فیلامنت ABS در پرینتر سه بعدی
فیلامنت ABS در پرینتر سه بعدی
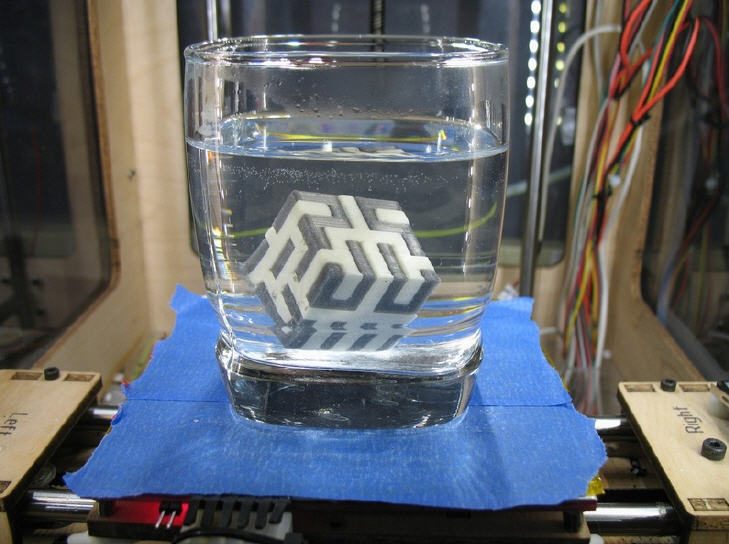
فیلامنت ABS در پرینتر سه بعدی احتمالاً محبوب ترین ترمو پلاستیک برای قالب گیری تزریقی است ، بنابراین همه جا آن را پیدا می کنید! سیستم های لوله کشی ، آلات موسیقی ، لوازم خانگی ، درپوش...