تاب خوردگی (Warping) در پرینتر رزینی DLP SLA چیست ؟
تاب خوردگی (Warping) در پرینتر رزینی :
فرآیند پرینت سه بعدی رزین از نظر خواص رزین مایع تنظیمات زیادی را دارد. پخت رزین فرآیندی است که در آن از نور UV برای سخت شدن مایع به پلاستیک استفاده می شود که منجر به انقباض و حتی انبساط ناشی از افزایش دما می شود.
در این مطلب علل تاب خوردگی (Warping) در پرینت های سه بعدی رزین می پردازیم .
تنش ها و حرکات داخلی زیادی وجود دارد که باعث تاب برداشتن پرینت های سه بعدی رزین می شود.
در اینجا برخی از دلایل اصلی تاب برداشتن پرینت های سه بعدی رزین آورده شده است:
- مدل ها به درستی اسپورت گذاری نمی شوند
- زمان قرار گرفتن در معرض کمتر یا بیش از حد نوردهی (Exposure times)
- جهت گیری قطعه بهینه نیست و باعث ضعف می شود
- رزین های کم کیفیت با خواص ضعیف تر
- ضخامت دیواره نازک
- چاپ های رزین قبل از پخت خشک نمی شوند
- ارتفاع لایه برای مدل زیاد است
داشتن ایده ای در مورد اینکه چرا تاب خوردن پرینت های رزین شما برای درک چگونگی رفع این مشکل ضروری است. از آنجایی که اکنون ایده ای درباره برخی از دلایل رزین سه بعدی خود دارید، بیایید نگاهی به نحوه رفع مشکل پرینت های رزین تاب خورده خود بیندازیم.

چگونه پرینت های رزینی را که دارای Warping هستند را حل کنیم؟
- مدل ها را به درستی اسپورت گذاری کنید
یکی از اولین چیزهایی که میخواهید سعی کنید چاپهای رزینی را که تاب میخورند، سعی کنید که مطمئن شوید به اندازه کافی برای مدل خود ساپورت (Support) قرار داده باشید. اساس چاپ رزین نیاز به چیزی دارد که روی آن ساخته شود زیرا نمی توانید در فضای خالی که چیزی زیر آن قرار ندارد، چاپ کنید. تاب خوردگی (Warping) در پرینتر رزینی
نکته دیگری که باید به آن توجه کنید این است که آیا نوعی پایه یا پایه برای مدل خود دارید. اینها معمولاً سطوح صافی دارند که نیاز به ساپورت از زیر دارند. بهترین راه برای ساپورت از آن ها استفاده از تکیه گاه های سنگین با تراکم خوب است تا مطمئن شوید که به خوبی نگه داشته می شوند.
در برخی موارد، اگر مدل خود را به اندازه کافی با اندازه و تعداد ساپورت های مناسب قرار ندهید، فشار مکش حاصل از فرآیند پرینت رزین در واقع می تواند لایه جدید رزین را بلند کرده و آن را از مدل جدا کند.
در نتیجه، نه تنها مدلی به دست میآورید که به دلیل عدم پشتیبانی مناسب شروع به تاب برداشتن (Warping) میکند، بلکه میتوانید باقیماندهای از رزین کمی پخته شده که در اطراف مخزن رزین شناور است، به دست آورید که احتمالاً باعث خرابی چاپ بیشتر میشود.
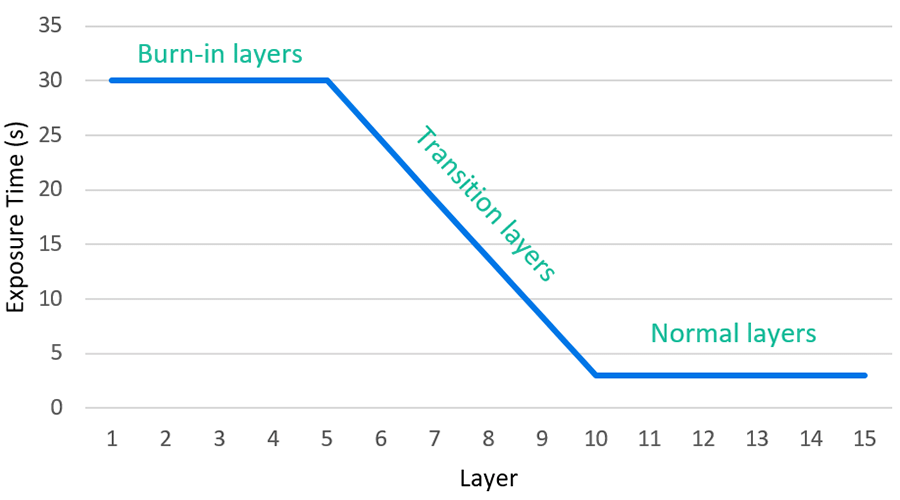
2. زمان قرار گرفتن در معرض کمتر یا بیش از حد نوردهی (Exposure times)
مشکل رایجی که کاربران پرینت سه بعدی در چاپ رزین با آن مواجه می شوند، دریافت زمان مناسب نوردهی است. این قطعاً می تواند به دلایل مشابهی مانند نداشتن ساپورت کافی منجر به تاب برداشتن بالقوه در مدل ها شود.
