وقتی صحبت از تنظیمات برای پرینت رزینی می شود، بسیاری از مردم در مورد نحوه عملکرد و نحوه تنظیم صحیح این پرینتر های رزینی گیج می شوند.
این مقاله بسیاری از تنظیمات رزین را بررسی می کند، به سادگی آنها را توضیح می دهد، سپس شما را در مورد نحوه تنظیم صحیح آنها راهنمایی می کند.
چه تنظیمات برای پرینت رزینی وجود دارد و هر کدام چه چیزی را کنترل می کنند ؟
قبل از اینکه به تنظیمات برای پرینت رزینی ایده آل برای چاپگر سه بعدی خود بپردازیم، ایده خوبی است که به اصول اولیه بازگردیم و قبل از اینکه به تغییر چیزها بپردازیم، پایه ای محکم از دانش تشکیل دهیم.
ابتدا بیایید بیاموزیم که با چه تنظیمات رزین سروکار داریم ؟
- ارتفاع لایه (layer height)
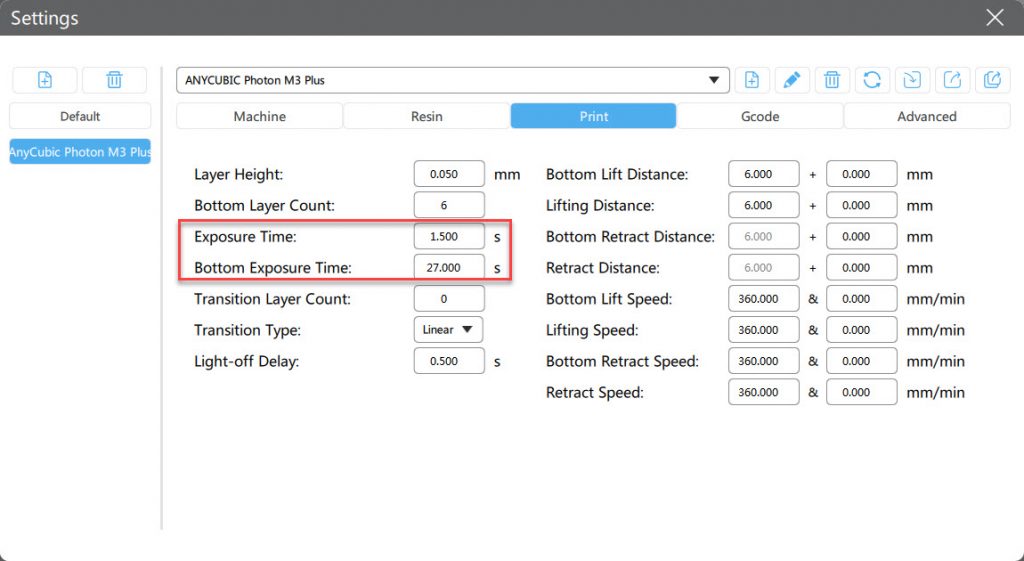
- مدت زمان قرارگیری در معرض نورUV (Exposure Time)
- تعداد لایه های پایین (Bottom Layer Count)
- زمان نوردهی پایین (Bottom Exposure Time)
- تاخیر خاموش شدن نور (Light-Off Delay)
- تاخیر خاموش شدن نور پایین (Bottom Light-Off Delay)
- فاصله بالا بردن پایین (Bottom Lifting Distance)
- فاصله بلند کردن (Lifting Distance)
- سرعت بالابر پایین (Bottom Lift Speed)
- سرعت بلند کردن (Lifting Speed)
- ارتفاع بالا رفتن در راستای محور Z (Z-Lift Height)
- سرعت عقب برگشتن (Retract Speed)
- Anti Aliasing
تنظیمات دیگری نیز وجود دارد که مربوط به ساپورت از قبیل قطر تماس، طول نوک، رافت و غیره است، اما این مقاله بر روی سایر تنظیمات اصلی تمرکز خواهیم داشت .
