معرفی روش ساخت
Stereolithography (SLA)
معرفی تمام تکنولوژیهای ساخت افزایش
بخش اول
تاریخچه و معرفی
پرینتر سه بعدی SLA یکی از قدیمی ترین و محبوب ترین تکنولوژیهای چاپ سه بعدی در نظر گرفته میشود
داستان از اواسط سالهای 1980 شروع شد دانشمندان و محققان زیادی در زمینه چاپ سه بعدی فعالیت داشتند، ایده اولیه استریولیتوگرافی برای اولین بار در سال 1970 توسط دانشمندی به نام Hideo Kodama مطرح شد. او توانست با استفاده از نور فرابنفش پلیمرهای حساس به نور را جامد کند و روش مدرن لایه به لایه استریولیتوگرافی ابداع کند ظاهر شد.
ایده استفاده از پرتو لیزر UV برای تبدیل کردن پلیمر های ترموست حساس به نور بود. (پخت = CURE )
در سال 1984 دقیقا قبل از اینکه چاک حال (پدر پرینتر جهان) ایده استریولیتوگرافی خودش رو به ثبت برسونه، دانشمندانی همچون Alain Le Mehaute, Olivier de Witte and Jean Claude André که همگی فرانسوی بودند، الگوی نوینی برای استریولیتوگرافی مطرح کردند.
به طور رسمی چاک هال در سال 1984 استریولیتوگرافی به اسم خودش به ثبت رساند که آن زمان روش ساخت پایین به بالا مطرح بود، به طوری که لیزر ار پایین به سطحی از رزین مایع میتابید، و لایه به لایه قطعه شکل میگرفت. و به سمت بالا حرکت میکرد.
رزین چیست ؟
رزین ها معمولا مواد چسبناکی هستند که از طریق فرآیند پخت به پلیمر های سفت و سخت تبدیل می شوند. فرایند پخت اغلب با کمک اشعه ی UV و یا با کمک هاردنر ها صورت می پذیرد. این مواد به طور طبیعی وجود دارند اما امروزه به دلیل افزایش تقاضا و جمعیت اغلب به صورت مصنوعی ساخته می شوند.
پرتور لیزر Ultraviolet
نور فرابنفش به مانند امواج رادیویی، پرتوهای گاما، پرتوهای ایکس و مادون قرمز نوعی تابش الکترومغناطیسی می باشد. نور فرابنفش که از خورشید سرچشمه می گیرد، برای انسان ها قابل مشاهده نیست.
نام های مترداف روش استریولیتوگرافی
SLA SL; stereolithography apparatus, optical fabrication, photo-solidification, resin printing
چاک هال موسس شرکت 3D System
و بنیانگذار روش استریولیتوگرافی
به نام امروزی SLA
بخش دوم
طرز کار
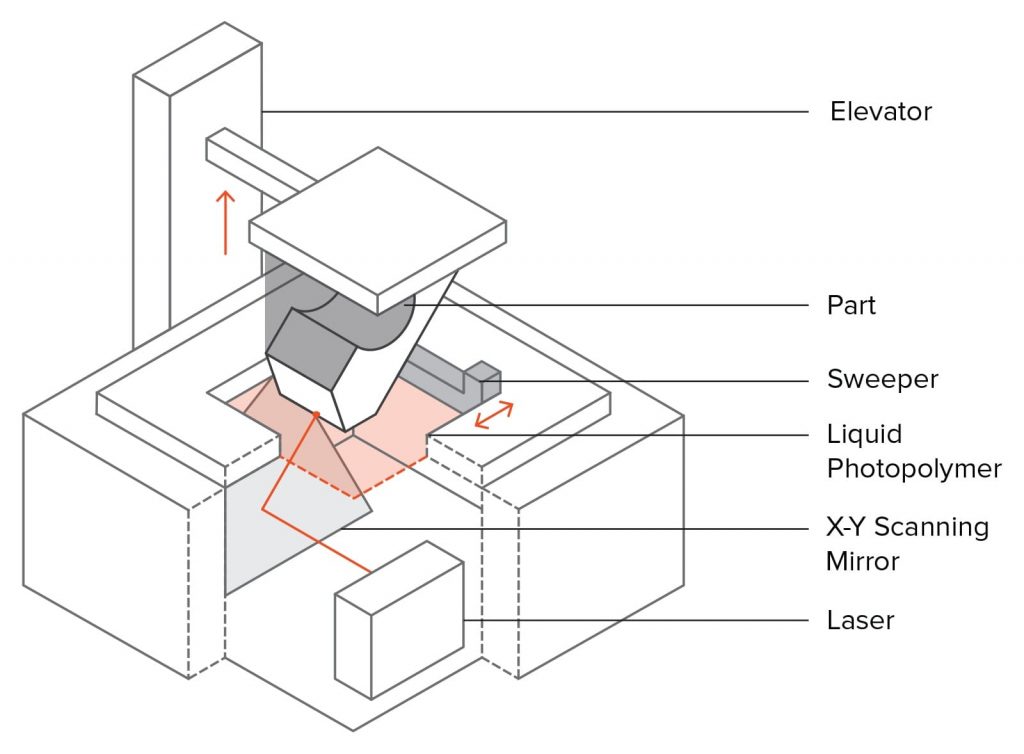
پرینتر سه بعدی SLA1-در ابتدا سینی ساخت به اندازه یک لایه از ضخامت قطعه اصلی درون مخزن حاوی رزین فرو میرود.
