با استفاده از یک قطعه ی چاپ سه بعدی رزینی می توان نسبت به جدا نمودن صفحه ی FEP دستگاه اقدام کرد. در این مقاله، چسبیدن چاپ به صفحه بررسی و اثبات خواهد شد. تمامی راهکار ها در راستای افزایش میزان چسبیدن لایه رزینی به صفحه ی ساخت طراحی و بررسی شده است.
راه حل 1: تراز کردن صفحه ساخت
بدون صفحه ساخت تراز، هیچ چاپی نمی چسبد
ابتدا می بایست نسبت به بررسی صفحه ی ساخت خود اقدام کنید. در این صورت است که از موازی بودن صفحه ی ساخت خود با ورق FEP اطمینان حاصل خواهید کرد. در غیر این صورت، می توانید تنظیم آن را با استفاده از پیچ هایی که بر روی سکوی ساخت قرار دارد، تحقق بخشید.
در این راستا می توانید موارد زیر را انجام دهید:
تمیز کردن صفحه ی ساخت
نصب کردن صفحه ی ساخت بر روی چاپگر
باز کردن پیچ ها و حصول اطمینان از چرخش آزادانه ی صفحه ی ساخت
تحصول اطمینان از تمیز بودن تلق FEP
پایین آوردن صفحه ی ساخت به صورت دستی یا خودکار، تا انتها.
بستن مجدد پیچ ها
می توانید بررسی کنید که آیا می توان بستر فرم ساخت را به پایین مخزن رزین رسانید یا خیر. در برخی شرایط، ممکن است یک سوئیچ معیوب اجازه ندهد که سکو به سمت پایین حرکت کند.
مشکلات پرینت رزینی
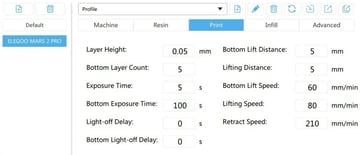
راه حل 2: تنظیمات نوردهی در راستای تنظیم میزان چسبندگی
تمامی رزین هایی که از حساسیت قابل توجهی نسبت به نور برخوردار هستند، می خواهند به میزان کافی به صفحه ی سازه ی مورد نظر بچسبند. چسبندگی رزین به سازه در قیاس با چسبندگی رزین به ورق های FEP می بایست قوی تر و محکم تر باشد. در صورتی که صفحه در جای خود قرار گرفته باشد اما رزین در تماس با صفحه ی FEP باشد، می بایست مولفه های مرتبط با نوردهی را مورد بررسی قرار داد.
پارامترهای مناسب برای هر رزین (منبع: کوین کورینث ، All3DP)
این نوع رزین و نیز مدل چاپگر هستند که زمان نور دهی لایه ی اول را تعیین می کنند. با جست و جو در وب می توان به راحتی به جدول های مرتبط با زمان های خاص قرار گرفتن در معرض نور دهی دسترسی پیدا کرد. خصوصا می توان اطلاعاتی در ارتباط با سازنده ی دستگاه و سازنده ی رزین با کیفیت بالا پیدا کرد.
در صورتی که مقدار های دقیق در جدول مشخص نشده است، شما می توانید بررسی مورد نظر خود را به صورت تجربی انجام دهید. بررسی کنید که آیا قرار گرفتن در لایه ی اول در زمان های طولانی تر می تواند منجر به ایجاد تفاوت در زمان نور دهی نماید یا خیر. اگر چسبندگی زیاد لایه ی اول مشاهده شد، می بایست نسبت به کاهش زمان نوردهی در ارتباط با لایه ی اول اقدام مقتضی صورت پذیرد.
در صورتی که لایه ی اول به هیچ وجه به سطح مورد نظر نچسبد یا پس از چسبیدن لایه های متعدد از بین برود، می بایست نسبت به پایین بودن زمان نوردهی نیز اصلاحاتی صورت گیرد. در صورتی که پس از امتحان کردن راه های گوناگون، کار به سرانجام نرسید، می بایست نسبت به انجام آزمایش نوردهی اقدام کنید.
با تعیین زمان بهینه برای چاپگر و رزین مربوطه می توانید به راحتی کار را پیش ببرید. با بارگذاری ویال آزمایشی ویژه و تغییر کردن سامانه ی عامل چاپگر به صورت موقت می توان بهترین زمان ممکن را برای نوردهی تعیین نمود.