ارتفاع لایه (layer height) چیست؟
ارتفاع لایه ضخامت خاص هر لایه از مدل شما است. میتوانید ارتفاع لایههای خود را از طریق نرم افزار پرینتر رزین تنظیم کنید، با ارتفاع لایه کوچکتر بهترین کیفیت سطح و ارتفاع لایه بزرگتر باعث چاپ سریعتر و احتمالاً استحکام بیشتر میشود.
من قطعاً توصیه می کنم طیف وسیعی از ارتفاع لایه ها را امتحان کنید تا بتوانید ببینید که مدل های شما از نظر جزئیات چقدر متفاوت هستند. تنظیمات برای پرینت رزینی در مقایسه با چاپ FDM دقت بسیار بالاتری دارد.
ارتفاع لایه 0.05 میلی متر در برابر ارتفاع لایه 0.1 میلی متر تعداد لایه ها را برای مدل شما دو برابر می کند، به این معنی که زمان پرینت شما به میزان قابل توجهی افزایش می یابد.
ارتفاع لایه و تعداد لایه های مورد نیاز برای تکمیل یک مدل زمان و سرعت پرینت سه بعدی رزین را تعیین می کند. ضخامت هر لایه نه تنها بر سرعت چاپ یا زمان چاپ تاثیر می گذارد بلکه تاثیر زیادی بر کیفیت پرینت نیز دارد.
زمان نوردهی!
زمان نوردهی مدت زمانی است که هر لایه در طول فرآیند چاپ در معرض نور UV چاپگر یا منبع نور قرار می گیرد. کیفیت چاپ تحت تأثیر زمان قرار گرفتن در معرض قرار می گیرد زیرا منبع نور مسئول پخت رزین مایع است.
شما می خواهید اطمینان حاصل کنید که زمان های نوردهی شما به درستی کالیبره شده است زیرا واقعاً بر کیفیت کلی و موفقیت چاپ شما تأثیر می گذارد.
اگر یک لایه از پرینت سه بعدی رزین به درستی کیور Cure نشود، لایه های بعدی ممکن است پایه محکمی را نداشته باشند که بتوانند روی آن یک مدل جامد بسازند. شما همچنین می خواهید از خشک شدن بیش از حد چاپ های خود نیز جلوگیری کنید.
شما معمولاً محدودههایی از نوردهی دارید، اما این زمانها با عواملی مانند خود پرینتر، تنظیمات قدرت UV در پرینتر شما، و رنگ و برند خود رزین بسیار متفاوت است.
زمان نوردهی پایین در پرینت سه بعدی رزین چقدر است؟
زمان نوردهی پایین (Bottom Exposure Time) ، مشابه زمان نوردهی است، اما فقط برای چند لایه اول یا لایه های پایین پرینت های سه بعدی شما اعمال می شود. لایه های پایین چاپ سه بعدی به تمرکز بیشتری نیاز دارند زیرا پایه و اساس کل چاپ را تشکیل می دهند و به چسبندگی بهتری نیاز دارند.
شما همیشه زمان نوردهی پایینتری را در مقایسه با زمانهای نوردهی معمولی مشاهده خواهید کرد، زیرا ما به سخت شدن رزین نیاز داریم. دلیل اینکه پرینتهای سه بعدی پس از فرآیند پرینت ، پخت CURE میشوند این است که در طول فرآیند چاپ به طور کامل پخت نمیشوند.
برای ساخت موفقیت آمیز لایه ها بیشتر اصطلاحا از پخت گرم “soft curing” است، اما برای سخت شدن مناسب مدل رزین پلاستیکی، از نور UV قوی برای چند دقیقه استفاده می کنیم. همین اصل در مورد استحکام بیشتر لایه های زیرین نیز صدق می کند.
