تفاوت نرم افزار fusion360 با inventor
تفاوت این دو نرم افزار
CAD دنیای بسیار گستردهای دارد که نرم افزار fusion 360 نمونهای از آن است. نرم افزار CAD شامل طیف وسیعی از برنامههای کاربردی است که در بخشهای مختلف صنعتی قابل استفاده است. برخی از مهمترین ترین کاربردهای آن شامل طراحی محصول، معماری و بازیهای رسانهای است. اما حوزه برنامههای CAD وسیعتر است و در بخشهایی نظیر صنعت دندانپزشکی، طراحی و ساخت جواهرات و انواع شکلاتهای پرینت سه بعدی مورد استفاده قرار میگیرد. در بین تمامی برنامههای حوزه CAD دو نرم افزار inventor و fusion از محبوبیت بیشتری برخوردار است.تفاوت نرم افزار fusion360 با inventor
آشنایی با نرم افزار inventor
Autodesk inventor برای اولین بار در سال 1999 عرضه و به بزرگترین رقیب برای SolidWorks تبدیل شد. این نرم افزار، ابزارهای قدرتمندی نظیر پارامتریک، فرم آزاد و مدلسازی مستقیم دارد. از مراحل اولیه پیش نویسها گرفته تا شبیه سازی، تست استرس، طراحی مکانیکی، شبیه سازی، تجسم و مستند سازی را به خوبی انجام میدهد. به طور کلی نرم افزاری قابل اعتماد و سازگار است و حرفهای ترین شرکتها در طراحی محصولات خود از آن استفاده میکنند.تفاوت نرم افزار fusion360 با inventor
آشنایی با نرم افزار fusion 360
نرم افزار fusion 360 مانند یک حریف قدر برای اولین بار در سال 2013 وارد عرصه رقابت شد. اصلیترین ویژگی این نرم افزار که موجب فروش بیشتر آن شد، قابلیت ذخیره سازی تمامی فایلهای طراحی شده به صورت اختصاصی در فضای ابری است. تشابه آن با inventor در برخی قابلیتها نظیر مدلسازی پارامتریک، فرم آزاد و مستقیم است که در اکثر طراحیهای مشابه قابل استفاده است. Autodesk Fusion 360 به عنوان یکی از پلتفرمهای CAD کاربردیتر است. به کمک آن میتوانید طراحیهای مدلسازی سه بعدی قدرتمند انجام دهید و همچنین عملکرد CAM را دارا است.
