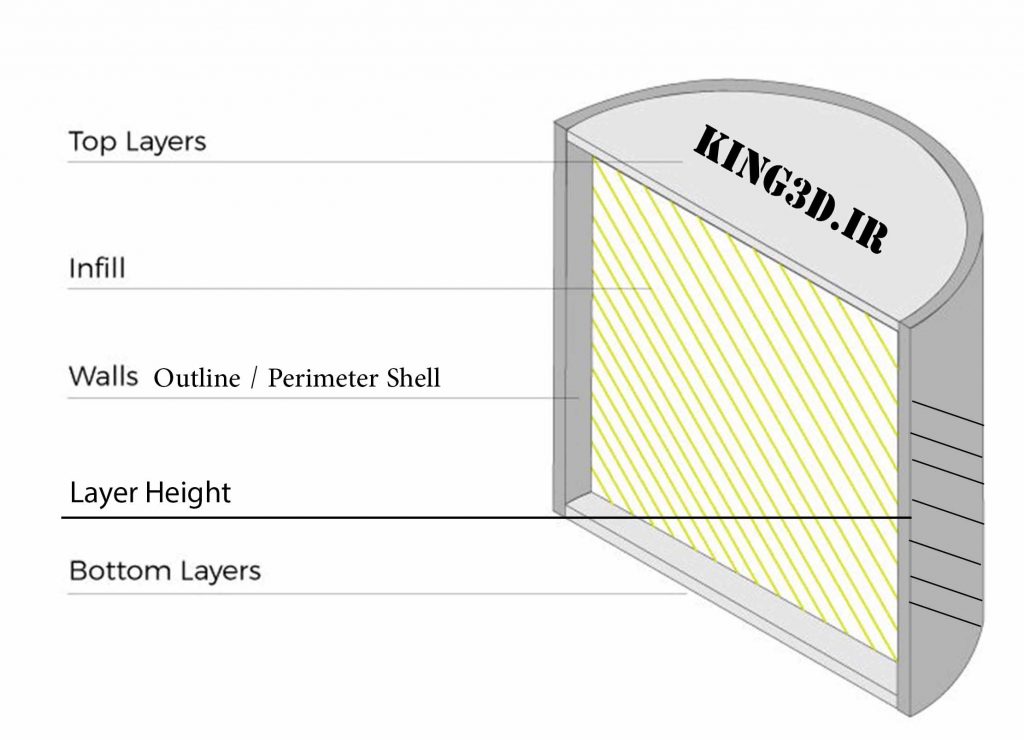
Infill در پرینتر سه بعدی یه مقدار پرشوندگی یک قطعه میگویند، پرینتر های سه بعدیFDM از قابلیت تفکیک مدل به چندین بخش مختلف دارا هستند، علت این دسته بندی یا تفکیک این است که ما مدیریت و کنترل بهتری روی قطعه ای که قرار است با پرینتر سه بعدی چاپ شود داشته باشیم.
زمان ،هزینه و استحکام پرینت سه بعدی یک قطعه به چندین پارامتر از جمله
infill
layer height
speed
shell
temprature
top/bottom layer
بستگی دارد، تغییر هر کدام از این پارامترها میتواند ویژگی قطعه پرینت شده با پرینتر سه بعدی با تغییرات جزئی و یا اساسی تحت الشعاع قرار دهد.
یکی از ویژگی های پرینتر سه بعدی این است که میتوان یک قطعه را توخالی، نیمه پر و یا کاملا پر تولید کرد، بر خلاف روش های دیگر ساخت. روشهای ساخت کاهشی (CNC) , تزریق پلاستیک قالب و ریخته گری همگی یک مدل کاملا توپر میسازند.