تعداد لایه های پایین در پرینت سه بعدی رزین چیست؟
تعداد لایههای پایینی به سادگی تعداد لایههای اولیهای است که نور UV را برای مدت زمان تعیینشده در معرض قرار گرفتن قرار می گیرند . این لایه ها چسبندگی قوی به صفحه ساخت را تضمین می کنند و به ساخت یک مدل سه بعدی موفق کمک می کنند.
از آنجایی که در تنظیمات برای پرینت رزینی، زمان نوردهی برای لایههای پایینی در مقایسه با لایههای معمولی زیاد است، بسیاری از لایههای پایین ممکن است منجر به زمان چاپ طولانیتر شوند، اگرچه در مقایسه با کل چاپ قابل توجه نیستند.
افزایش تعداد لایه های زیرین معمولا راهی برای بهبود چسبندگی چاپ شما در زمانی است که مدل های شما به درستی به پلت فرم پرینت نمی چسبند.
سرعت بالا بردن (Lift) در پرینت سه بعدی رزین چیست؟
سرعت بالا بردن به سادگی سرعتی است که با آن صفحه ساخت پس از به عمل آوری یک لایه از مخزن رزین بلند می شود. سرعت بالا بردن بیش از حد ، می تواند به قطعات در حال پرینت آسیب برساند، به خصوص در جاهایی که تکیه گاه ها یا برآمدگی های ضعیفی وجود دارد، در حالی که سرعت بالا کشیدن پایین به سادگی زمان چاپ شما را افزایش می دهد.
از آنجایی که لایههایی بین صفحه ساخت آلومینیوم و ورق فیلم FEP چاپ میشوند، هر بار که صفحه ساخت بالا میآید، فشار مکش ایجاد میکند. هرچه صفحه ساخت پرینتر و سرعت بالابر سریعتر باشد، فشار مکش بیشتری ایجاد می شود.
در برخی موارد، شما حتی می توانید مکش فیلم FEP را با هر بار بالابر بشنوید. شما می خواهید سرعت بلند کردن نسبتاً کمی داشته باشید تا در سمت امن باشید. بسیاری از پرینت های سه بعدی رزین به دلیل سرعت بالا کشیدن سریع شکست خورده اند که ارزش کاهش زمان چاپ را ندارد.
سرعت بالا بردن از پایین نیز دارید.
Anti-Aliasing چیست؟
Anti-Aliasing تنظیمی است که «گامها» را در لایههای پرینتهای سهبعدی شما کاهش میدهد که به اثر پلکان معروف است. کاری که انجام می دهد این است که لبه ها و گوشه های یک جسم را صاف می کند، که به طور موثر جزئیات دقیق را کاهش می دهد، اما باعث می شود مدل های خاص بهتر به نظر برسند.
خطوط لایه با aliasing بیشتر قابل توجه هستند، بنابراین anti-aliasing به صورت بصری سعی می کند خطوط لایه را کاهش دهد. کاربران پرینتر رزینی بسته به اینکه از چه برش دهنده ای استفاده کرده اند، چه مدلی است و چه مقدار از تنظیم ضد آلیاسینگ استفاده کرده اند، نتایج متفاوتی با این تنظیم دارند.
