پرینتر سه بعدی را به درستی کالیبره کرده اید و روند عادی چاپ سه بعدی را انجام داده اید ، اما به دلایلی نازل شما در حال ضربه زدن یا کشیدن به داخل قطعات در حال پرینت یا خراشیدن و فرو رفتن در سطح هیت بد باشد، حتی هنگامی که چاپ چند ساعته انجام شود ، حتی بدتر است.برخورد نازل با هیت بد
بهترین راه برای رفع نازل در برخورد با چاپ یا تخت ، بالا بردن اندک نازل در راستای Z در کنار پرینتر سه بعدی است. این همان چیزی است که به پرینتر سه بعدی شما می گوید تا این حد از حرکت پایین متوقف شود.
همچنین می توانید از تنظیمات Z در تنظیمات اسلایسر خود استفاده کنید تا سطح بالاتری از سطح را در نظر بگیرید. اما برای اطمینان از جلوگیری از این مشکل در آینده ، اطلاعات مهم تری نیز برای درک وجود دارد.
برای آگاهی از موارد خاص مانند تنظیمات پرینتر ، نحوه تنظیم محور X و … تا انتهای این مقاله همراه ما باشید .
چرا اکسترودر شما به طور تصادفی قطعات در حال پرینت را از بین می برد؟
چند دلیل وجود دارد که ما می توانیم درگیر برخورد نازل به قطعه یا هیت بد (Heat Bed) شویم که چرا اکسترودر شما به طور تصادفی مدل های شما را از بین می برد.برخورد نازل با هیت بد
چسبندگی ضعیف لایه ها
چگونه چسبندگی لایه ضعیف را برطرف کنیم.
هنگامی که در پرینت قطعات سه بعدی خود چسبندگی ضعیفی در لایه احساس می کنید ، قطعاً ممکن است با مشکل از بین رفتن چاپ خود در طی مراحل مواجه شوید.
دلیل این امر را می توان فهمید که اگر هر لایه به درستی اکسترود نشود ، می تواند روی لایه فوقانی تأثیر بگذارد.
پس از چند لایه ضعیف ، ما می توانیم مواد را در مکان های اشتباه نازل حرکت کند ، تا جایی که مسیر اکسترودر شما مانع شود.
کمی تماس با سر چاپ و نازل در این حالت به احتمال زیاد چاپ سه بعدی شما را از بین خواهد برد ، صرف نظر از اینکه زمان زیادی رو برای پرینت هدر داده باشید.برخورد نازل با هیت بد
در اینجا راه حل این است که اطمینان حاصل کنید از سرعت ، دما ، سرعت و تنظیمات حرکت صحیح برخوردار هستید تا بتوانید از روند صاف چاپ اطمینان حاصل کنید.
تشخیص این مقادیر ممکن است به آزمایش و خطا نیاز داشته باشد ، اما پس از انجام این کار ، چسبندگی ضعیف لایه باید جلوی آسیب پرینت شما را بگیرد تا از بین برود.
فن های موجود در پرینتر سه بعدی شما نیز بسته به اینکه از چه ماده ای استفاده می کنید ، می توانند در این امر سهیم باشند.
بعضی از مواد مانند PETG با فن خیلی خوب کار نمی کنند ، اما ما قطعاً استفاده از فن مناسب برای PLA را توصیه می کنیم ، خصوصاً با سرعت بالا.
پرینت قطعات روی هیت بد (Heat Bed) که دارای تاب خوردگی باشد
اکستروژن بیش از حد (Over-Extrusion)
یک سطح هیت بد (Heat bed) پیچ خورده به دلایل زیادی هرگز کاری مناسبی برای پرینت قطعات نیست ، وقتی به یک هیت بد پرینت تاب خورده فکر می کنید
به این معنی است که سطح هیت بد ناهموار است بنابراین حرکت نازل از یک طرف به طرف دیگر باعث می شود که تخت چاپ در مکان های پایین و بالاتر باشد.
هیت بد پرینتر سه بعدی شما ممکن است وقتی خنک باشد نسبتاً صاف باشد ، اما بعد از گرم شدن می تواند حتی بیشتر تاب بخورد که می تواند منجر به برخورد نازل شما به مدل هایتان شود.برخورد نازل با هیت بد
اگر پرینتر سه بعدی شما از اکستروژن بیش از حد رنج می برد ، به این معنی است که برخی از لایه ها کمی بالاتر از حد مجاز ساخته شده اند.
