انتخاب زمان برای داشتن بهترین تنظیمات پرینتر رزینی مهم است. تاثیر این زمان در خشک شدن و تابش اشعه برای حالت دهی رزین قابل مشاهده خواهد بود. این تایم باید به طور دقیق برنامه ریزی شود؛ زیرا در این صورت نه تنها پرینتر و محصول دچار آسیبی نمیشوند. بلکه تنظیم صحیح زمان بر افزایش سلامت عملکرد پرینتر و محصول نهایی می افزاید. همچنین باید دقت داشته باشید تا هیچ گاه میزان تایم نوردهی دچار تغییرات موقتی افزایشی یا کاهشی نشود. زیرا افزایش دادن تایم موجب آسیب رساندن به مخزن رزین و آسیب دیدگی به ماده رزین و محصول میشود. کاهش دادن زمان نیز باعث عدم شکل گیری ماده رزین و آسیب دیدگی پرتوها میشود. راهکار زمانی پرینتر سه بعدی این است که تعادل زمانی را بین تولید و چاپ ایجاد کنید. با این راهکار، هم آسیبی به دستگاه وارد نمی شود و هم محصول با کیفیتی را تولید میکنید.

بهترین تنظیمات پرینتر رزینی
تاثیر جنس لایه های زیرین ماده رزین برای داشتن بهترین تنظیمات پرینتر رزینی
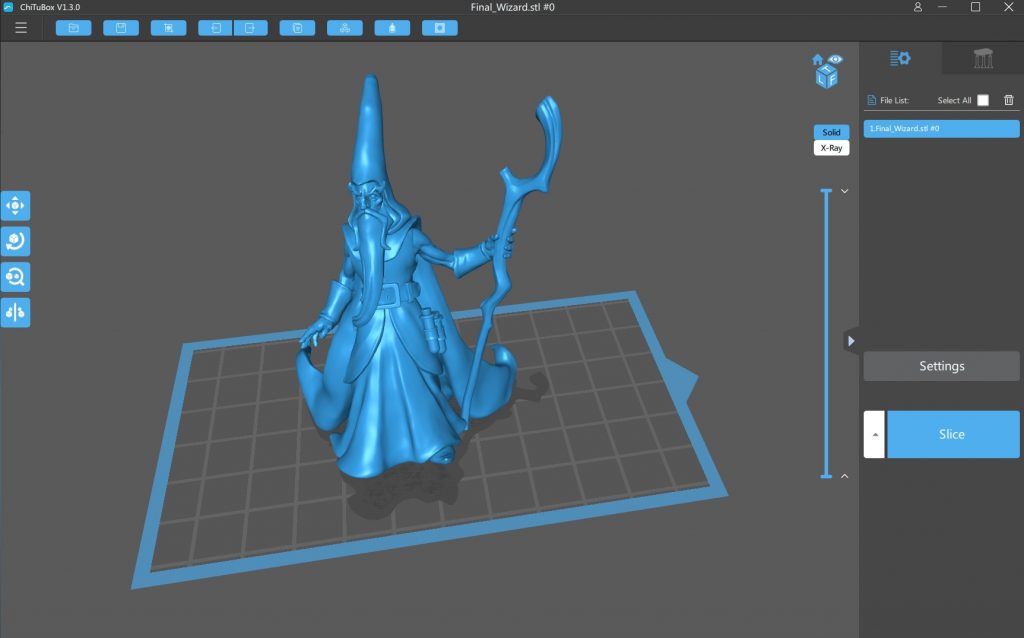
برای داشتن بهترین تنظیمات پرینتر رزینی در قسمت لایه پایه ای ماده رزین باید به برنامه پیش فرض دستگاه مراجعه کنید. نرمافزار ChiTuBox به طور پیش فرض دارای تنظیماتی است. اما باید به شما توصیه کنیم که عدد لایه ی پایه ای را در محدوده ی ۶ تا ۸ حفظ کنید. پایین ترین عدد برای ساختن نازک ترین پایه، محدوده 4 است که باعث آسیب پذیری لایه های زیرین میشود. البته این آسیب پذیری فقط به محصول ختم نمی شود و امکان دارد پرینتر نیز دچار مشکل شود. استاندارد لایه های پایهای این چنین است که باید به طور محکم و استوار حالت دهی شوند تا بتوانند وزن محصول را تحمل کنند.