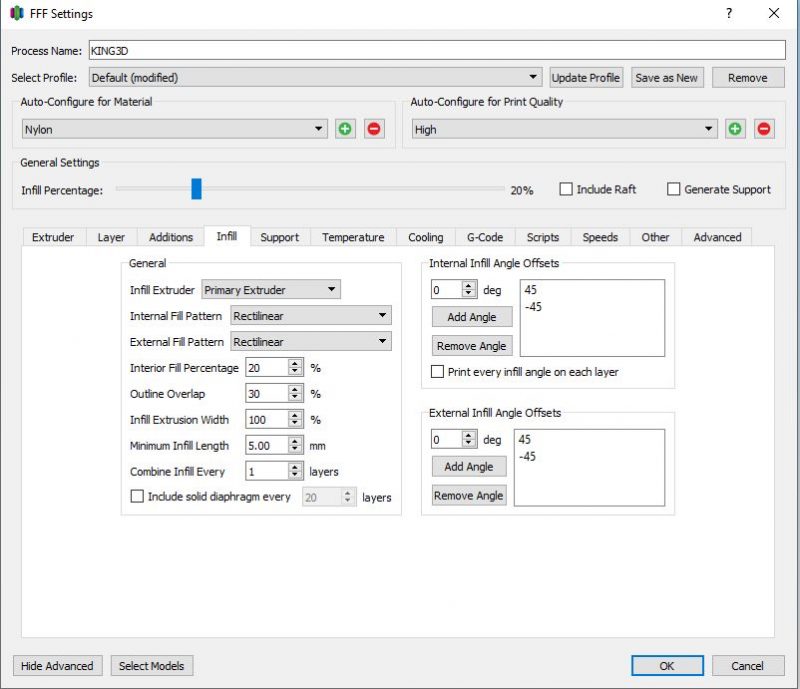
Infill در پرینتر سه بعدی یا میزان پرشوندگی یک قطعه کاملا انتخابی است، زمانی که مدل سه بعدی را وارد نرم افزار های اسلایسر کردید(مثلا Simplify3d)، از سربرگی اینفیل میتوان مقدار اینفیل را تعیین کرد.
نرم افزار Simplify3dاینفیل Infill معرفی گزینه ها
Infill extruder
اگر پرینتر شما دارا دو نازل است، میتوانید یکی از دو نازل رو برای پرینت قسمت اینفیل انتخاب کنید، گزینه Primary Extruder به طور پیش فرض انتخاب شده است،
پیشنهاد میشود اگه دو فیلامنت دارید که یکی از فیلامنت های مناسب ساپورت گذاری است مانند فیلامنت HIPS PVA …. برای اینفیل Primary Extruder و برای قسمت ساپورت Secondary Extruder را انتخاب کنید.
Interall / External Fill Pattern
یکی از مهترین پارامترهای Infill در پرینتر سه بعدی انتخاب نوع الگو پرینت سه بعدی است، بر خلاف روشهای دیگر ساخت .
این روش میتواند الگوی پرشوندگی قطعه را تعیین کند در پایین به معرفی هر روش میپردازیم.
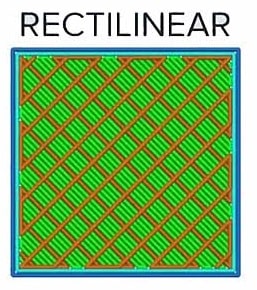
یکی از پر استفاده ترین مدل از الگو هاست،با نام الگو ZIG ZAG نیز شناخته میشود.
کیفیت سطح بالایی ارائه میدهد.
زمانی که اینفیل بالا مورد نیاز باشد، از این الگو استفاده کنید.
در مقابل تنش پیچشی ضعیف است
به نسبت استحکام ضعیفی در راستای عمود و افق دارد.
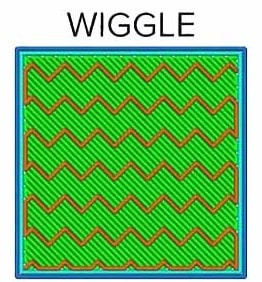
این الگوی تراکم به قطعه امکان چرخش و فشردهشدن میدهد و نرمی خاصی ایجاد میکند و انتخاب خوبی برای پرینت سه بعدی متریالهای انعطافپذیر و نایلونهای نرمتر است.
