کیفیت بد لایه اول پرینت سه بعدی
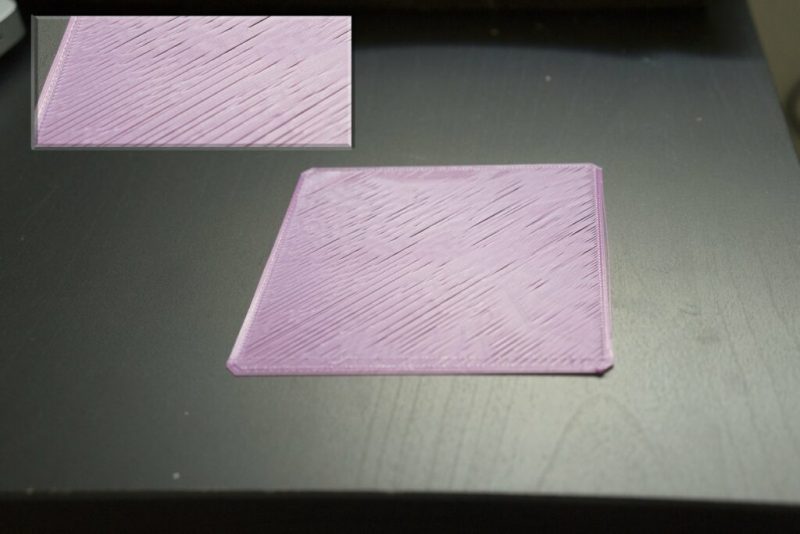
از مهمترین فاکتور های یک پرینت سه بعدی خوب، داشتن یک لایه خوب و تمیز است، اگه خیالتان از لایه اوله راحت شود، میتوانید به احتمال 90% از ادامه چاپ سه بعدی اطمینان کسب کنید.زیرا پایه ای را تشکیل می دهد که لایه های بعدی روی آن قرار می گیرد.
کیفیت بد لایه اول پرینت سه بعدی یکی از مشکلاتی است بسیار بروز می دهد.
اگر لایه اول ضعیف به هیت بد بچسبد ، ممکن است قطعه پرینت قبل از تکمیل جدا شود و منجر به خرابی شود.
از چسبندگی بیش از حد نیز باید خودداری شود ، زیرا برداشتن چاپ دشوار است. لایه اول ایجاد تعادل بین ثبات پرینت و سهولت برداشتن بعد از اتمام پرینت است.
بسیار مهم است که اولین لایه چاپ شما به شدت به هیت بد پرینتر سه بعدی متصل باشد تا بقیه قسمت شما بر روی این پایه ساخته شود.به خصوص هنگام چاپ با فیلامنت ABS
اگر لایه اول به پلتفرم نچسبد ، بعداً مشکلاتی را ایجاد می کند.
روشهای مختلفی برای کنار آمدن با این مشکلات چسبندگی لایه اول وجود دارد ، بنابراین ما چندین دلیل معمول را در زیر بررسی خواهیم کرد و نحوه پرداختن به هر یک را توضیح خواهیم داد.
برای شروع ، هیت بد (Heat bed) پرینتر خود را به درستی تراز کنید.کیفیت بد لایه اول پرینت سه بعدی
بسیاری از چاپگرهای جدید دارای کالیبراسیون خودکار هستند ، در صورتی که این آپشن برای پرینتر شما امکان پذیر نیست ، فقط مطمئن شوید که توالی تسطیح را از قبل اجرا کرده اید.
در این مقاله به بررسی دلایل بروز این مشکل می پردازیم .
• تنظیمات اشتباه لایه اول پرینت در نرم افزار اسلایسر
گام اصلی در تضمین اولین لایه موفقیت آمیز ، بهینه سازی تنظیمات پرینت سه بعدی است. با تنظیم اولین تنظیمات لایه در اسلایسر خود ، می توانید بدون تغییر در شکل ظاهری بقیه پرینت ، از موفقیت لایه اول اطمینان حاصل کنید. در اینجا برخی از مفیدترین تنظیمات وجود دارد .کیفیت بد لایه اول پرینت سه بعدی
نرم افزار SIMPLIFY3D
نرم افزار CURA
چاپ لایه اول و دمای هیت بد (Heat Bed)
این تنظیمات دمایی را که پرینتر سه بعدی شما لایه اول را چاپ می کند تغییر می دهد. دمای بالاتر باعث می شود که پلاستیک بهتر ذوب شود و به بستر بچسبد ، بنابراین سعی کنید دما و نازل و بستر را هر کدام حدود 5 درجه سانتیگراد بالاتر از قبل ببرید.