در این مقاله ما قصد داریم که به دو نرم افزار fusion 360 و inventor نگاهی دقیقتر بیندازیم و جنبههای اصلی مثل عملکرد، جزئیات مهم و دیگر الزامات آنها را مورد بررسی قرار دهیم.تفاوت نرم افزار fusion360 با inventor
بررسی امکانات دو نرم افزار fusion 360 و inventor
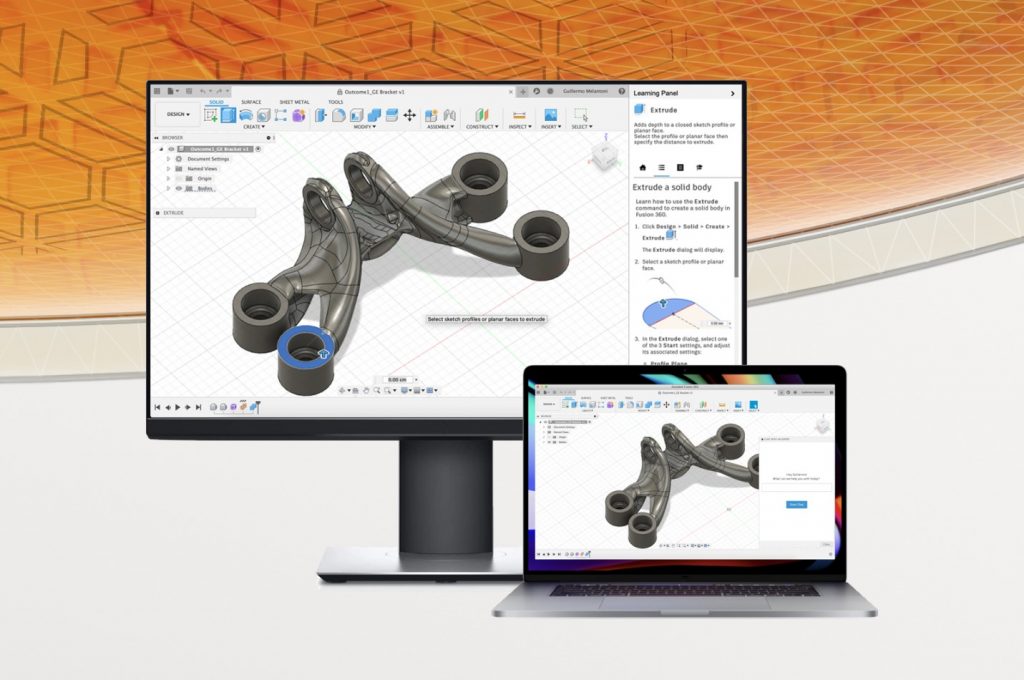
یکی از بهترین گزینههای طراحی برای افراد مبتدی نرم افزار fusion 360 است. تم رنگ روشنتر و فضای بیشتری بین عناصر دارد. ابزارها را به خوبی سازماندهی میکند و برای مدلسازی جامد، ابزارهای مونتاژ، ابزارهای سطحی، ابزارهای چاپ سه بعدی و غیره مناسب است.
امکانات نرم افزار fusion 360
برخی از امکانات نرم افزار fusion 360 شامل موارد زیر است.
Data Panel: این امکان را به کاربر میدهد که پروژههای مختلف را طراحی و در پوشهها دسته بندی کرده و در دسترس قرار دهد. نرم افزار fusion 360 راهی برای همکاری آنلاین با دیگر کاربران ایجاد کرده که موجب برقراری ارتباط بین آنها میشود.
مرورگر ( Browser ): لیستی از همه اجسام طراحی شده کاربر ( مثل هواپیما، قطعات و سایر طرحها ) که باز است تهیه میکند. کاربر با کلیک بر روی نماد چشم به آنها دسترسی پیدا کرده و هر کدام را که بخواهد پنهان کرده یا ظاهر میسازد. مرورگر موجب سازماندهی مفید طرحها میشود.
نوار ابزار: به کاربر اجازه میدهد فضای مورد نیاز کار خود نظیر طراحی، رندر و انیمیشن را انتخاب کند. همچنین برگههای باز شده را دسته بندی و سفارش سازی کند.
Application Bar : با وجود گزینههایی نظیر ذخیره و انتقال فایلهای طراحی شده و ایجاد فایل جدید به پنل دادهها دسترسی را آسانتر میکند. همچنین دو دکمه Undo و Redo برگههای باز طراحی را نشان میدهد.
Canvas : فایلهای باز را نشان داده و با راست کلیک منویی باز میشود که شامل کلیدهای کاربردی برای تغییر در طراحی و کلیدهای دیگری مثل حذف، انتقال، کپی، لغو را دارا میباشد.
