در این قسمت به معرفی روش های کاهش تلرانس پرینتر سه بعدی میپردازیم.
تشخیص درست عواملی که موجب دقت پایین در هنگام چاپ قطعه میشود فقط یک بُعد از مسئله است. همچنین یافتن راه حلی که به رفع عدم دقت کمک کند بعد دیگر آن است و شناختن آنها بسیار ضروری است. در ادامه به چند مورد از راه حلها اشاره خواهیم کرد.
در بخش اول در مورد تلرانس و تناسب صحبت کردیم
همچنین بخش دوم را نیز به عوامل عدم دقت پرینتر اختصاص دادیم
از جمله روشهای حل خطاهای نرم افزاری که ممکن است به افزایش دقت چاپ شما کمک کند. هنگام برش دادن یک قطعه برای چاپ با حداکثر دقت، به طور کلی باید از سینماتیک آهسته تر (سرعت، شتاب و تکان)، ارتفاع لایه های کوچکتر و خنک کننده قسمت فعال استفاده کنید. برای اکثر چاپگرهای رومیزی سرعت چاپ کمتر از 60 میلیمتر در ثانیه، شتاب کمتر از 3000 میلیمتر در ثانیه و حرکت سریع کمتر از 15 میلیمتر در ثانیه را توصیه میکنیم.
در تنظیمات اسلایسر، برخی از ویژگی های منحصر به فرد نیز وجود دارد که می تواند به بهبود دقت ابعاد کمک کند. مثالهای زیر برای Cura هستند، اما اکثر اسلایسرها ویژگیهای مشابهی دارند. در ادامه این ویژگیها اشاره میکنیم.
دیوارهای بیرونی قبل از دیوارهای داخلی: Outer before inner walls
ابتدا با چاپ دیوارهای بیرونی میتوانید دقت ابعادی را با عدم برخورد با دیوارهای داخلی یا پر کردن، بهبود بخشید. این روش به کاهش تلرانس پرینتر سه بعدی کمک میکند.
Coasting:
این ویژگی باعث میشود که چاپگر در انتهای حرکت اکسترود را متوقف کند. در عوض برای چاپ بقیه رشته برای حرکت به فشار باقیمانده در نازل تکیه کند.
گسترش افقی: Horizontal expansion
این ویژگی تمام ابعاد یک قطعه را با درصد خاصی افزایش یا کاهش میدهد. در حالت ایدهآل، میتواند به تنظیم دقیق ابعاد چاپ کمک کند، اما فقط زمانی مفید است که کل چاپ خیلی کوچک یا خیلی بزرگ باشد. اگر ابعاد کلی چاپ قابل قبول است و فقط سوراخها نیاز به اصلاح دارند، باید از روش دیگری مانند ویژگی “انبساط افقی سوراخ” استفاده شود.این روش به کاهش تلرانس پرینتر سه بعدی تا حدودی کمک میکند.
سپس پس از برش، ویژگی پیشروی خطی در مارلین و برخی سیستمافزار دیگر، جریان فیلامنت را مطابق با حرکات چاپ پیشبینیشده تنظیم میکند. ویژگی پیشروی خطی، تغییرات فشار نازل را که میتواند منجر به اکستروژن ناسازگار شود، پیشبینی میکند و بر این اساس آن را تنظیم میکند. این یک عرض خط ناسازگار را به یک خط یکنواخت تر تبدیل می کند که دقت ابعادی چاپ را بهبود می بخشد.
پیشروی خطی تاثیری مشابه تنظیمات Coasting در اسلایسر شما دارد، اما به طور کلی تنظیم آسانتر است. برای استفاده از این ویژگی، باید آن را در ابتدای فرآیند چاپ فعال کنید. یک مقدار K را برای تنظیم مقداری که چاپگر باید جریان را تنظیم کند، ارائه دهید (این مقدار را می توان به صورت تجربی پیدا کرد). کاهش تلرانس پرینتر سه بعدی کمک میکند.
روشهای حل خطاهای ماشینی نیز در جای خود اهمیت ویژه ای دارند. شاید مهمترین راه برای دستیابی به حداکثر دقت چاپ و حفظ میزان تحمل، تنظیم کردن چاپگر واقعی باشد. یک چاپگر با درجه بندی ضعیف منجر به ایجاد قطعاتی می شود که صاف نبوده، ابعاد مناسبی ندارند و متناسب با یکدیگر نیستند. علاوه بر این، همیشه به یاد داشته باشید که هیچ پرینتر سه بعدی رومیزی درجه یکی وجود ندارد که به طور کامل از ابتدا تنظیم شده باشد حتی اگر از قبل مونتاژ شده باشد. آنها به کالیبراسیون اضافی در طول زمان به عنوان یک عملیات تعمیر و نگهداری معمول نیاز دارند. ماشینهای سطح حرفهای ممکن است تا حدودی این را جبران کنند، اما همچنان از نگهداری و کالیبراسیون منظم بهره میبرند.کاهش تلرانس پرینتر سه بعدی کمک میکند.

