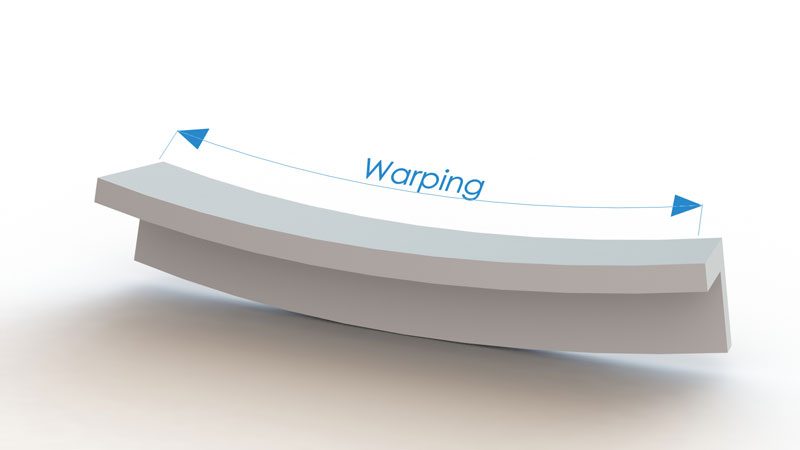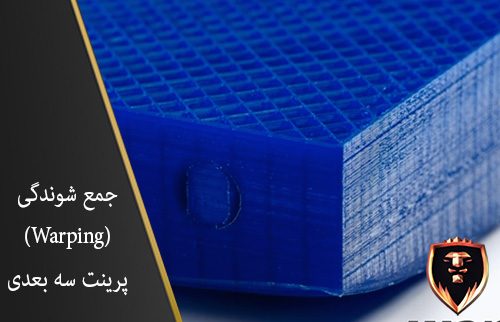
جمع شوندگی(Warping) پرینت سه بعدی
جمع شوندگی (Warping) پرینت سه بعدی
در مقاله های گذشته به صورت جسته و گریخته به مشکل تاب خوردگی اشاره کرده بودیم ، به دلیل شایع بودن این مشکل تصمیم بر این موضوع گرفتیم تا یک مقاله به صورت اختصاصی برای این مورد بنویسیم .جمع شوندگی (Warping) پرینت سه بعدیاگر از پرینتر سه بعدی استفاده کرده اید...