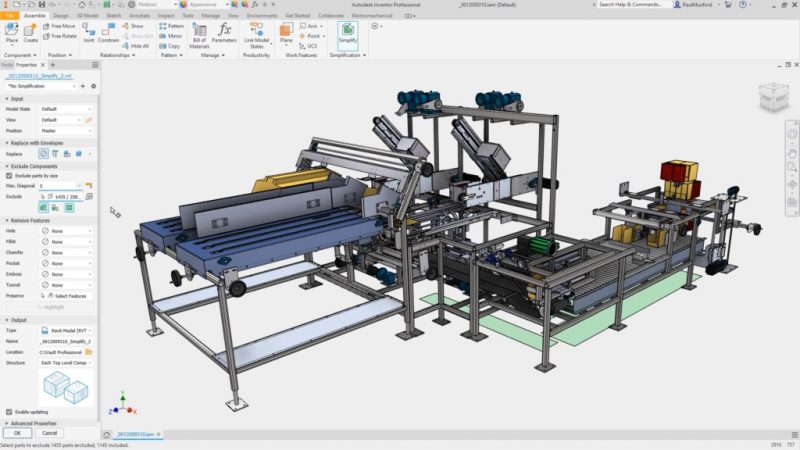
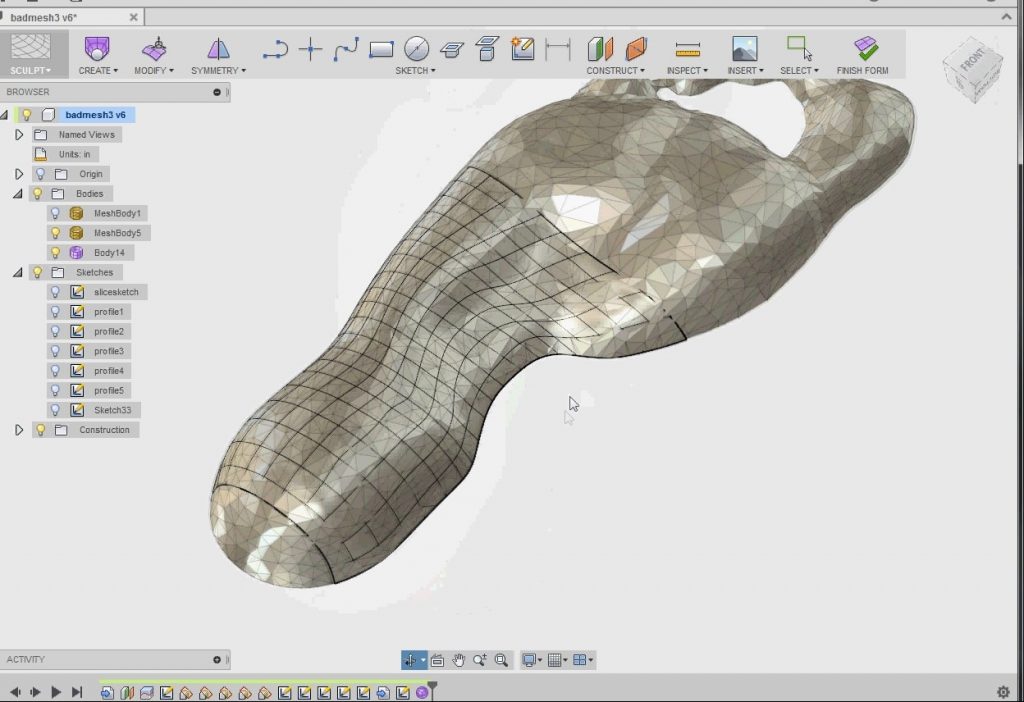
با نرم افزار inventor میتوان قطعات پیچیده را طراحی کرد
ViewCube : قابلیت مشترک در دو نرم افزار fusion 360 به کاربر اجازه میدهد جهت مناسبی را انتخاب کند تا طرح سه بعدی را مشاهده کند.تفاوت نرم افزار fusion360 با inventor
Timeline : عملیاتی که بر روی طراحی اعمال شده را مشاهده و با راست کلیک بر روی هر عملیات میتوانید ویرایش انجام دهید.
امکانات نرم افزار inventor
این نرم افزار برای طراحی مدلهای پیچیدهتر مناسب است. در آخرین نسخه به روز رسانی شده، سه پیش تنظیم گرافیکی اضافه شده که برای مشاهده بهتر مدلها مناسب است. کادر جستجویی برای یافتن راحتتر دستورات دارد. همچنین در روی نوار، دکمههای دستوری دیده میشود. دارای مرورگر داخلی برای دسترسی به اسناد باز است و گزینهای برای مشاهده یا پنهان کردن دارد.
نوار ابزار دسترسی سریع: شامل دکمههایی برای ذخیره، انتقال، لغو و Redo است.
File Menu : در منوی اصلی ابزارهایی وجود دارد نظیر ابزارهای مدلسازی، طراحی، همچنین مدیریت دادهها و گزینه های نمایش مشاهده میشود. در زیر آن نوار ابزاری وجود دارد که ابزارها و عملکردهای مختلف نرم افزار قرار گرفته است. مدلسازی سه بعدی، ترسیم دو بعدی قطعات، بررسی ابعاد، سایر ابزارهای مربوط به طرحها و غیره از جمله این موارد است. این منو قابل تنظیم به سلیقه کاربر خواهد بود.