زمان نوردهی معمولی تعیین می کند که رزین شما در فرآیند چاپ چقدر قوی است.
یک پرینت سه بعدی رزین که در معرض نوردهی کم قرار می گیرد، رزین پخته شده یا کیور شده (cure) ایجاد می کند که چندان قوی نیست. پرینت های رزین تحت نوردهی ایجاد کردهام و متوجه شدم که بسیاری از ساپورتها کاملاً پرینت نمیشوند و ساپورتها بسیار ضعیفتر و ضعیفتر هستند.
در این حالت، بهتر است مدل خود را بیش از حد قبل نوردهی کنید تا تحت نوردهی، ساپورتها میتوانند مدل را نگه دارند، اما بدیهی است که ما در حالت ایدهآل میخواهیم تعادل کامل را برای بهترین نتایج بدست آوریم. تاب خوردگی (Warping) در پرینتر رزینی
که برای دست پیدا کردن به این تنظیمات می توان به کالیبره کردن زمان نور دهی مناسب دست یافت .
اگر یک مدل دارای قطعات نازک زیادی است، ممکن است ایده خوبی باشد که زمان های مختلف نوردهی را آزمایش کنید.
3. جهت گیری قطعه بهینه
پس از پشتیبانی مناسب از مدل خود و استفاده از زمان نوردهی معمولی به اندازه کافی بالا، کار بعدی که برای رفع تاب برداشتن در پرینت های رزین انجام می دهم، استفاده از جهت گیری موثر قطعه است. تاب خوردگی (Warping) در پرینتر رزینی
دلیل اینکه این کار شبیه به این است که ساپورت کارایی دارد، زیرا ما اطمینان می دهیم که قسمت هایی که احتمالاً تاب می شوند به درستی جهت دهی شده اند. اگر قطعاتی دارید که آویزان میشوند، میتوانیم مدل را به گونهای جهتگیری کنیم که این اورهنگ را به طور کامل متوقف کنیم.
برای مدلهای بزرگ، کاربران پرینت سه بعدی معمولاً آن را با زاویه حداقل 15 تا 20 درجه از صفحه ساخت متمایل میکنند تا سطح هر لایه پخت را کاهش دهند. هرچه سطح کمتری را با هر لایه پخت کنید، نیروی مکش کمتری می تواند باعث تاب برداشتن (Warping) شود.
4. رزین های کم کیفیت با خواص ضعیف تر
ممکن است در پرینت سه بعدی رزین به دلیل عدم انعطاف پذیری یا چقرمگی در پرینت های رزین خود دچار تاب خوردگی شوید. وقتی از رزینهای ارزانتری استفاده میکنید که خواص قوی ندارند، معمولاً تاب خوردگی بیشتر میشود.
یکی از راههایی که میتوانید در این حالت تاب برداشتن را برطرف کنید، استفاده از رزینهای با کیفیت بالاتر یا رزینهایی است که ویژگیهای سخت یا انعطافپذیری دارند. بسیاری از کاربران با مخلوط کردن رزین های سخت یا انعطاف پذیر با رزین معمولی خود به عنوان راهی برای افزایش دوام به مدل های خود، نتایج بسیار خوبی به دست آورده اند.
5. افزایش ضخامت دیوار قطعه پرینت شده
تاب برداشتن نیز می تواند بعد از اینکه مدل های خود را توخالی(Hollow) کردید و ضخامت دیواره آن کمی بیش از حد کم است ایجاد شود. معمولاً یک مقدار پیش فرض وجود دارد که برش رزین شما برای ضخامت دیوار به شما می دهد که معمولاً بین 1.5-2.5 میلی متر است.
همانطور که گفتیم ، فرآیند پخت لایه به لایه رزین میتواند باعث ایجاد تنشهای داخلی ناشی از انقباض و انبساط شود، بنابراین این میتواند بر دیوارههای مدلهای شما نیز تأثیر بگذارد.
توصیه ما برای همه مدل ها از حداقل ضخامت دیوار 2 میلی متر استفاده کنید، به جز برای مینیاتورهایی که معمولاً بسته به اندازه مدل نیازی به سوراخ کردن ندارند.