میتوانید با یادگیری نکات ویژه، هم بهترین تنظیمات پرینتر رزینی را انجام دهید و هم به هدف خود برسید. به طور مثال به سوالی که ذکر می کنیم دقت کنید. اگر برای بعضی ها سوال شده است که: چگونه میتوانم بدون آسیب رساندن به محصول، محصولی با پایه ای کوچک تولید کنم؟ برای اینکه بتوانید به خوبی این کار را انجام دهید باید در ابتدا از محدودههای بالا شروع کنید و سپس به محدوده کم برسید. در همین جا باید ذکر کنم که محدوده ی استاندارد برای پایه ی محصولات رزین ۶ الی ۱۰ است.
چرا زمان ساخت پایه در بهترین تنظیمات پرینتر رزینی موثر است؟
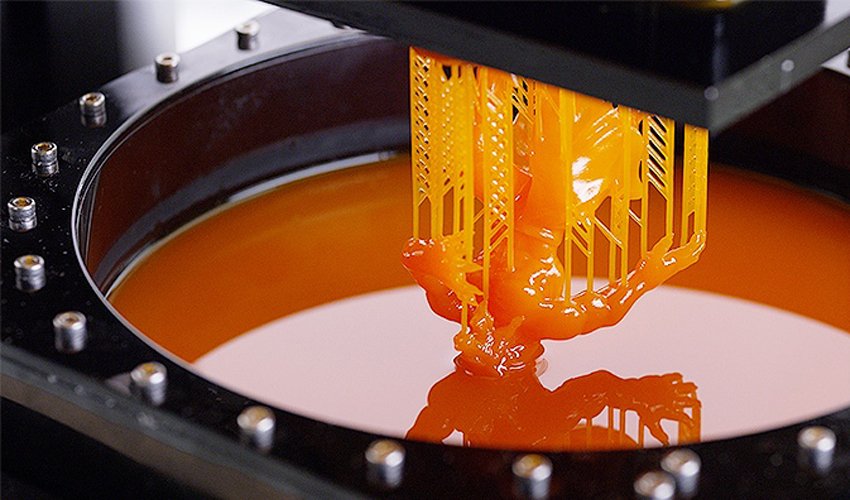
برای داشتن بهترین تنظیمات پرینتر رزینی در قسمت پایه ی محصول، باید زمان مناسبی را برای شکل دهی آن انتخاب کنید. در صفحه ساخت پرینتر سه بعدی مدت زمان شکل دهی و ایجاد چسبندگی پایه محصول نشان داده میشود. اگر تایم درستی انتخاب نشود پایه به درستی شکل دهی نمی شود یا به خوبی پخته نخواهد شد. لذا تایم غلط باعث میشود محصول مورد نظر بر روی پایه ای سست بنا شود که قطعاً محصول بی کیفیتی تحویل مشتری خواهد شد. با توجه به این موضوع که لایه زیرین جنس جامدی دارد باید زمان بیشتری را برای شکل دهی و پخت آن اختصاص دهید. حدوداً ۸ تا ۱۲ برابر زمان نوردهی معمولی برای شکل دهی لایه زیرین بخش (جامد) لازم است.
آیا فیلم FEP در داشتن بهترین تنظیمات پرینتر رزینی موثر است؟
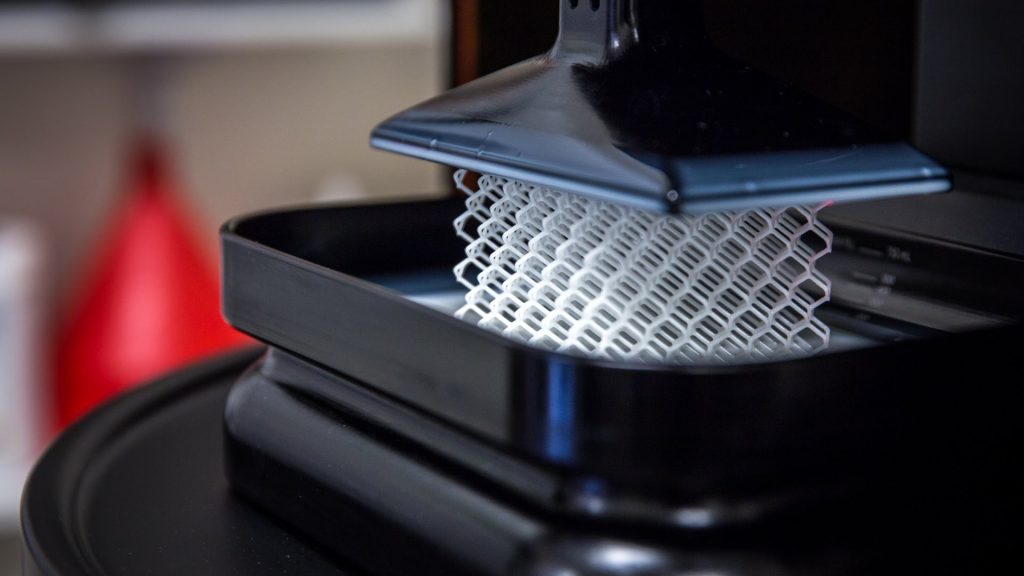
یکی از مواردی که باعث میشود کیفیت محصول در حد ایده آل باشد نوع فیلم FEP است. اگر این فیلم به طور درست تنظیم و در زمان صحیح، تعویض نگردد مشکلاتی برای دستگاه و محصول به وجود می آورد. یکی از مشکلاتی که برای محصول به وجود میآورد این است که جزئیات و قسمتهای مختلف طراحی، چاپ نخواهند شد. همچنین اگر کیفیت صفحه فیلم نامرغوب باشد و سرعت جدا شدن آن از محصول، بالا یا پایین باشد مطمئناً محصول دچار آسیب می شود. استاندارد صفحه فیلم این است که باید سرعت جدا شدن فیلم با زمان چاپ و سرعت بالابر برای جابجایی محصول هماهنگ باشد. پیشنهاد ما برای سرعت بالابر ۶۰ تا ۱۵۰ میلی متر در دقیقه است. پیش فرض دستگاه پرینتر سه بعدی عدد ۶۵ می باشد. این عدد قابل افزایش دادن می باشد اما امکان به وجود آمدن مشکل برای محصول را ایجاد می کند.