رافت RAFT در پرینت سه بعدی رزین چیست؟
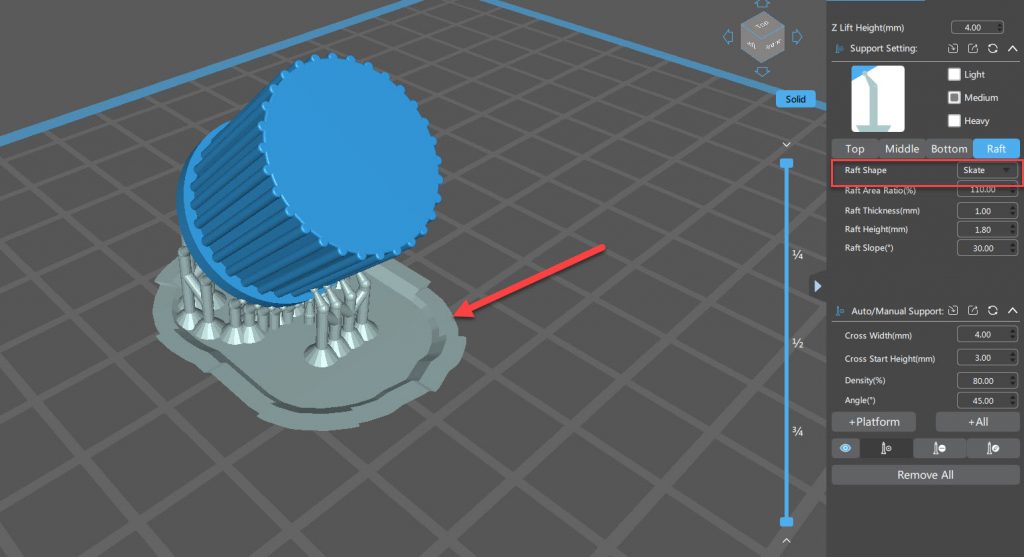
رافتraft پایه ای در زیر مدل های سه بعدی شما است که به صورت صاف روی صفحه ساخت قرار می گیرد و اجازه می دهد تا تکیه گاه ها در بالای آن ساخته شوند. روی بسیاری از مدل های رزین سه بعدی در لایه اول یک قایق خواهید دید که به چسبندگی بستر و تکیه گاه های قوی تر کمک می کند.
ساپورت ها ها بر روی پایه محکم رافت ساخته می شوند و نسبت به بقیه تکیه گاه ها به زمان نوردهی بیشتری نیاز دارند. تنظیمات قایق شامل فاکتورهای مختلفی مانند شکل قایق، ارتفاع رافت، نسبت مساحت رافتraft، ضخامت رافت، شیب قایق و غیره می باشد.
Hollowing در پرینت سه بعدی رزین چیست؟
توخالی کردن فرآیند حذف مواد داخلی یک مدل است که یک پوسته بیرونی توخالی از چاپ باقی میماند. این یک کار ضروری نیست، اما یکی از بهترین راه ها برای صرفه جویی در مصرف رزین در پرینت سه بعدی است.
رزین می تواند بسیار گران شود، بنابراین یک قدم مفید برای کاهش هزینه است.
توصیه می کنیم تمام مدل های خود را خالی کنید، به خصوص اگر آنها هیچ نوع عملکردی ندارند. شما همچنان می توانید با استفاده از تنظیمات ضخامت دیوار و پر کردن، استحکام کافی و کیفیت شگفت انگیزی را با یک مدل توخالی بدست آورید.
ضخامت دیوار در پرینت سه بعدی رزین چیست؟
ضخامت دیوار به سادگی اندازه گیری عرض ساختار خارجی یک مدل است که در میلی متر اندازه گیری می شود. وقتی مدلهای خود را توخالی میکنید، ضخامت دیوار از شما خواسته میشود که به معنی استحکام و یکپارچگی چاپ است.
این یکی از مهمترین جنبه های چاپ سه بعدی در نظر گرفته می شود زیرا دیوارهای خیلی نازک یا ضخیم می توانند انواع مختلفی را در مورد چاپ و کیفیت آن ایجاد کنند. قطعاً نمیخواهید دیوارها خیلی نازک باشند، زیرا ممکن است منجر به خرابی پرینت سه بعدی شود.
دیوارهای بیش از حد ضخیم به این معنی است که شما بیشتر از نیاز خود رزین مصرف می کنید، بنابراین می خواهید تعادل خوبی بین این دو سطح برقرار کنید. اسلایسر شما معمولاً مقادیر پیشفرض دارد، اما میخواهید آنها را آزمایش کنید.