تاب برداشتن نیز می تواند بعد از اینکه مدل های خود را توخالی(Hollow) کردید و ضخامت دیواره آن کمی بیش از حد کم است ایجاد شود. معمولاً یک مقدار پیش فرض وجود دارد که برش رزین شما برای ضخامت دیوار به شما می دهد که معمولاً بین 1.5-2.5 میلی متر است.
همانطور که گفتیم ، فرآیند پخت لایه به لایه رزین میتواند باعث ایجاد تنشهای داخلی ناشی از انقباض و انبساط شود، بنابراین این میتواند بر دیوارههای مدلهای شما نیز تأثیر بگذارد.
توصیه ما برای همه مدل ها از حداقل ضخامت دیوار 2 میلی متر استفاده کنید، به جز برای مینیاتورهایی که معمولاً بسته به اندازه مدل نیازی به سوراخ کردن ندارند.
توصیه ما برای همه مدل ها از حداقل ضخامت دیوار 2 میلی متر استفاده کنید، به جز برای مینیاتورهایی که معمولاً بسته به اندازه مدل نیازی به سوراخ کردن ندارند.
تاب برداشتن نیز می تواند بعد از اینکه مدل های خود را توخالی(Hollow) کردید و ضخامت دیواره آن کمی بیش از حد کم است ایجاد شود. معمولاً یک مقدار پیش فرض وجود دارد که برش رزین شما برای ضخامت دیوار به شما می دهد که معمولاً بین 1.5-2.5 میلی متر است.
همانطور که گفتیم ، فرآیند پخت لایه به لایه رزین میتواند باعث ایجاد تنشهای داخلی ناشی از انقباض و انبساط شود، بنابراین این میتواند بر دیوارههای مدلهای شما نیز تأثیر بگذارد.
توصیه ما برای همه مدل ها از حداقل ضخامت دیوار 2 میلی متر استفاده کنید، به جز برای مینیاتورهایی که معمولاً بسته به اندازه مدل نیازی به سوراخ کردن ندارند.
می توانید ضخامت دیوار را افزایش دهید تا استحکام و دوام کلی مدل های خود را افزایش دهید، به خصوص اگر قرار است سمباده زیادی انجام دهید. در صورتی که تجربه طراحی داشته باشید، مدل هایی که دارای قطعات نازک داخلی هستند، می توانند ضخیم تر شوند.
در بیشتر موارد، قطعات نازک نباید فقط به دلیل نازک بودنشان پیچ و تاب بخورند، بلکه بر اساس تنظیمات نوردهی و نحوه مدیریت پس از پردازش است. تاب خوردگی (Warping) در پرینتر رزینی
6. اطمینان از خشک شدن قطعات قبل از مرحله Cure
یکی دیگر از راههای رفع تاب برداشتن پرینتهای سه بعدی رزین، اطمینان از خشک شدن کامل قطعات پرینت قبل از مرحله کیور (Cure) است. اکثر چاپ های رزین در الکل شسته می شوند که ممکن است هنگام کیور (Cure) باعث دفرمه یا تغییر حالت شود.
میتوانید با اجازه دادن به پرینتهای رزین قبل از خشک شدن در نور فرابنفش، از این تاب برداشتن بالقوه جلوگیری کنید. این یک راه حل کمتر شناخته شده است اما هنوز هم بعضی از کاربران این اشتباه رو می کنند.
برای تسریع در زمان خشک شدن می توان قطعات رو با استفاده از دستمال کاغذی سریع تر خشک کرد .

7. کاهش ارتفاع لایه
همانطور که در بالا ذکر شد، فرآیند لایه به لایه پرینت رزین به این معنی است که یک افکت پله به پله برای ایجاد مدل وجود دارد. هرچه «پله» طولانیتر باشد، فضای بیشتری برای تاب برداشتن مدل بین تکیهگاهها و پایه وجود دارد.
کاهش ارتفاع لایه میتواند با نیاز به فضای کمتر برای هر مرحله به کاهش تاب خوردگی کمک کند، اما به دلیل نازکتر و ضعیفتر بودن هر لایه، میتواند بر علیه شما تأثیر بگذارد و پتانسیل بیشتری برای شکستن فشار مکش ایجاد کند.
ارتفاع لایه استاندارد برای چاپ رزین 0.05 میلی متر است، بنابراین می توانید بین 0.025 تا 0.04 میلی متر را امتحان کنید و ببینید که چگونه کار می کند.
این راه حل واقعاً به این بستگی دارد که چرا تاب برداشتن در وهله اول اتفاق می افتد و مدل شما چقدر ساپورت گذاری شده است. اگر مدل خود را به درستی ساپورت گذاری کردهاید، استفاده از ارتفاع لایه پایینتر باید برای رفع سایر تاب برداشتنها از مناطق کوچکتر به خوبی کار کند. تاب خوردگی (Warping) در پرینتر رزینی