این مقدار افزایش یافته فیلامنت اکسترود شده روی یک مدل می تواند به قدری زیاد باشد که نازل شما به آن ضربه بزند. اکستروژن بیش از حد نیز می تواند این اتفاق را بیاورد زیرا مواد اضافی اکسترود شده می توانند مسیر اکستروژن را مسدود کرده و باعث ایجاد فشار شده و باعث جهش مراحل X و Y شوند.
دلایل مختلفی برای اکستروژن بیش از حد وجود دارد ، به این معنی که حل این مشکل می تواند یک چالش باشد .
layer-height یا دقت پرینتر سه بعدی چیست ؟
اکستروژن کم (Extruder Too Low)
کالیبراسیون اشتباه محور X
سطح اکسترودر شما نباید خیلی پایین باشد ، که اگر مونتاژ دقیق نباشد ممکن است ادستگاه دچار نشتی فیلامنت شود، این مورد وجود دارد. غیر معمول نیست که پرینتر سه بعدی خود را به سرعت مونتاژ کنید و درنهایت چیزهایی را که قرار است قرار ندهید.برخورد نازل با هیت بد
اگر اکسترودر شما خیلی کم است ، باید اکسترودر خود را جدا کنید ، سپس آن را به درستی بررسی کنید. مورد در اینجا این است که اکسترودر ممکن است به طور ایمن در داخل نحوه قرارگیری آن قرار نگیرد.
این یک مسئله معمول نیست ، محور X به طور ناصحیح پس از یک ارتفاع Z مشخص ، باعث شروع چاپ روی قطعه چاپ شده را از بین می برد. مشاهده چنین چیزی بسیار دشوار خواهد بود ، به ویژه اینکه این اتفاق تاکنون در چاپ رخ نداده باشد.
در حل این مسئله می توان روش ساده برای کالیبراسیون محور X این است که مهره های چرخدنده ها را محکم کنید.
اکسترودر کالیبره نشده است
بسیاری از مسائل مربوط به چاپ در واقع توسط اکسترودر ایجاد می شود نه همه این عوامل دیگری که با آنها روبرو هستید.
توانایی تنظیمات و کالیبراسیون اکسترودر برای تأثیر منفی بر پرینت آسان و کاربردی است.برخورد نازل با هیت بد

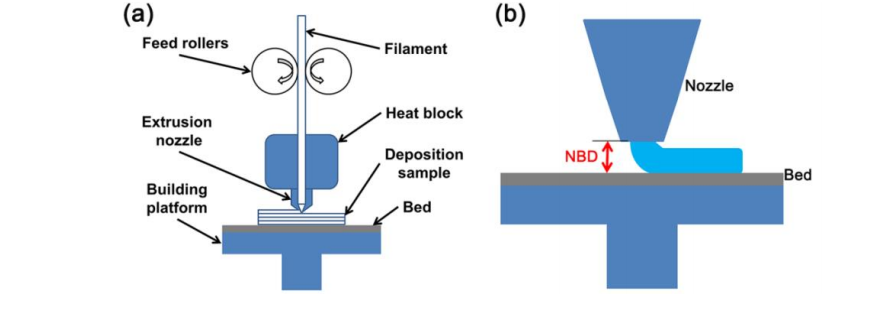
اما نازل از صفحه هیت بد چقدر باید فاصله داشته باشد ؟
این موضوع کاملا به قطر نازل و ارتفاع لایه شما بستگی دارد ، اما به طور کلی ، نازل چاپگر شما باید حدود 0.2 میلی متر از هیت بد پرینتر فاصله داشته باشدتا برخورد نازل به قطعه یا هیت بد (Heat Bed) اتفاق نیوفتد .
متداول ترین روش برای تعیین فاصله بین نازل و تخت استفاده از یک تکه کاغذ یا کارت نازک بین نازل و صفحه هیت بد است.
نباید روی نازل و قطعه کاغذ بیش از حد محکم باشد ، زیرا ممکن است له شود و در واقع کمتر از نیاز شما باشد. امکان تکان دادن کاغذ یا کارت به راحتی باید وجود داشته باشد. کاری که این کار انجام می دهد این است که فضای کافی برای نازل شما فراهم می کند تا مواد را بر روی هیت بد خارج کند و در واقع تماس کافی برای چسبندگی مناسب بستر را ایجاد کند ، و یک لایه اولیه کامل ایجاد می کند.
فاصله نازل از هیت بد برای کیفیت سطح لایه اول قطعه در حال پرینت بسیار مهم است که می توانید به مقاله کیفیت سطح پرینت مراجعه کنیدو اطلاعات کامل و کاربردی در این باره بخوانید .برخورد نازل با هیت بد