تلرانس پرینتر سه بعدی قسمت دوم
در مقاله قبلی در مورد تلرانس و نوع کار آن صحبت کردیم. همچنین در مورد تناسب و زمان استفاده از آنها مطالبی را ارائه دادیم. بخش دوم مقاله را با دلایلی که موجب عدم دقت در پرینتر FDM میشود آغاز میکنیم.
دلایل عدم دقت FDM
علاوه بر خطاهای طراحی (که در هر فرآیند تولیدی رایح هستند)، چند دلیل کلیدی برای عدم دقت وجود دارد. این دلایل ذاتی پرینت سه بعدی، و به ویژه ماشینهای FDM است. تلرانس پرینتر سه بعدی قسمت دوم
خطاهای نرم افزاری
وقتی یک مدل دیجیتال به STL تبدیل میشود، برخی از جزئیات ناگزیر از بین میروند. به عنوان مثال، اجسام گرد وجهی هستند و به سطوح و نقاط تیز تبدیل می شوند.
با این حال، هر چه وضوح تبدیل بیشتر باشد، خطای ابعادی ایجاد شده در قطعه کمتر می شود. نرم افزار های اسلایسر ها بسته به الگوریتم ها و تنظیمات خاص خود ممکن است خطاهای خود را معرفی کنند. اینکه چگونه یک نرم افزار اسلایسر یک فایل STL را خروجی میگیرد ، تأثیر زیادی بر ظاهر G-code و در نتیجه نحوه عملکرد چاپگر دارد.
عدم دقت ماشین
راه های مختلفی وجود دارد که خود پرینتر سه بعدی می تواند باعث عدم دقت در قسمت چاپ شده شود. استپر موتورهای دارای تفکیک پذیری محدودی از تحرک هستند، بنابراین دقت یک مسیر حرکت فقط به اندازه حداکثر وضوح موتورها دقیق است. بعلاوه، موتورهای معمولی برای چاپ سه بعدی FDM حلقه کنترل موقعیت ندارند، بنابراین خطاهای کوچک در موقعیت ممکن است در کارهای چاپ طولانی جمع شوند. اکثر درایورهای موتور همچنین دارای یک ویژگی حفاظت حرارتی هستند. در صورت گرم شدن بیش از حد آنها را از کار کردن باز می دارد که ممکن است باعث رد شدن مراحل موتور شود. یا به اصلاح دیگر shift layer یا جابه جای لایه ها داشته باشند که یکی از اتفاقاتی است که هر مرکز خدمات پرینتر سه بعدی حداقل چند باری باهاش مواجه شده. تلرانس پرینتر سه بعدی قسمت دوم
محوره و تسمه های پرینتر سه بعدی
نیز معیار مهمی هستند که اگر به درستی کالیبره نشده باشند، احتمال دارد باعث عدم دقت ابعاد شوند. اگر محورهای چاپگر به اندازه کافی متعامد با یکدیگر نباشند، نادرستی ساختاری ظاهر می شود. تصور کنید که سعی میکنید یک مستطیل با محوری که عمود بر هم نیست رسم کنید – در نهایت به متوازی الاضلاع خواهید رسید. سپس، هر بار که یک محور حرکتی جهت خود را تغییر می دهد، مقدار کمی واکنش متقابل وجود دارد. هرچه کشش در سیستم کمربند کمتر باشد، واکنش متقابل برجستهتر است. تسمهها به مرور زمان مسائل دیگری مانند خزش و کشیدگی را نیز مطرح میکنند که نه تنها کشش را کاهش میدهند، بلکه ممکن است باعث لغزش و از دست رفتن پلهها شوند.
همانطور که چاپگر یک خط رشته را چاپ می کند، انتظار می رود که عرض یکنواخت ایجاد کند. با این حال، ابتدای خط چاپ میتواند با افزایش فشار نازل، نازکتر و تا انتهای خط گستردهتر شود. این در هنگام پیچیدن اغراق آمیز است. اکستروژن بیش از حد عمومی فیلامنت همچنین باعث ایجاد خط چاپ گستردهتر میشود. که ممکن است باعث شود ابعاد کلی بیش از حد بزرگ شود، با اثر معکوس برای زیر اکستروژن، و کیفیت و وضعیت رشته میتواند منجر به مشکلات اکستروژن بیشتر شود. تلرانس پرینتر سه بعدی قسمت دوم
در نهایت، ارتفاع نامناسب Z اولیه میتواند باعث «پای فیل» شود، زمانی که لایه اول به دلیل وزن چاپ گستردهتر از لایههای بعدی است.
راه حل های طراحی
راه حل های طراحی
هنگامی که دلایل احتمالی عدم دقت در چاپ های خود را درک کردید، می توانید اقداماتی برای از بین بردن آنها را تا حد امکان انجام دهید. عملا، نمیتوانید انتظار داشته باشید که یک چاپگر FDM معمولی ابعادی را در 100 میکرون یا 0.1 میلی متر (به طور محافظه کارانه) چاپ کند، این بدان معنی است که همه ابعاد شما باید با این فرض طراحی شوند که ممکن است با این مقدار بزرگتر یا کوچکتر شوند.در نظر گرفتن تلرانس در حد 0.1 میلیمتر در پرینتر سه بعدی امری کاملا رایج است.