چه مقدمات مهمی در مورد بهترین تنظیمات پرینتر رزینی وجود دارد؟
قسمت اول
اینجا کلیک کنید
اهمیت فاصله بلند کردن و خالی کردن ماده رزین
از مهمترین مواردی که نقش مهمی در ایجاد بهترین تنظیمات پرینتر رزینی دارند، فاصله بلند کردن و درون ماده رزین است. در ساختن محصول رزینی، تنها بخش متحرک مربوط به پلتفرم بالا آوردن رزین یا محصول است. این بالا آمدن باید به گونه ای باشد که هیچ آسیبی به محصول وارد نکند. در نرمافزار ChiTuBox فاصله بالابر بر روی ۵ میلیمتر به طور پیش فرض تنظیم شده است. با در نظر گرفتن نوع چاپگر مورد استفاده تان میتوانید محدوده ۵ تا ۱۰ میلی متر را انتخاب کنید. در تنظیمات نرم افزار ChiTuBox قسمتی با عنوان Hollow وجود دارد که از طریق آن می توانید ضخامت و حجم محصول را تعیین کنید. برای محصولات دکوری نیازی نیست از دیوار ضخیم با حجم داخلی سنگین، استفاده کنید. فقط در موارد صنعتی و پرکاربرد، دیواره را ضخیم و حجم داخلی محصول را پُر قرار دهید. در این صورت صرفه جویی اقتصادی زیادی در مصرف رزین انجام دادید. ضخامت بین 1.2 تا 2.00 برای دیوارها مناسب است.
نقش جهت چاپ و ضد آلیاسینگ در تنظیمات پرینتر سه بعدی
از بهترین تنظیمات پرینتر رزینی که باعث می شود محصولات شما بدون انحراف تولید شوند، زوایای درست است. عدد های 2، 4 و 8 در بخش تنظیمات anti-aliasing وجود دارند که هر کدام به نوعی در ایجاد یا از بین بردن زاویه ها تاثیر دارند. تاثیرات این بخش بدین صورت است که عدد ۲ کمترین زاویه ها و عدد ۸ بیشترین تاثیر در ایجاد زوایا را دارند. جهت قرار دادن چاپ، ارتباط مستقیمی با زمان تولید محصول دارد. هرچه این ارتفاع بهتر باشد زمان کمتری برای چاپ آن صرف می شود. تنظیم این زاویه متناسب با هر محصول خواهد بود. به طور مثال یک استوانه در زاویه ۴۵ درجه بسیار سریعتر از زاویه ۹۰ درجه چاپ خواهد شد. بنابراین همیشه با توجه به هندسه ی محصول، زاویه ی چاپ شدن آن را تعیین نمایید.
اهمیت پشتیبانی در تنظیمات چاپگر سه بعدی رزینی
زمانی که یک محصول تولید می شود پایه های پشتیبانی کننده از آن باید بتواند علاوه بر تحمل وزن آن، آسیبی به محصول نزند. در چاپگرهای سه بعدی رزینی امکان انجام این پشتیبانی به صورت های مختلف وجود دارد. معمولاً این حمایت کننده ها به صورت استوانه هایی در قطر کوچک با تعداد زیاد و نوک تیز هستند. برای سفارشی کردن این پایه های حمایت کننده میتوانید از نرم افزار ChiTuBox استفاده کنید.