خانه
خدمات ما
پرینت سه بعدی
طراحی سه بعدی
اسکن سه بعدی
قیمت
تماس با ما
مقالات
مبانی 3D پرینت
نکات پرینت سه بعدی
انواع تکنولوژی های پرینت سه بعدی
انواع فیلامنت های پرینتر سه بعدی
دلیل و راه حل مشکل چاپ
نرم افزار طراحی
اسلایسر
طراحی
پرینترھای سه بعدی رزینی
ساخت و تولید
0936 453 5759
تماس با ما
خانه
خدمات ما
پرینت سه بعدی
طراحی سه بعدی
اسکن سه بعدی
قیمت
تماس با ما
مقالات
مبانی 3D پرینت
نکات پرینت سه بعدی
انواع تکنولوژی های پرینت سه بعدی
انواع فیلامنت های پرینتر سه بعدی
دلیل و راه حل مشکل چاپ
نرم افزار طراحی
اسلایسر
طراحی
پرینترھای سه بعدی رزینی
ساخت و تولید
0936 453 5759
تماس با ما
خانه
خدمات ما
پرینت سه بعدی
طراحی سه بعدی
اسکن سه بعدی
قیمت
تماس با ما
مقالات
مبانی 3D پرینت
نکات پرینت سه بعدی
انواع تکنولوژی های پرینت سه بعدی
انواع فیلامنت های پرینتر سه بعدی
دلیل و راه حل مشکل چاپ
نرم افزار طراحی
اسلایسر
طراحی
پرینترھای سه بعدی رزینی
ساخت و تولید
KING3D
خانه
خدمات ما
پرینت سه بعدی
طراحی سه بعدی
اسکن سه بعدی
قیمت
تماس با ما
مقالات
مبانی 3D پرینت
نکات پرینت سه بعدی
انواع تکنولوژی های پرینت سه بعدی
انواع فیلامنت های پرینتر سه بعدی
دلیل و راه حل مشکل چاپ
نرم افزار طراحی
اسلایسر
طراحی
پرینترھای سه بعدی رزینی
ساخت و تولید
مزایای استفاده از پرینت سه بعدی SLSبرچسب
خانه
نوشته های برچسب خورده با "مزایای استفاده از پرینت سه بعدی SLS"
برچسب:
مزایای استفاده از پرینت سه بعدی SLS
انواع تکنولوژی های پرینت سه بعدی
2 آوریل 2021
توسط
پیمان سرحانی
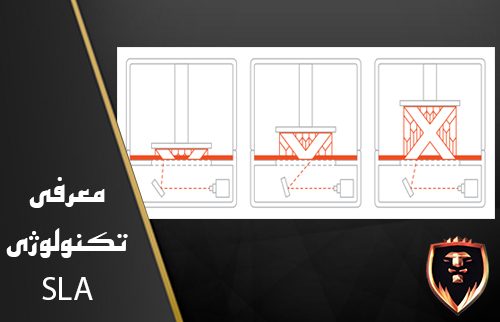
پرینتر سه بعدی SLA چیست ؟ و چگونه کار میکند
معرفی روش ساخت Stereolithography (SLA) معرفی تمام تکنولوژیهای ساخت...
انواع تکنولوژی های پرینت سه بعدی
17 مارس 2021
توسط
پیمان سرحانی
معرفی پرینتر سه بعدی SLS
SLS معرفی تکنولوژی پرینت سه بعدی پرینتر سه بعدی SLS با تاباندن اشعۀ لیزر و ذوب و جامد کردن لایهلایه مادۀ پودری، قطعه نهایی را میسازد بخش اول پرینترهای سه بعدی SLS اولین تکنیک تولید...