به دلیل پیچیدگی کمتر نسبت به دو الگوی دیگر، به زمان کمتری نیاز دارد.
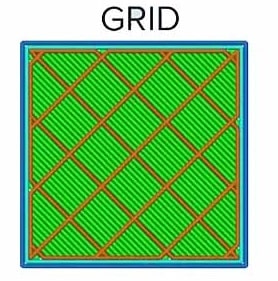
این الگو همانند توری است، از دو خط عمود بر هم که تشکیل یک مربع را میدهند شکل گرفته است.
مزیت
زمانی که قطعه در جهت روبه بالا پرینت میشود، دارای بالاترین استحکام است.
اگر میخواهید سطح بالای مدلتان خیلی خوب به نظر برسد، این الگو ساپورت خوبی برای پر کردن لایه های بالایی تشکیل میدهد.
معایب : در جهت افقی و مورب از استحکام خوبی برخوردار نیست.
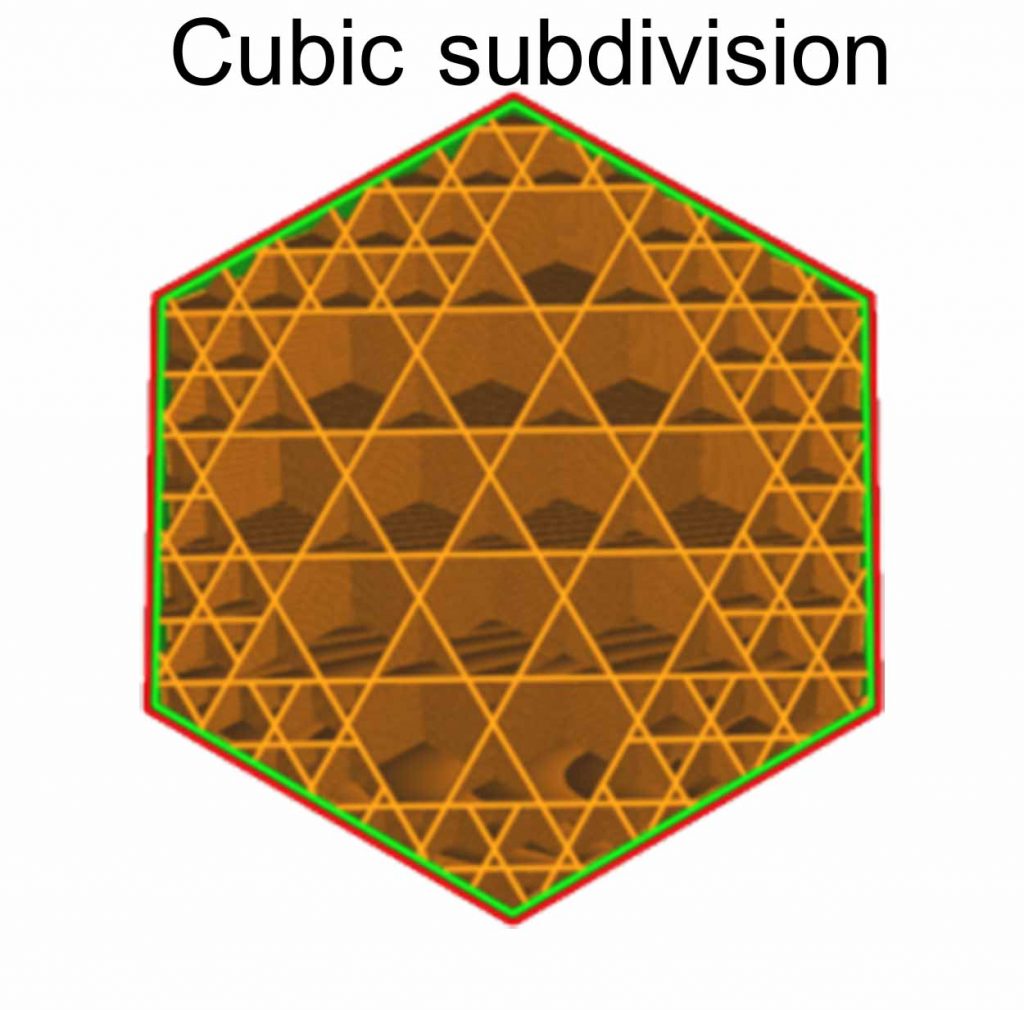
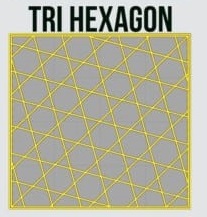
همانند الگو cubic است ولی با فرمولی متفاوت در دیواره های بیرونی و داخلی
جداره های بیرونی از مثلث های ریزتزی (تقریبا 8 برابر کوچکتر) تشکیل شده است.