عرض لایه اول
این تنظیم ،عرض خطوط خارج شده از پرینتر سه بعدی شما را تغییر می دهد. یک تنظیم عرض خط بالاتر باعث می شود که لایه های شما به درون هیت بد بچسبد و سطح بیشتری را در بر گیرد واحتمال خرابی را کاهش دهند. به طور معمول می توانید این تنظیمات را به دو برابر اندازه قطر نازل پرینتر سه بعدی خود قرار دهید (که معمولاً 0.4 میلی متر است).
ارتفاع لایه اول
تنظیم ارتفاع لایه اول شما را تغییر می دهد. مقدار بالاتر در لایه اول اثرات خطاهای جزئی در کالیبره کردن را کاهش می دهد ، و به طور موثر ضریب اطمینان را افزایش می دهد. به طور معمول می توانید با یک نازل استاندارد 0.4 میلی متر تا حدود 0.3 میلی متر بروید.
سرعت پرینت لایه اول
این تنظیم سرعت اکسترود شدن لایه اول را تغییر می دهد. پرینت آهسته تر زمان بیشتری را برای ذوب شدن پلاستیک فراهم می کند ، تاثیری مشابه افزایش دمای چاپ دارد. اگر ارتفاع لایه یا عرض لایه را افزایش داده اید ، ممکن است بخواهید این راه حل هم امتحان کنید.کیفیت بد لایه اول پرینت سه بعدی
• نظافت سطح پرینت یا هیت بد (Heat bed)
اگر سطح چاپ شما کثیف و چرب باشد ، تنظیمات لایه اول تازه تنظیم شده شما کار زیادی نمی کند. لایه اول به احتمال زیاد نمی تواند چسبیده و چاپ شما خراب شود. برای جلوگیری از این مسئله ، قبل از هر پرینت ، یا حداقل بین چند مورد ، تخت چاپ خود را پاک کنید.
این را می توان با الکل ایزوپروپیل و یک حوله کاغذی انجام داد. فقط چند ثانیه طول می کشد ، اما برای کیفیت لایه اول امری تاثیر گذار است.کیفیت بد لایه اول پرینت سه بعدی

• نازل خیلی دور از هیت بد قرار بگیرد
برای کیفیت بد لایه اول پرینت سه بعدی پس از اینکه سطح هیت بد شما به طور مناسب کالیبره شد ، هنوز باید مطمئن شوید که نازل نسبت به سطح هیت بد در ارتفاع صحیح شروع می شود.
هدف شما این است که اکسترودر خود را در فاصله ای کاملاً دور از صفحه ساخت قرار دهید – نه خیلی دور و نه خیلی نزدیک. برای چسبندگی خوب به صفحه ساخت ، می خواهید فیلامنت شما در برابر صفحه ساخت کمی له شود.
اگرچه می توانید این تنظیمات را با اصلاح سخت افزار تنظیم کنید ، انجام این تغییرات از Simplify3D معمولاً بسیار راحت تر (و دقیق تر!) برای این کار ، روی “Edit Process Settings” کلیک کنید تا تنظیمات فرآیند شما باز شود و سپس به تب G-Code بروید. برای ایجاد تنظیمات بسیار دقیق در موقعیت نازل می توانید از Z-Axis global G-Code Offset استفاده کنید.کیفیت بد لایه اول پرینت سه بعدی
به عنوان مثال ، اگر برای offset محور G-Code -0.05 میلی متر وارد کنید ، نازل شروع به چاپ 0.05 میلی متر نزدیکتر به سکوی ساخت شما می کند.
مراقب باشید فقط تنظیمات کوچکی روی این تنظیم انجام دهید. ضخامت هر لایه از قسمت شما معمولاً فقط حدود 0.2 میلی متر است(کیفیتی که در بیشتر مواقع پرینت می کنیم 200 میکرون هست ) ، بنابراین یک تنظیم کوچک تا حد زیادی طول می کشد.

