زمانی که برای بار اول یک فیلامنت جدید میخرید، اولین کاری باید انجام بدید این است که تست کنید ببینید فیلامنتی که خریدید در چه دمایی بهترین خروجی را به شما میدهد. تست برج حرارتی فیلامنت این امکان را به شما میدهد.
معمولا روی خود بسته فیلامنت یک رنج عددی دمای چاپ یا همون دمای ذوب فیلامنت و دمای مورد نیاز هیت بد نوشته شده است. صحبت از رنج عددی شد، چرا فقط از یک عدد خاص نام برده نشده ؟؟؟
امروز میخواهیم در همین مورد بحث کنیم و یک مدل سه بعدی برای تست پرینتر سه بعدی بگیریم تا بهترین دمای چاپ فیلامنت روی دستگاه پرینتر سه بعدی خودمون رو بفهمیم. 3dprint TOWER TEMPRATURE
دقت کرده باشید این روش فقط برای فیلامنت های پرینتر سه بعدی FDM کاربرد دارد، و برای رزین در پرینتر های DLP SLA بعدا مقاله ای تنظیم خواهیم کرد. تست برج حرارتی فیلامنت
به طور مثال اگر بخواهیم فیلامنت PLA رو مورد بررسی قرار دهیم، خب میدونیم کمپانی های مختلفی این فیلامنت رو با خلوص شیمیمایی متفاوتی و دمای کار متفاوتی تولید میکنید.
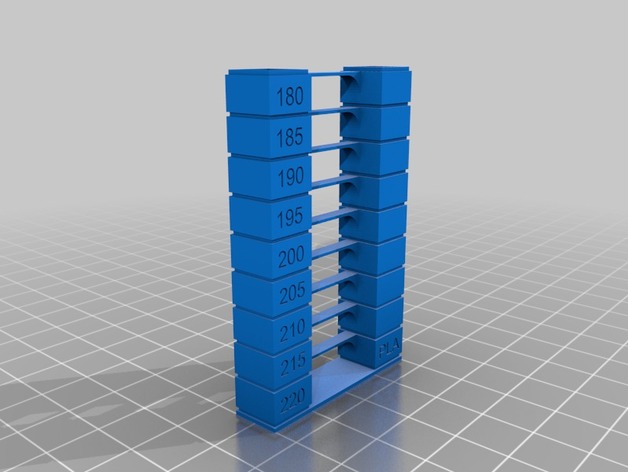
دمایی که از چندین سایت و استیکر روی بسته های فیلامنت PLA مشاهده کردیم، بین رنج 180 تا 230 بود.
یک قانون سر انگشتی هست که میگه میانگین این دما، دمای مناسب برای چاپ سه بعدی هست، ولی موردی داشتیم که دمای مناسب خارج از رنج حک شده روی قرقره فیلامنت بوده !!!
برای پیدا کردن بهترین دما ما از مدلی به نام ” برج تست حرارتی فیلامنت ” استفاده میکنیم. در سایت های مختلف دانلود فایل stl همانند سایت های :
Thingivers, myminifactor, cult 3d…… اگر کلمه ” temperatures tower” را سرچ کنید مدلهای زیادی میتونید پیدا کنید، ما برای شما یکی از مدلهای که بارها جواب خودش رو پس داده رو مورد بررسی قرار میدهیم.
دلیل انتخاب ما از این مدل این است که چندین تست همزمان انجام میشود :
ریترکشن
پل bridge
دمای چاپ روی مدل
مشاهده مشکلات : تخلل، حباب ،…… اگر دقت کنید میبیند که دمای از زیاد به کم میل میکنید، دلیل این کار چیست ؟
هر مرکز خدمات پرینت سه بعدی بارها با مشکل گرفتگی نازل رو به رو بوده، گرفتگی نازل دلایل زیادی دارد، ولی یک راه های که برای باز کردن مسیر نازل استفاده میشود.
بالا بردن دمای نازل تا بالاترین دمای ممکن است.این کار در مواردی باعث باز شدن مسیر نازل میشود.
پس طبق تئوری بالا از دمای زیاد به سمت دمای پایین میرویم تا از مشکلاتی احتمالا جلوگیری کنیم.
اگر از دمای کم به زیاد برویم، ممکن است که مدل در بخش ها بالا خراب شود و به خوبی جزییات دیده نشود.
ما مدل های برای شما آماده کردیم هر فیلامنت، مدل سه بعدی خودش رو برای چاپ دارد. مثلا برای PLA از دمای 180 درجه شروع میشود و 5 درجه 5 درجه بالا میرود تا به عدد 230 دست یابد. تست برج حرارتی فیلامنت
اگه تست را بخواهیم برای فیلامنت PLA انجام دهیم . ابتدا فایل STL را داخل نرم افزار باز میکنیم و سپس layer height را روی 200 میکرون میزاریم. و سپس گزینه prepare to print را میزنیم
خب اگه دقت کنیم روی حالت prewiew : layer تعداد لایه هارو 311 تا نشان میدهد.دقت کنید که مقدار layer height روی 200 میکرون باشد، اگه به طور مثال 150 میکرون باشد تعداد لایه ها 433 لایه میباشد و باید تنظیمات دیگری انجام داد. تست برج حرارتی فیلامنت ما در این آموزش با 200 میکرون و 311 لایه جلو میرویم.