مزیت
از فیلامنت کمتری برای داشتن مدلی با استحکام بالا استفاده میشود.
کیفیت سطح بالایی دارد
معایب
محاسبه زمان اسلایس آن در نرم افزار های اسلایسر وقت گیر است
به اینفیل بالای 50% نیاز دارد.
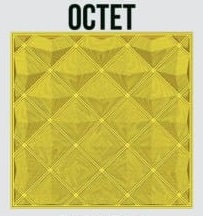
ترکیبی از چند الگو Line,cubic, tetrahedral است.
از انجایی که تقسیم بار بر روی سازه به طور مساوی تقسیم میگردد، از استحکام متوسط و یکسانی در همه جهات برخودار است.
مشکل بالشتی شدن سطح بالا را دارد.
Infill در پرینتر سه بعدی
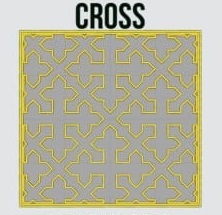
ظاهری مانند پازل دارد.
در راستای عمود نسب به افق از استحکام بالاتری برخودار است.
برای فیلامنت های انعطاف پذیر بسیار مناسب است.
زمان زیادی برای اسلایس کردن آن در نزم افزار میگیرد.
Infill در پرینتر سه بعدی
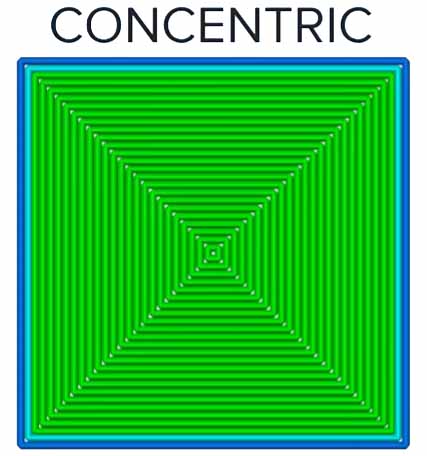
الگو هم مرکزی که بیشتر برای سطوح بالایی و پایینی استفاده میشود.
زمانی که از اینفیل 100% استفاده کنید، از این الگو نیز میتوان استفاده کرد.
بار به طور مساوی به خاطر الگو رفتاری آن روی کل سطح به طور یکنواخت پخش میشود.
در جهت عمودی از استحکام بالایی برخوردار است.
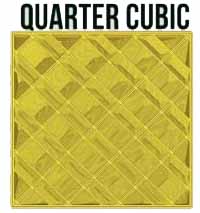
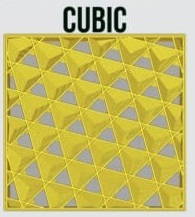
دقیقا مانند حالت cubic است ولی فرق های جزئی در فرم آن قرار دارد.