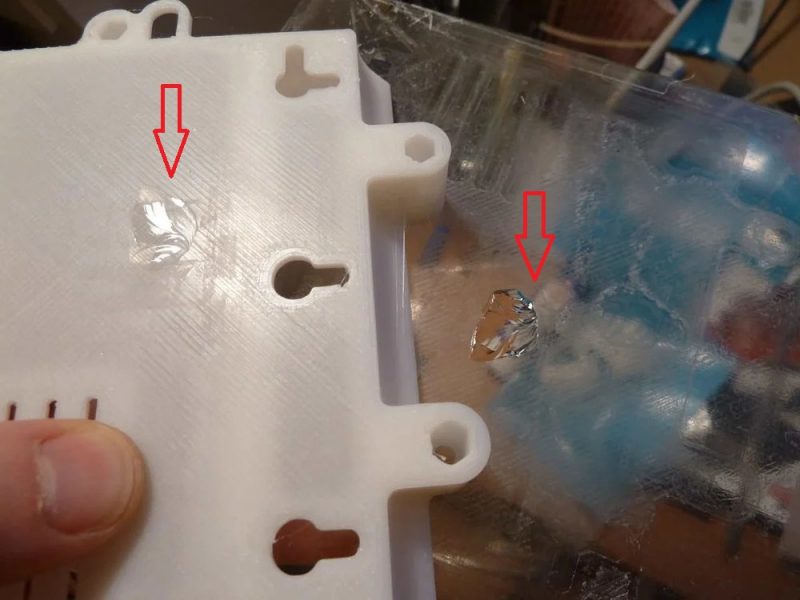
- با توجه به این مشکل یکی از راه حل های موجود برای بر طرف کردن این مسئله می توان از چسب های مختلف استفاده کرد ولی باید به این موضوع دقت داشت که استفاده بیش از حد لازم می تواند باعث آسیب دیدن سطح پرینت شما شود و قطعه پرینت شده با قسمتی از شیشه جدا شود .کیفیت بد لایه اول پرینت سه بعدی
برای اینکه کیفیت بد لایه اول پرینت سه بعدی بروز ندهد ، نکات ذیل را مدنظر داشته باشید:
استفاده از چسب به حد کافی برای کمک به چسبندگی لایه اول به هیت بد:
این شامل اسپری مو ، نوار نقاشی آبی و چسب خانگی استاندارد است. این موارد به چسبیدن مواد کمک می کند ، و همچنین به عنوان مواد آزاد کننده برای مواد بسیار خوب چسبیده ، جلوگیری می کند و از آسیب رسیدن به سطح پرینت شما جلوگیری می کند. یک لایه نازک می تواند این کار را انجام دهد و مفید واقع شود.کیفیت بد لایه اول پرینت سه بعدی

از پرینت مستقیم روی هیت بد با TPE و PETG خودداری کنید
این با نکته قبلی همراه است اما ذکر کردن آن ارزشمند است. TPE و PETG به دلیل چسبندگی زیاد برای پرینت سطوح مشهور هستند ، همیشه برای این مواد از ماده آزاد کننده استفاده کنید.
اگر هیچ کدوم از موارد بالا براتون کارآمد نبود حتما از
RAFT و BRIMS
استفاده کنید
گاهی اوقات شما در حال چاپ یک قسمت بسیار کوچک هستید که به سادگی سطح کافی برای چسبیدن به سطح هیت بد را ندارد.
Simplify3D شامل چندین گزینه است که می تواند به افزایش این سطح کمک کند تا سطح بزرگتری برای چسباندن به تخت چاپ فراهم شود.
یکی از این گزینه ها “لبه” نامیده می شود. لبه حلقه های اضافی در اطراف قسمت بیرونی قسمت شما اضافه می کند ، شبیه این که لبه کلاه دور کلاه را افزایش می دهد.
این گزینه را می توان با رفتن به انتهای برگه “Additions” فعال کردن گزینه “Use Skirt / Brim” فعال کرد. Simplify3D همچنین به کاربران امکان می دهد تا زیر قسمت خود یک قایق اضافه کنند ، که می تواند برای ایجاد سطح بزرگتر برای چسبندگی بستر نیز استفاده شود.کیفیت بد لایه اول پرینت سه بعدی
آموزش نرم افزار Simplify3d مباحث RAFT , SKIRT , BRIM
اینجا کلیک کنید
تخصص های تیم ما کلیک کنید و ببینید
خدمات پرینت سه بعدی تهران
خدمات اسکن سه بعدی
خدمات طراحی سه بعدی
پرینت سه بعدی کرج و شهرستان
پرینت سه بعدی رزینی DLP SLA
خدمات تعمیر پرینتر سه بعدی
تعرفه های قیمتی
فروش فیلامنت تهران و کرج