اهمیت کالیبراسیون ماشین را نمیتوان دست کم گرفت زیرا کالیبراسیون ضعیف تمام تلاشهای شما را در طراحی و برش برای برآورده کردن تحمل، باطل کند. مهم ترین عناصر برای کالیبره کردن، اکسترودر و مراحل الکترونیکی هستند، و همیشه ضروری است که با یک لایه اول خوب شروع کنید. ممکن است بخواهید از یک مکعب آزمایشی برای بررسی درست بودن همه چیز قبل از شروع آزمایش استفاده کنید.
انتخاب نازل ها و فیلامنت باکیفیت نیز مهم است. زیرا دقت ابعادی قطعه شما به شدت به این فرض بستگی دارد که فیلامنت اکسترود شده در واقع به اندازه عرضی است که باید باشد. انحرافات قابل توجه در قطر فیلامنت یا نازل های ضعیف تراشیده شده تاثیر فوری بر تحمل های احتمالی چاپ شما خواهد داشت.
حتی پس از تمام کالیبراسیون، طراحی مناسب و تنظیمات خاص برش، گاهی اوقات قطعات هنوز از تحمل خارج می شوند. در این صورت، سایر روشهای حل خطاها کنار گذاشته شود آنها باید با پردازش پس از پردازش (Post-Processing ) هماهنگ شوند.
در پذیرش اینکه به پس پردازش شدیدا نیاز است هیچ شکی وجود ندارد. حتی با وجود مراکز ماشینکاری بسیار دقیق CNC که صدها هزار دلار هزینه دارند، گاهی اوقات لازم است که برخی از قطعات را پس از پردازش انجام دهید تا آنها متناسب و مطابق با مشخصات باشند.کاهش تلرانس پرینتر سه بعدی
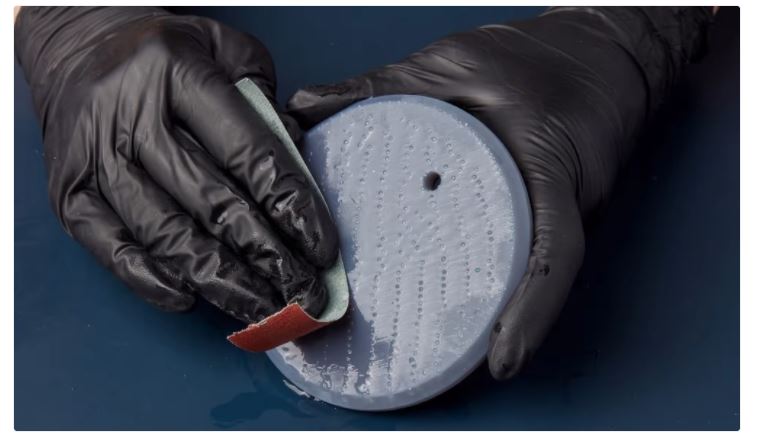
این نکته مهم است که پس پردازش معمولا به روشهای تفریقی اشاره دارد، بنابراین معمولا بیشتر مربوط به قطعاتی است که بزرگتر هستند تا کماندازه. در اینجا چند نکته کلیدی برای پایین آوردن قطعات به ابعاد طراحی شده آورده شده است.
پس از پردازش مربوط به قطعات بزرگتر است.
- برای برداشتن پای فیل، تمامی بقایایی که از مصنوعات چاپی و قطعات را ماسه زده و سوهان بزنید.
- تا زمانی که به ابعاد دلخواه نرسیدهاید، اندازه گیری قطعات را در حین پردازش آنها ادامه دهید.
- هر سوراخ پرینت سه بعدی را دریل یا باز کنید.
- سعی کنید در صورت امکان از پشتیبانی خودداری کنید. سوراخ کردن مجدد بسیار ساده تر از تلاش برای باز کردن تکیه گاه های کوچک با کمک یک انبر است.
با شناختن کامل روشهای حل خطاها در انواع پرینترهای سه بعدی FDM میتوانید اکثر عیبها را برطرف نمایید. باید این نکته را در نظر داشته باشید که در چاپ قطعات، اندازه بودن تمامی ابعاد و هماهنگی آنها با هم اهمیت زیادی دارد. شناخت تلرانس، تناسب و همچنین خطاهایی که در نرم افزار، سخت افزار و غیره به وجود میآید مدت زمان توقف چاپ را به حداقل میرساند.
خب اینم بود از روشهای کاهش تلرانس پرینتر سه بعدی .