برای قطعات نری و مادگی
باید آنها را طوری طراحی کنید که حتی با وجود خطای کنترل نشده در ابعاد، همچنان مطابق طراحی با هم کار کنند. تقریباً در همه موارد این بدان معنی است که اگر دو قسمت دارید که باید با هم هماهنگ شوند، باید یک قسمت کوچکتر از دیگری طراحی کنید. برای یک نازل استاندارد 0.4 میلی متری، در اینجا قوانین کلی برای تناسب بر اساس سوراخ و اتصال شفت وجود دارد. اگرچه باید آزمایش کنید و مقادیر واقعی چاپگر خود را یاد بگیرید.
تناسب فاصله: اختلاف 0.5 میلی متری و بالاتر بین قطر سوراخ و قطر شفت. این منجر به شکاف نظری حداقل 0.25 میلی متر بین شفت و سوراخ می شود.
تناسب انتقال: اختلاف 0.15-0.4 میلی متر بین قطر سوراخ و قطر شفت. این منجر به یک شکاف نظری 0.08-0.2 میلی متر بین شفت و سوراخ می شود. تلرانس پرینتر سه بعدی قسمت دوم
تناسب تداخل: تفاوت حدود 0.1 میلی متر یا کمتر بین قطر سوراخ و قطر شفت. این منجر به یک شکاف نظری 0.05 میلیمتر یا کمتر بین شفت و سوراخ می شود.
از آنجایی که این قوانین به تفاوت بین قطعات مربوط می شود، می توان از آنها برای قطعات غیر استوانه ای نیز استفاده کرد. هنگام در نظر گرفتن قطعات جفت غیر استوانه ای، مانند یک سوراخ مربع و یک برآمدگی مربعی مربوطه، قوانین ذکر شده در بالا ممکن است در مورد تفاوت بین نزدیکترین صفحات جفت اعمال شود. به عنوان مثال، برای به دست آوردن فاصله مناسب برای یک میله مربعی 30 میلی متری، سوراخ را طوری طراحی کنید که یک شکاف 0.25 میلی متری (یعنی یک مربع 30.5 میلی متری) حفظ شود.
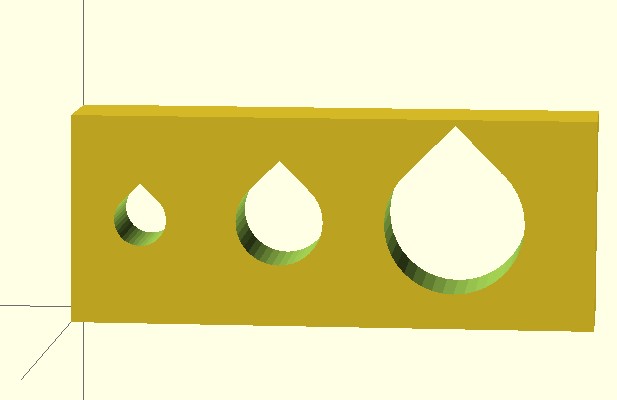
یکی دیگر از دستورالعمل های کلیدی این است که جهت گیری قطعه را در نظر بگیرید تا بتوان به حداکثر کیفیت دست یافت. سوراخ ها بهتر است به صورت افقی چاپ شوند (موازی با صفحه XY چاپگر). اگر باید سوراخی عمودی چاپ کنید، از تکنیک قطره اشک استفاده کنید، که در آن قسمت بالایی سوراخ بهجای کاملا گرد، به شکل نوکدار طراحی میشود. این امر هرگونه نادرستی ناشی از آویزان شدن رشته هنگام بستن قسمت بالایی سوراخ را از بین می برد. تلرانس پرینتر سه بعدی قسمت دوم
بعلاوه، به دلیل ماهیت لایه ای چاپ سه بعدی FDM، ویژگی های عمودی معمولاً دقت کمتری دارند زیرا می توانند به اندازه ارتفاع لایه باشند. ویژگی افقی (XY) دقیقتر است زیرا همانطور که در بخشهای قبلی توضیح داده شد، تنها با وضوح موتورهای پلهای و تسمه محدود میشوند.
پس به طور خلاصه : خطا در راستای عمودی یعنی محور Z همیشه کمتر است، در 2 محور دیگه بیشتر / تلرانس تا 0.1 میلیمتر باید در نظر گرفته شود / برای اینکه قطعات با فشار به داخل هم بروند حداقل 0.3 میلیمتر فاصله در نظر بگیرید کمتر مجاز نیست.همیشه سوراخ هارو بزرگتر در نظر بگیرید مخصوصا سوراخ های کمتر از 1 سانت رو.