چگونه یک پرینت سه بعدی صاف و صیقلی داشته باشیم؟

پرینت سه بعدی صاف یکی از ضروری ترین جنبه های چاپ سه بعدی است، اما این تنها یک نیاز زیبایی شناختی نیست، اغلب اتفاق می افتد که صاف بودن سطح، یک نیاز کاربردی برای کاربران نهایی است.
کاربردهایی که در آنها صاف بودن ممکن است یک نیاز کاربردی باشد شامل قطعات جفت، قطعات متحرک، سطوح تنش/باربر و غیره است.
در زیر لیستی از 3 عامل کلیدی برای اطمینان از صافی قطعات پرینت سه بعدی خود را مشاهده خواهید کرد که توسط مهندسان Xometry، بازار چاپ سه بعدی در اروپا، پیشنهاد شده است.
چاپ سه بعدی صاف: بهترین فناوری ها
به دلیل چاپ لایه به لایه درگیر در چاپ FDM و قطر نازل، FDM همیشه سطح بسیار صافی تولید نمی کند. با این حال، ماشین های مدرن FDM صنعتی قادر به ساخت سطوح بسیار ظریف تر هستند. SLS، MJF و DMLS در نتیجه ماهیت پودری مواد خام مورد استفاده در این فناوری ها، سطح دانه ای تولید می کنند. صرف نظر از فناوری چاپ سه بعدی، با استفاده از عملیات پس از پردازش، همیشه می توان در قطعات چاپی یک سطح صاف به دست آورد.
چندین فناوری پرینت سه بعدی وجود دارد که قادر به تولید قطعات صاف به صورت چاپ شده است که در ادامه بررسی می شوند:
چاپ سه بعدی SLA
چاپ سه بعدی استریولیتوگرافی قطعاتی را با بالاترین دقت و صاف ترین سطح در میان تمام فناوری های چاپ سه بعدی تولید می کند. اگرچه این یک فرآیند لایه به لایه است، اما ماده اولیه معمولاً به شکل رزین است و برای ایجاد سطح صاف جامد می شود.
چاپ سه بعدی پلی جت
مانند SLA، پلی جت فوتوپلیمرها را چاپ می کند. اکثر قطعات پلی جت از نظر ظاهری آماده استفاده هستند. دلیل اصلی این صافی ترکیب چاپ لایه فوق العاده نازک و رزین مرغوب است.
کربن DLS
کربن DLS از مواد رزین مانند پلی اورتان استفاده می کند. روکش سطحی قطعه سه بعدی تولید شده با این روش مانند شیشه صاف است. این فرآیند قطعات بی عیب و نقصی را تولید می کند که می تواند جایگزین نمونه های اولیه MJF یا SLS شود. Carbon DLS علاوه بر پرداخت سطحی با کیفیت بالا، جزئیات خارجی و داخلی را به خوبی تولید می کند.
پرینت سه بعدی صاف: بهترین مواد
ملاحظات مواد برای صاف بودن معمولاً با در نظر گرفتن فرآیند چاپ همراه است، زیرا در بیشتر موارد، این فرآیند عامل بسیار مهم تری است. ترموپلاستیک ها، رزین های ترموست، فوتوپلیمرها و پلی اورتان معمولاً مواد پرینت سه بعدی سطح صاف هستند.
اما مهم است که نه تنها صاف و صیقلی بودن، بلکه استحکام، مقاومت در برابر حرارت و دقت را برای بهترین انتخاب در نظر بگیرید.
چاپ سه بعدی صاف: عملیات پرداخت
پس پردازش یا همان پولیش، موثرترین راه برای تضمین سطح صاف در پرینت سه بعدی است. در بیشتر موارد، می توان از پس پردازش برای دستیابی به این نتیجه استفاده کرد، حتی اگر فناوری یا مواد آنقدر کارآمد نباشند.
مهم است که هندسه و متریال چاپ سه بعدی خود را برای انتخاب روش پس از پردازش مناسب در نظر بگیریم، زیرا بافت ها و ظاهر متفاوتی را ارائه می دهد.
BEAD BLASTING
تکنیک پرتاب گوی شامل اسپری کردن یک جریان تحت فشار از دانه های ریز از محیط (پلاستیک یا شیشه) از یک نازل بر روی سطح قطعه است. این خطوط لایه ها را از بین می برد و یک روکش صاف ایجاد می کند. علاوه بر این، محصول نهایی شبیه یک روکش مات یکنواخت است. یکی از مزایای بلاست مهره نسبت به سمباده زدن سرعت است. این فرآیند برای یک قسمت حدود 5 تا 10 دقیقه طول می کشد. با این حال، مدت زمان به اندازه قطعه بستگی دارد. یکی دیگر از مزایای بلاست مهره، حفظ ابعاد قطعه است.

