتد ، گرما به طور نامنظم در سراسر محل اتصال منبسط می شود ، فیلامنت شروع به نرم شدن بالاتر در داخل محل اتصال می کند و باعث گرفتگی می شود.
چرا پرینتر سه بعدی درمرحله پرینت ، اکستروژن را متوقف می کند؟
دلایل زیادی وجود دارد که باعث می شود فیلامنت پرینتر سه بعدی در نیمه راه از پرینت خارج نشود. این می تواند به دلیل فیلامنت ، درجه حرارت نادرست ، گرفتگی در سیستم اکستروژن و … باشد ، در این مقاله علل به وجود آمدن و نحوه برطرف کردن این معضلات می پردازیم .متوقف شدن پرینتر حین چاپ
پس از تمیز کردن محل اتصال ، مجموعه نکات زیر را بررسی کنید تا این مشکل تکرار نشود
نازل گرفتگی پرینتر سه بعدی
فاصله بین نازل و بلوک اکسترودر
باید بین بلوک و سر شش ضلعی نازل حدود 0.5 میلی متر (0.02 اینچ) فاصله وجود داشته باشد. باز هم ، این برای کنترل جریان گرما در داخل هات اند (Hot End) است. هنگام اتصال نازل خود به داخل بلوک ، باید آن را کاملاً محکم کنید ، اما هرگز سعی نکنید آن را تا حدی سفت کنید که سر نازل با بلوک تماس پیدا کند.متوقف شدن پرینتر حین چاپ
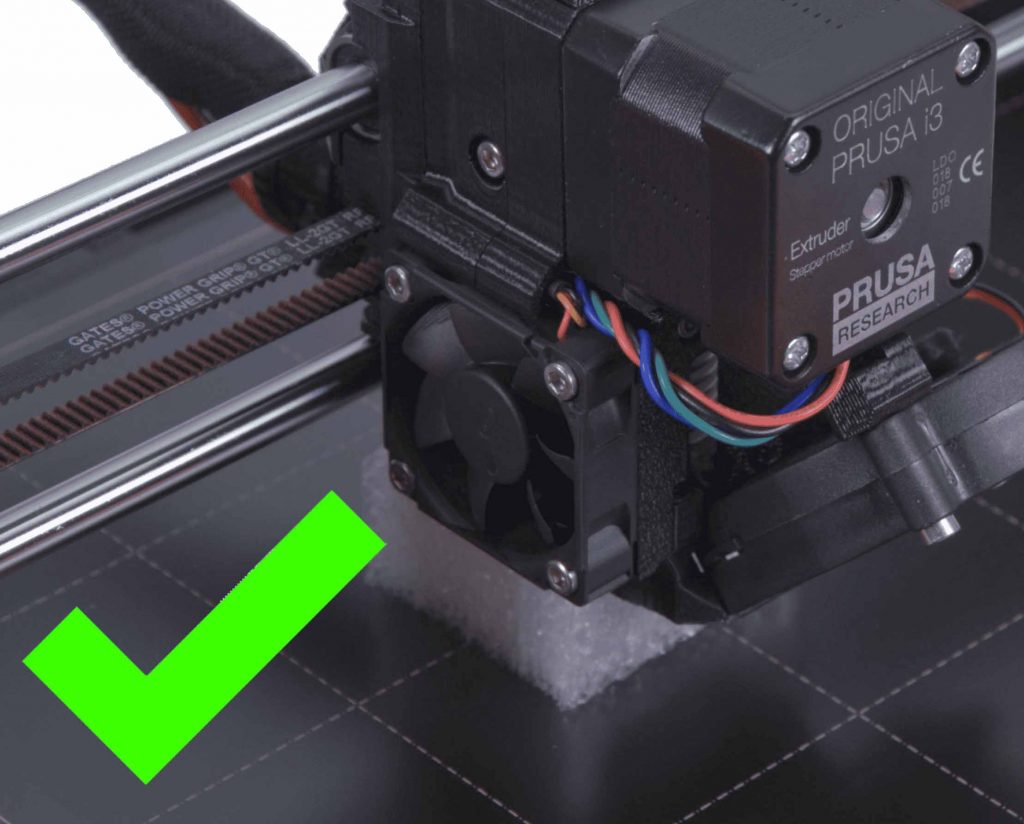
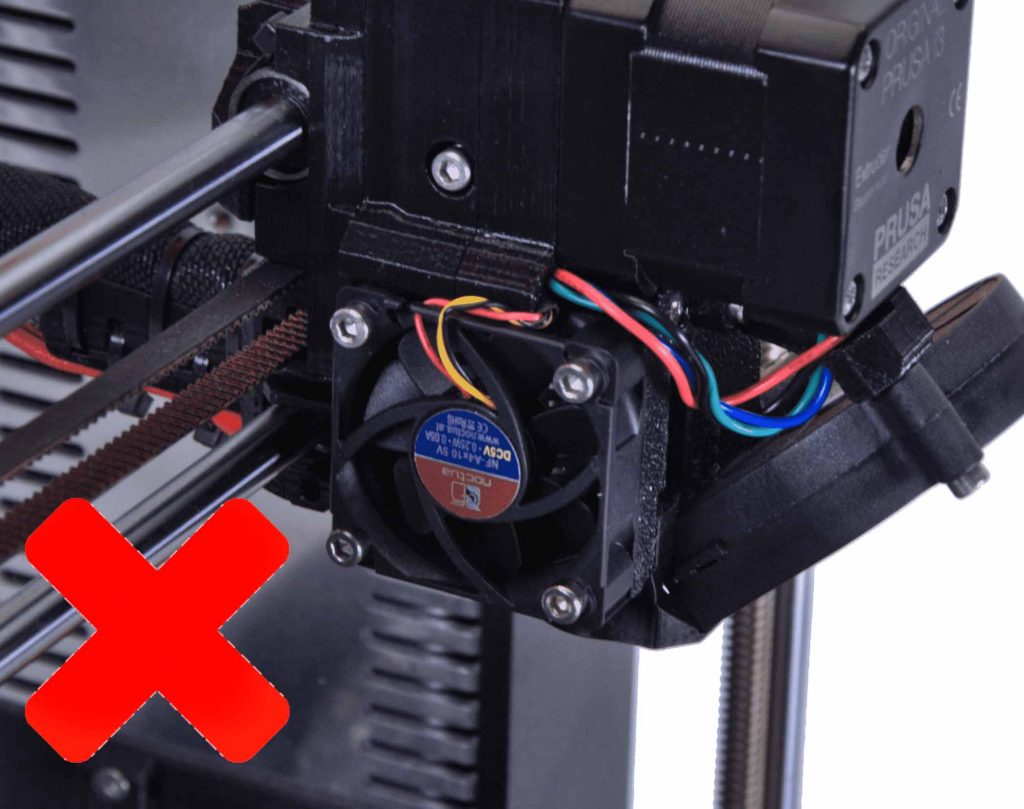
فن اکسترودر را بررسی کنید
همانطور که می دانید ، فن خنک کننده باید به درستی کار کند تا به اندازه کافی بلوک خنک باشد. اول از همه ، مطمئن شوید که برچسب روی فن را نمی بینید – این بدان معنی است که فن به عقب سوار شده است. هنگام چرخش ، باید هوا را به داخل فشار دهد ، نه به بیرون.
اگر فن به درستی سوار شده باشد ، می توانید سرعت چرخش سریع آن را بررسی کنید.