5 طرح برتر با چاپ سه بعدی با طراحی در پایداری به عنوان یک محصول
جهت چاپ در پرینت سه بعدی رزین چیست؟
نوع قرار گیری در تنظیمات برای پرینت رزینی، روشی است که مدل شما بر روی صفحه ساخت نسبت به زوایا و چرخش هایی که استفاده می کنید، قرار می گیرد. این شامل چرخش، پوسته پوسته شدن، و حرکت چاپ در سراسر صفحه ساخت برای ارائه یک استراتژی چاپ بهینه است.
این از نظر فنی یک تنظیم چاپ رزین نیست، اما ارتباط نزدیکی با فرآیند دارد.
مدل پرینت قبل از شروع فرآیند پرینت سه بعدی در نرم افزار جهت گیری می شود. یک چاپ سه بعدی بد جهت می تواند تفاوت عمده ای در کیفیت چاپ و موفقیت کلی چاپ ایجاد کند.
یک تفاوت جزئی و تغییر در جهت چاپ می تواند منجر به تغییر عمده در تعداد لایه ها و زمان چاپ شود. زمانی که ارتفاع محور Z به حداقل می رسد، معمولاً چاپ SLA سریعتر است، بنابراین جهت گیری که این کار را انجام می دهد می تواند ایده آل باشد.
تغییرات در ساختار یا طراحی مدل میتواند به استحکام و یکپارچگی مدل آسیب برساند و همچنین میتواند منجر به یک مدل چاپی با خطوط سطحی قابل مشاهده شود.
معمولاً کیفیت سطح چاپ به دلیل برش نامناسب و چاپ در جهت های بد بهینه شده تحت تأثیر قرار می گیرد.
باید در نظر داشته باشید که بهترین دقت در محور Z نیز به دست می آید، بنابراین داشتن پیچیده ترین جزئیات در امتداد محور Z بسیار منطقی است. برای اینکه جهت چاپ کامل شود، تعادل لازم است.

تاخیر نور خاموش در پرینت سه بعدی رزین چیست؟
تأخیر خاموش شدن نور به مدت زمانی است که چاپگر قبل از خشک شدن لایه بعدی، نور را خاموش نگه می دارد، اگرچه زمان تأخیر خاموش شدن واقعی نور شامل کل زمان حرکت بالا و پایین صفحه ساخت می شود.
برای پرینترهای سه بعدی رزینی استاندارد، احتمالاً در مقایسه با چاپگرهای سه بعدی رزینی با کیفیت بالاتر، با صفحه نمایش های تک رنگ مدرن، تاخیر در خاموش شدن نور بیشتری خواهید داشت.
شما همچنین دارای تاخیر خاموش شدن نور پایین هستید
پرداخت سطح قطعات رزینی
فاصله بلند کردن در پرینت سه بعدی رزین چیست؟
فاصله بلند کردن به سادگی این است که صفحه ساخت پس از خشک شدن هر لایه چقدر از فیلم FEP بالا می رود.
این تنظیم معمولاً در چاپگرهای سه بعدی خیلی تغییر نمی کند، بنابراین می توانید در محدوده خاصی که در بخش زیر بیان می شود، نگه دارید.
Z-Lift Height در پرینت سه بعدی رزین چیست؟
در تنظیمات برای پرینت رزینی، Z-Lift Height فاصله تنظیم شده بین مدل شما و صفحه ساخت است. این مانع از ساخت مدل های شما به طور مستقیم بر روی صفحه ساخت می شود و به آن اجازه می دهد تا به طور کامل توسط تکیه گاه ها و یک raft پشتیبانی شود.
تکنولوژی پرینت سه بعدی نقطه تلاقی هنر ، زیبایی ، صنعت و مهندسی است و می توان هر انچه تصور کرد را به واقعیت تبدیل کرد .
نوید مقتدر