از استحکام بیشتری در همه جهات برخودار است از حالت CUBIC حدودا 20% مستحکمتر است.
برای مدل های سه بعدی حتی با جداره های نازک مناسب است.
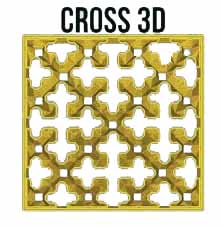
همانند الگو Cross است ولی در راستاهای افقی و عمودی ضعیف است
پرینت بسیار راحتی دارد
نیاز به فعال بود تیک ریترکشن ندارد.
برای سطوح انعطاف پذیر بهترین گزینه است.
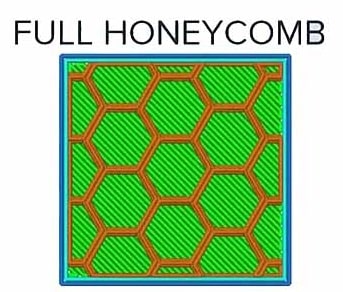
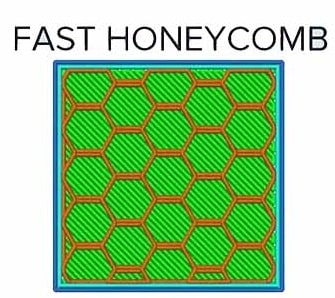
لانه زنبوری honeycomb یکی از الگوهای بسیار معمول پرینت که بسیار مستحکم بوده، سرعت چاپ بالایی داشته و مقاومت خوبی در همه جهات دارد.
این الگو مانند یک شبکه دو بعدی است که از مثلث های که باهم زاویه 60 درجه تشکیل داده اند ساخته شده است. Infill در پرینتر سه بعدی
مزیت :
در همه جهات خطی از مقاومت خوبی برخودرار است. uniform strength to every direction
نسبت به نیروی عمود به سطح مقاوم است.
It is able to resist force which acts parallel to the surface
معایب :
برای سطوحی که سطح نرم (smooth) لازم دارد توصیه نمیشود مگر اینکه تعداد لایه های بالای را افرایش دهید.
زمانی که بخواهیم ار نظر قدرت اینفیل هارو مورد بررسی قرار دهیم، این الگو خیلی جایگاه بالای ندارد.
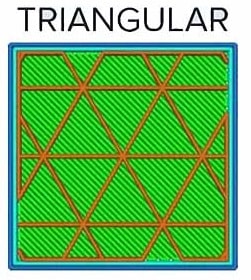
اگر به پترن دقت کنید میبیند که انگار یک حالت شش ضلعی دارد.
مزیت
در جهت افقی دارای بالاتری استحکام است.
در جهت خطی از استحکام قابل قبولی برخودار است.
نسب به تنش برشی بسیار مقاوم است.
وقتی که به این الگو نگاه میکنیم دقیقا مانند الگو GRID است ،با این تقاوت که اندازه مربع ها کوچکتر است.
از جهات افقی و عمودی ضعیف است، برای قطعاتی که نیاز به استحکام بالا دارند مناسب نیست.
تقاوت بین LINE و GRID
در LINE در لایه اول همه خطوط به یک سمت حرکت میکنند و در لایه بعدی در یک سمت دیگر از روی هم عبور میکنند.
این یک نوع الگوی سه بعدی دیگر است، هر جا به استحکام بالا نیاز باشد، این الگو حرفی برای گفتن دارد.
Lines (rectilinear) infill: Layer 1: 45° – diagonal right direction Layer 2: -45° – diagonal left direction Layer 3: 45° – diagonal right direction Layer 4: -45° – diagonal left direction
Grid infill: Layer 1: 45° and -45° Layer 2: 45° and -45° Layer 3: 45° and -45° Infill در پرینتر سه بعدیLayer 4: 45° and -45°