مشکلات پرینت رزینی
راه حل 3: تنظیمات فاصله در راستای افزایش میزان چسبندگی
بلند کردن فاصله برای دستیابی به چاپ های موفق بسیار مهم است (منبع: Anycubic ، YouTube)
فاصله
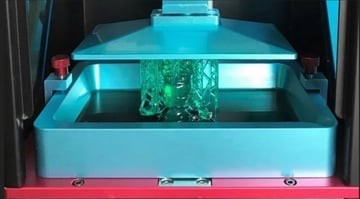
پس از طی شدن هر یک از مراحل نوردهی، می توان نسبت به جدا کردن چاپ صورت گرفته از ورق های FEP اقدام نمود. در خلال این فرآیند، شما می توانید جابجایی سکوی ساخت را بسته به جنس آن، چند میلی متر یا سانتی متر به سمت بالا حرکت دهید.
از مزیت های استفاده از ورق های FEP می توان به انعطاف پذیری و قابلیت کشیده شدن در آن اشاره کرد. شما می توانید ببینید که چاپ از ورق FEP به طور کامل جدا کرد. رزین نیز پیش از آن که فراگرد ساخت پایین بیاید، مجددا جریان خواهد یافت.
سرعت
یکی از دیگر عوامل موثر در این راستا، سرعت بلند کردن است. تنظیم سرعت می تواند بر روی فرآیند چاپ اثرات مطلوب یا نامطلوبی بگذارد. این کار ناشی از تاثیر نیروهای گوناگون بر روی فرآیند چاپ است. دو عامل ویسکوزیته ی زیاد رزین و نیز حفره هایی که در چاپ وجود دارد، می تواند باعث فزونی بار روی چاپ شود.
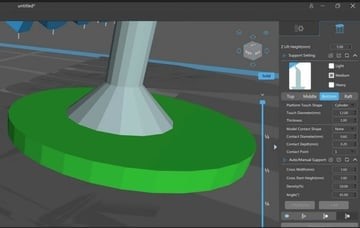
راه حل 4: تنظیمات مدل در راستای افزایش میزان چسبندگی
در صورتی که راه حل های پیشین در ارتباط با چاپ اصلاحاتی را ایجاد نکند، ممکن است مشکل از جانب تنظیمات نادرست در ارتباط با چسبندگی صفحات سازه باشد. تماس کافی مدل با صفحه ی ساخت می تواند باعث چسبیدن این دو به اندازه ی کافی به یکدیگر شود. در صورتی که قسمت هایی از مدل با آن تماس مستقیم یا حتی غیر مستقیم داشته باشد، این احتمال می رود که چاپ شما به صفحه ی ساخت نچسبد.
به هر حال، بهتر است مکنده هایی که شکل هندسی آن ها مانند کاسه است را در نظر داشته باشید. رزین مایع می تواند در میان ورق های FEP و چاپ به دام بیفتد. در این حالت، می بایست نیروی بیشتری را برای جداسازی چاپ از روی ورق FEP انجام داد.
مشکلات پرینت رزینی
راه حل 5: کشش صفحه FEP
کشش ورق FEP به شما کمک می کند تا به چاپ های عالی برسید (منبع: Anycubic، YouTube)
انعطاف پذیری ورق FEP مهم است. به این دلیل که رزینی که به تازگی مورد آماده سازی قرار گرفته است، پس از تمام شدن هر مرحله از نوردهی به راحتی از ورق های FEP جدا می شود. در صورتی که ورق محکم نباشد، ممکن است بیش از پیش به چاپ بچسبد. ورق هایی که استحکام و سفتی بیش از حدی داشته باشند، عمر مفید کمتری خواهند داشت.
هنگام سمباده زدن صفحه ساخت خود مراقب باشید (منبع: کوین کورینث ، All3DP)
از عوامل مهم در راستای استفاده از رزین های چسبنده می توان به سطح صفحه ی سازه اشاره کرد. سطحی که میزان صاف بودن در آن کامل باشد، چسبندگی کافی ندارد. اضافه کردن لکه های سبک و یا خراش دادن سطح با استفاده از کاغذ های سنباده، میزان خشکی سطح را فزونی می بخشد. در این صورت، چسبندگی به میزان قابل توجهی بیشتر خواهد شد. اما می بایست در نظر داشته باشید که این مرحله برگشت پذیر نیست.