2-پرتو لیزر فرابنفش از منبع ساطع میشود و به گالوانومتر جهت مشخص کردن مسیر و سپس به آینه برخورد میکند. حاصل این فرایند به سطح رزین میرسد و لایه اول را شکل میدهد. پدیده فتوپلیمریزاسیون رح میدهد.
3-زمانی که لایه اول شکل گرفت، بالابر سینی ساخت را به اندازه یک لایه بالاتر میبرد. و سپس غلتک سطح رزین را صاف و آماده برای لایه بعدی میکند.
4-این فرایند فتوپلیمیراسزیون انقدر ادامه پیدا میکند تا جسم کامل شود. در این بین ساپورت نیز همانند پرینتر های سه بعدی FDM ساخته میشود.
5-زمانی که شکل کامل شد به مرحله POST PROCESS نیاز دارد تا خواص مکانیکی آن بهبود یابد.که مخصوصا برای رزین های کاربردی برای مهندسی، دندانپزشکی و جواهرات
پروسه فتوپلیمریزاسیون غیرقابل بازگشت است و هیچ راهی برای مایع کردن دوباره رزین جامد وجود ندارد، اگر قطعه در معرض دمای زیاد قرار گرفته شود، به جای ذوب شدن می سوزد زیرا متریال هایی که پرینتر های سه بعدی SLA استفاده می کنند از پلیمرهای ترموسِت ساخته می شوند. پلیمرهای ترموسِت در مقابل ترموپلاستیک های پرینتر های سه بعدی FDM قرار دارند که قابلیت ذوب و انجماد مجدد دارند.
بخش سوم
نقاط + و –
نقاط قوت
دقت ابعاد و چاپ جزییات کوچک در پرینتر سه بعدی SLA بسیار بالاتر از روش های دیگر چاپ است،
کیفیت سطح قطعات چاپ شده با پرینتر سه بعدی SLA فوق العاده زیبا و یکنواخت است
انواع رزین برای کاربردهای مختلف مانند رزین شفاف، رزین قالب گیری، رزین انعطاف پذیر و…. موجود است.
قطعاتی که با پرینتر سه بعدی SLA ساخته می شوند برخلاف قطعات FDM خواص مکانیکی ایزوتروپی دارند به این معنا که دارای مقاومت یکسانی در جهت های مختلف هستند.
این قطعات رفتار یکسانی در برابر نیروی وارده از هر جهت دارند.
ضخامت لایه معمول در SLA بین ۲۵ تا ۱۰۰ میکرون
نقاط ضعف
قطعاتی که با پرینتر سه بعدی SLA تولید میشوند نسب به سایر روش های چاپ کمی شکننده تر هستند، این اتفاق زمانی می افند که قطعه پس از تولید باید CURE شود.
نباید روی استحکام بالای آنها حساب کرد.
اگر قطعات در معرض نور UV در طولانی مدت قرار بگیرند، خواص مکانیکی خودشون رو به مرور زمان از دست میدهند.پیچ خورده یا رنگ خودش از دست بده
روش چاپ سه بعدی SLA بر خلاف روش SLS نیاز به ساپورت دارد، در همه روشهای چاپ سه بعدی که نیازمند ساپورت است، کندن ساپورت و اثر ساپورت حس عالی بودن روش چاپ رو از دست میدهد.
نسبت به روش چاپ سه بعدی DLP گرانتر است.
بحث پیچش همانند FDM نیز در پرینترهای سه بعدی SLA اتفاق می افتد.
بخش چهارم
توضیحات تکمیلی
کاربرد SLA
پرینتر سه بعدی SLA استریولیتوگرافی یکی از بهترین راه های تولید نمونه های اولیه بسیار دقیق، با دوام و ارزان قیمت است. چاپگرهایی که با این روش نمونه سازی را انجام می دهند قادر هستند اشیاء با پیچیدگی های بسیار بالا را که به روش سنتی بسیار وقت گیر است و از دقت پائینی برخورداراست را به راحتی و با دقت بسیار بالا بسازد.