9 قسمت یعنی 9 تا حالت تست دما داریم.اگر به کف مدل دقت کنیم میبینیم که مقداری رو به عنوان لایه کف در نظر گرفته است، تعداد این لایه ها مقدار 5 لایه است.
34=306/9
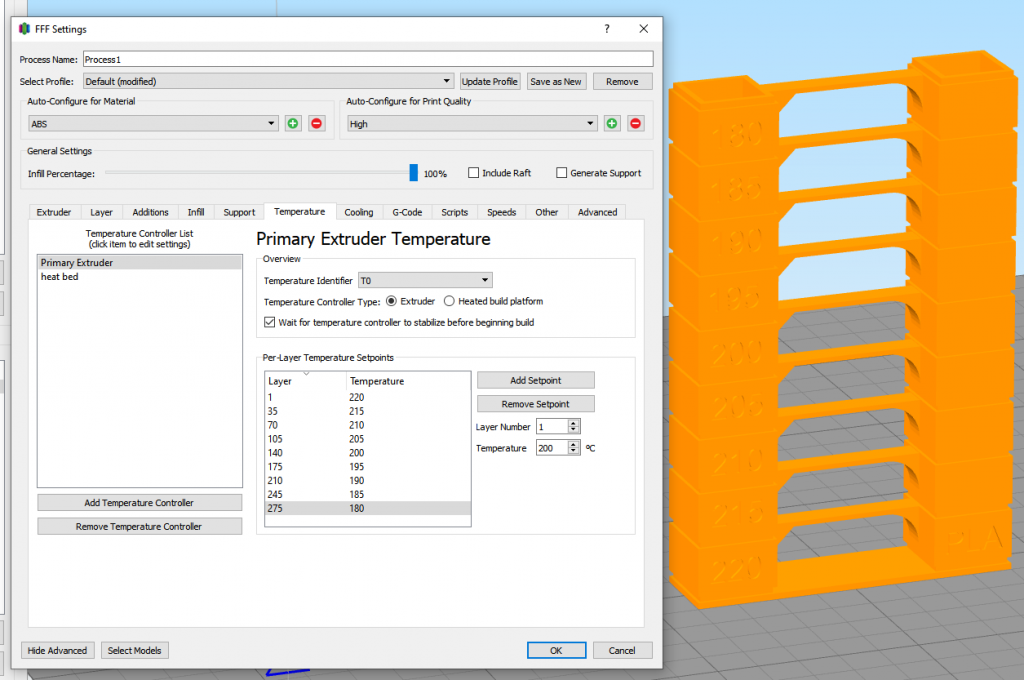
به سر برگ اصلی نرم افزار simplify3d برگردید و سپس در بخش process به سربرگ temprature بروید.
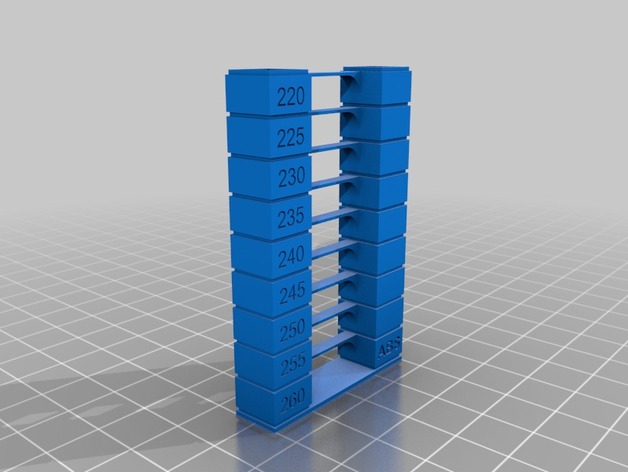
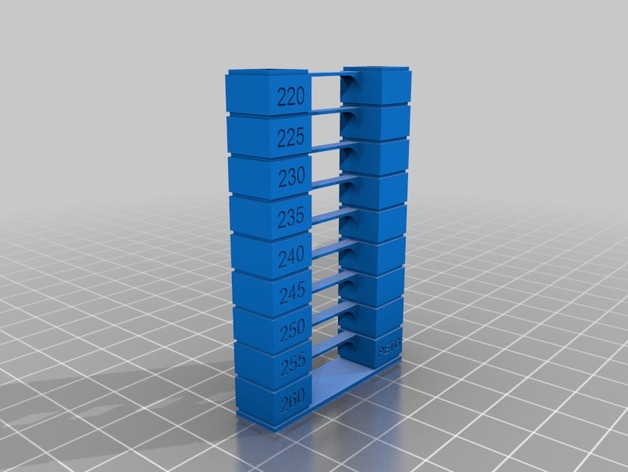
در بخش primary extruder روی گزینه add set point بزنید و لایه به لایه تقسیم کنید و دمای رو وارد کنید. لایه اول با دمای 220 درجه شروع میشود. و در لایه 35 ام دما به 215 کاهش می یابد. و…….
پس از اتمام کار رو برای پرینت بزارید و مدل نهایی رو بررسی کنید. تست برج حرارتی فیلامنت