مقایسه قطعات MJF نایلون PA12: به صورت چاپ شده (چپ) در مقابل مهره بلاست شده (راست)
VAPOUR SMOOTHING – صیقلی کردن با بخار
دستگاه صاف کننده بخار صنعتی از طریق یک فرآیند چند مرحله ای عمل می کند. فشار داخل محفظه های مهر و موم شده حاوی قطعات پرینت سه بعدی را کاهش می دهد. سپس یک سینی گرم شده در پایین، حلال پمپ شده را دریافت می کند و آن را به بخار تبدیل می کند.
یک سیستم گردش هوا بخار حاصل را می کشد و آن را در اطراف سطح قطعه به گردش در می آورد و باعث تراکم در سطح می شود. این کار سطح قسمت چاپ شده را ذوب می کند و سطحی صاف باقی می گذارد. این فرآیند حدود سه ساعت طول می کشد.
صاف کردن بخار معمولاً در محصولات مصرفی اعمال می شود، اما نمی تواند مواد بیشتری مانند سنباده زدن یا انفجار دانه را در خود جای دهد.

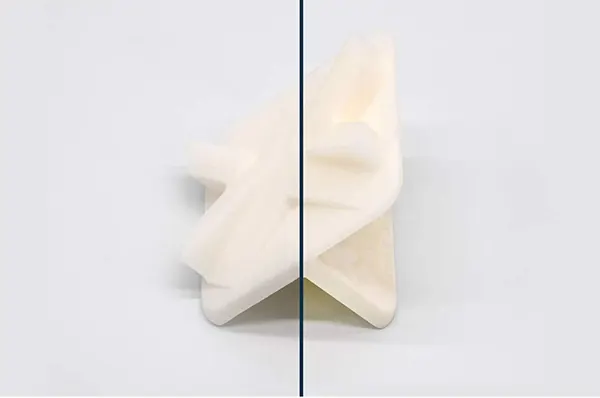
مقایسه قطعات MJF نایلون PA12: به صورت چاپ شده (سمت چپ) در مقابل اسپری مشکی رنگ شده و ذوب شده با بخار (راست)
TUMBLE FINISHING
تکنیک TUMBLE FINISHING که به عنوان محفظه غلتان نیز شناخته می شود، معمولاً در قطعات نسبتاً کوچک استفاده می شود. برای قطعاتی که حاوی درصد بالایی پودر فلز هستند بسیار موثر است.
تنها در یک ساعت پولیش، صافی چاپ های متالیک را می توان به طور تصاعدی افزایش داد. در فرآیند غلت زدن از یک بشکه افقی پر از قطعات، ساچمه یا سنگ، آب یا هر ماده دیگری استفاده می شود. یک ویبراتور بشکه را میچرخاند و باعث میشود که ساچمهها به طور مداوم قطعات را برس بکشند و به تدریج آنها را صاف کنند.
مقایسه قطعات SLS نایلون PA11: به صورت چاپ شده (سمت چپ) در مقابل پرشده (راست)
سنباده کاری و پرداخت قطعات پرینت سه بعدی
سنباده کاری فرآیند برداشتن تدریجی یک لایه بسیار نازک از مواد برای نمایاندن لایه صاف تر زیر آن است. یک سطح ناهموار، به زبان ساده، به این معنی است که برخی از نقاط روی سطح نسبت به سایرین مرتفع تر هستند. سنباده کاری فرآیند صاف کردن سطح با استفاده از مواد نسبتاً خشن مانند سنباده یا آسیاب است.
می توان این کار را با دست یا با استفاده از سنباده های تسمه ای انجام داد و به صورت تدریجی انجام می شود. سنباده زدن اغلب با پولیش همراه است.
یکی از معایب استفاده از سمباده، مشکل در صاف کردن هندسه های کوچک و پیچیده است. همچنین، سنباده زدن، ممکن است بر ابعاد یک قطعه تأثیر بگذارد. هنگامی که تلرانس های بسیار دقیقی از قطعات سه بعدی مورد نیاز است، سنباده زدن ممکن است بهترین گزینه نباشد.
مقایسه گزینه های پرداخت، برای ایجاد سطحی صاف در چاپ سه بعدی:
|
نوع پرداخت |
تکنولوژی مناسب پرینت سه بعدی |
مزایا |
معایب |
|
Bead Blasting |
SLS, MJF |
حفظ ابعاد قطعه |
– نیاز به استفاده از مواد اضافی |
|
Vapour Smoothing |
MJF, SLS |
سطح براق |
– عدم تطبیق پذیری |
|
Tumble Finishing |
DMLS, SLS, MJF |
مناسب قطعات کوچک |
– محدودیت های اندازه برای قطعات بزرگ – زمان بر |
|
Sanding and polishing |
FDM, DMLS |
– مناسب سطوح ناهموار |
– تاثیر بر ابعاد قطعه – برای قطعات با تلرانس بالا مناسب نیست – برای قطعات با هندسه پیچیده مناسب نیست |
مجموعه KING3D