در بسیاری از صنایع مانند پزشکی، از این روش برای تولید نمونه های اولیه و در مواردی نمونه های پایانی خود استفاده می کنند. امروزه خودرو سازان برای تولید بسیاری از قطعات به عنوان مثال دستگیره های ماشین به جای استفاده از روش زمان بر ریخته گری از SLA استفاده کرده که این نمونه ها می توانند برای سنجش عملکرد و ظاهر نمونه های واقعی به کار برده شوند و حتی در مواردی به عنوان الگویی جامع برای سنجش خودروسازی باشند.
دقت و تکرارپذیری
پرینتر های سه بعدی SLA می توانند قطعات دقیق با ابعاد قابل تکرار ایجاد کنند. این برنامه های کاربردی برای مجموعه های مهندسی، کارشناسان و تولید کنندگان ریخته گری طلا و یا محصولات سفارشی دندان بسیار مفید می باشد.
ترکیبی از مخزن رزین گرم و پلتفرم ساخت بسته، شرایط تقریبا یکسان برای هر چاپ فراهم می کند. دقت بهتر نیز عملکرد بالاتراز درجه حرارت تولید سه بعدی در مقایسه با فن آوری های مبتنی برمواد اولیه گرمانرم است که با ذوب مواد خام تولید می کنند. از آنجا که SLA به جای حرارت از نور استفاده می کند، فرآیند چاپ در دمای اتاق نزدیک می شود و قطعات چاپ شده از گسترش حرارتی و مصنوعات انقباضی دگرگون نمی شوند.
آزادی طراحی
SLA یکی از معروف ترین مشخصات طراحی را در تمام فناوری های پرینتر سه بعدی دارا می باشد. بسته به هندسه قطعه طراحی شده و ویژگی های سطح مثبت و منفی می تواند در 30 میکرون یا کمتر تولید شود. این برای برنامه های مفصل مانند ویژگی های پیچیده در مجسمه ها یا قطعات کوچک در جواهرات ضروری است.
پرینتر سه بعدی SLA، برای تولید محصول نهایی نیازی به دیگر فناوری های تولید افزایشی یا کاهشی و سنتی ندارد. نمونه اولیه می تواند بر اساس طراحی ذهنی ساخته شود . SLA این توانایی را دارد تا از طریق رزینهای مخصوص، نمونه های ساخته شده را مستقیما ریخته گری کرده و محصول نهایی را تولید کنید . بدون نیاز به ماشینکاری ویا تزریق پلاستیک.
رزین های پر کاربرد در پرینترهای سه بعدی SLA
1- رزینهای استاندارد Standard برای نمونه سازی های عمومی استفاده می شود.
2- Tough سخت برای نمونه های کاربردی، اگر سفتی و سختی نیاز اصلی طرح شما است
3- Durable بادوام برای قطعاتی که متحرک هستند یا نیاز به مقاومت بیشتر در برابر ضربه را دارند رزین Durable را انتخاب کنید
4- Heat Resistant مقاوم برابر گرما (موسوم به سرامیکی) پایداری بالاتر از 200 درجه سانتیگراد در برابر حرارت دارد اما شکننده است.
5- Rubber-Like لاستیکی یا منعطف برای تولید قطعاتی با سختی کم اما انعطاف پذیری بالا خوب است اما عملکرد لاستیک واقعی را ندارد.
6- Dental دندانپزشکی با شرایط زیستی بدن تا حد زیادی سازگارند.
7- Castable قالبگیری (قالبگیری مستقیم) که پس از سوختن خاکستری از خود بجا نمیگذارند.
8- انعطاف پذیر
9-شفاف می تواند با پرداخت و پولیش کافی به شفافیت کامل برسد.
10- سرامیکی این رزین ها قطعاتی سفت و سخت ، با سطح کاملا صیقلی تولید می کنند.
مزایا رزین ها معایب
| صافی و صیقلی بودن سطح بیرونی | هزینه بالا |
| دقت ابعادی بالا | بالا بودن احتمال شکست قطعه |
| جزییات چاپ بهتر | سایش پذیر |
| سختی قابل قبول | نیاز به پرداخت نهایی |
| چاپ قطعات ریز | احتمال تیره شدن در معرض نور |
| کاهش محدودیت در طراحی |


تخصص های تیم ما کلیک کنید و ببینید
خدمات پرینت سه بعدی تهران
خدمات اسکن سه بعدی
خدمات طراحی سه بعدی
پرینت سه بعدی کرج و شهرستان
پرینت سه بعدی رزینی DLP SLA
خدمات تعمیر پرینتر سه بعدی
تعرفه های قیمتی
فروش فیلامنت تهران و کرج

پرینتر سه بعدی SLA