نازل گرفتگی پرینتر سه بعدی
اطمینان حاصل کنید که هیت سینک عاری از گرد و غبار است.متوقف شدن پرینتر حین چاپ
وظیفه هیت سینک این است که از افزایش بیش از حد دما در طول مسیر رشته جلوگیری کند. بعد از ساعت ها چاپ ، باله های موجود در هیت سینک می توانند ریزگردها را جمع کنند ، که این باعث کاهش اثر هیت سینک در دفع گرما می شود. با تمیز کردن این گرد و غبار ها از کاهش عملکرد هیت سینک جلوگیری کنید .
هیت سینک های تولید شده توسط پرینتر سه بعدی با تکنولوژی FDM
نازل گرفتگی پرینتر سه بعدی
بررسی کنید که لوله PTFE کاملاً در محل جابجایی قرار گرفته باشد
اگر اخیراً لوله PTFE را از هیت سینک خارج کرده اید ، همیشه عاقلانه است که بررسی کنید که لوله PTFE در جای خود محکم شده است و به بالا و پایین حرکت نمی کند. متوقف شدن پرینتر حین چاپ
فیلامنت در بین چرخ دنده محرک گیر کرده باشد
هنگام پرینت سه بعدی ، موتور اکسترودر دائماً در حال چرخش است و تلاش می کند فیلامنت را به داخل نازل فشار دهد تا پرینتر سه بعدی شما بتواند پلاستیک اکسترود را حفظ کند. اگر سعی کنید خیلی سریع پرینت کنید یا پلاستیک زیادی از آن خارج شوید ، ممکن است این موتور رشته را خرد کند تا جایی که چیزی برای دنده درایو باقی مانده باشد.متوقف شدن پرینتر حین چاپ
اکسترودر مسدود است
اگر هیچ یک از دلایل قبلی در مورد شما صدق نمی کند ، احتمال مسدود شدن اکسترودر بسیار زیاد است. اگر این اتفاق در اواسط چاپ رخ داد ، ممکن است بخواهید که فیلامنت تمیز باشد و گرد و غبار روی قرقره وجود نداشته باشد. اگر گرد و غبار کافی بر روی فیلامنت قرار بگیرد ، با جمع شدن در داخل نازل می تواند باعث مسدود شدن اکسترودر شود.
تا این جا به مشکلاتی که ممکن است به صورت مکانیکی باعث این مسئله شود پرداختیم ولی ممکن است این موضوع به دلیل تنظیمات پرینت در نرم افزار اسلایسر باشد. نازل گرفتگی پرینتر سه بعدی
نازل گرفتگی پرینتر سه بعدی
دمای حرارت را کاهش دهید
گرمای ناشی از گرمایش ممکن است به گرم شدن بیش از حد قطعات اکسترودر بی انجامد. پس برای حل این مسئله می تواند دمایی که با آن پرینت سه بعدی را انجام می دهید را در حدود 5 الی 10 درجه کمتر کنید تا از بروز دوباره این مشکل جلوگیری کنید .
ارتفاع لایه را افزایش دهید
چاپ با لایه های نازک به طور هم زمان از فیلامنت بسیار کمی استفاده می کند ، بنابراین فیلامنت زیادی از نازل جریان ندارد و این باعث می شود گرما در داخل اکسترودر به سمت بالا حرکت کند. به عنوان مثال ، یک ترفند آسان برای آزمایش چاپ با ارتفاع لایه های 0.15 میلی متر یا 0.20 میلی متر است. اگر نیازی به چاپ دقیق ندارید ، لایه های ضخیم تری را انتخاب کنید .
سرعت چاپ را افزایش دهید
پرینت آهسته به همین دلیل هنگام چاپ با لایه های نازک باعث ایجاد خزش گرما می شود. افزایش 10 درصدی سرعت چاپ قطعه در حال پرینت می تواند کمک کند ، با این حال ، توصیه می کنیم از سرعت 200 میلی متر بر ثانیه برای سرعت چاپ پر در لایه های 0.20 میلی متر به پایین فراتر نروید.متوقف شدن پرینتر حین چاپ