Browser : این قسمت از برنامه نیز مانند نرم افزار fusion 360 ، فایلهای طراحیها را به همراه تاریخچه و ابزارهایی که استفاده شده و همچنین دستورات اعمال شده را نشان میدهد.
Workspace : طرحی که تازه باز شده و قابل مشاهده است، میتوانید تغییرات لازم را اعمال کنید.
ViewCube: این قابلیت که در نرم افزار fusion 360 نیز وجود دارد، به کاربر اجازه انتخاب جهت خاص، برای مشاهده طراحی سه بعدی را میدهد. کاربر میتواند با کلیک بر روی گوشهها از نماهای مختلف، طراحی را مشاهده کند.
Appearance Tab : به طرح، ویژگیهایی همچون بزرگنمایی، چرخش و حرکت میدهد.
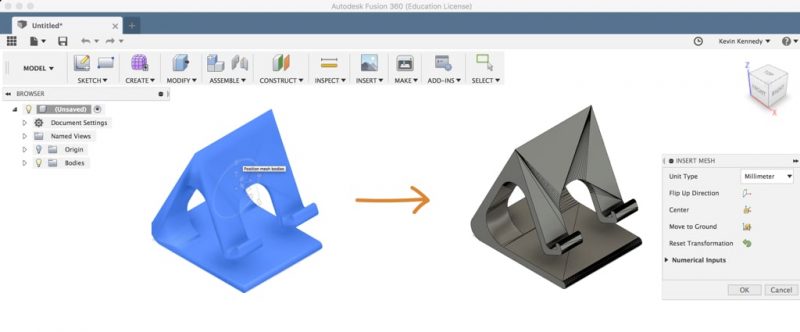
نرم افزار fusion 360 برای افراد مبتدی نیز مناسب است
ویژگیهای نرم افزار fusion 360
” یک محصول با امکانات نامحدود” شعاری است که نرم افزار fusion 360 بر طبق آن پیش میرود. پلتفرم فیوژن، پکیج کاملی از ویژگیهای طراحی و ساخت قطعات را به کاربران ارائه میدهد. در ادامه به تعدادی از این ویژگیها اشاره میکنیم.
CAD به CAM
نرم افزار fusion 360 محصولات طراحی و تولید شده را پشتیبانی میکند و این برای سازندگان و مشاغل مختلف سودمند خواهد بود. این برنامه روند کامل تولید را به صورت یک پکیج کامل ارائه داده که در وقت صرفه جویی میکند. همچنین مانع از تجمع طرحها در فایلهای مختلف میشود. موارد دیگر افزونههای مختلفی مثل ماشینکاری، که ویژگیهای پیشرفتهتر مثل اتوماسیون فرایند، بهینه سازی مسیر ابزار و غیره را ارائه میدهد.
فضای ذخیره ابری
قابلیت فضای ذخیره ابری در نرم افزار fusion 360 به کاربر این توانایی را میدهد که به کار خود با هر وسیله دیگری مثل تلفن همراه و غیره دسترسی داشته باشد و استفاده در حالت آفلاین از مزیتهای آن است.
طراحی مولد
در نرم افزار fusion 360 برای بهینه سازی در طراحی مثل کاهش سایز و مصرف مواد از طراحی مولد استفاده میشود.
ویژگیهای نرم افزار inventor
استفاده از این نرم افزار مفید است زیرا حرفهایها میتوانند محصولات را طراحی، شبیه سازی و مستند کنند. برخی از ویژگیهای آن شامل موارد زیر میشود.
مدیریت داده
از قابلیتهای مهم این برنامه بر خلاف نرم افزار fusion 360 ، توانایی در ذخیره سازی هر نوع فایلی با هر فرمتی از جمله ،فایلهای طراحی، CAD و حتی مایکروسافت ورد است. در نتیجه کاربر به همه فایلها به صورت یکجا دسترسی دارد.
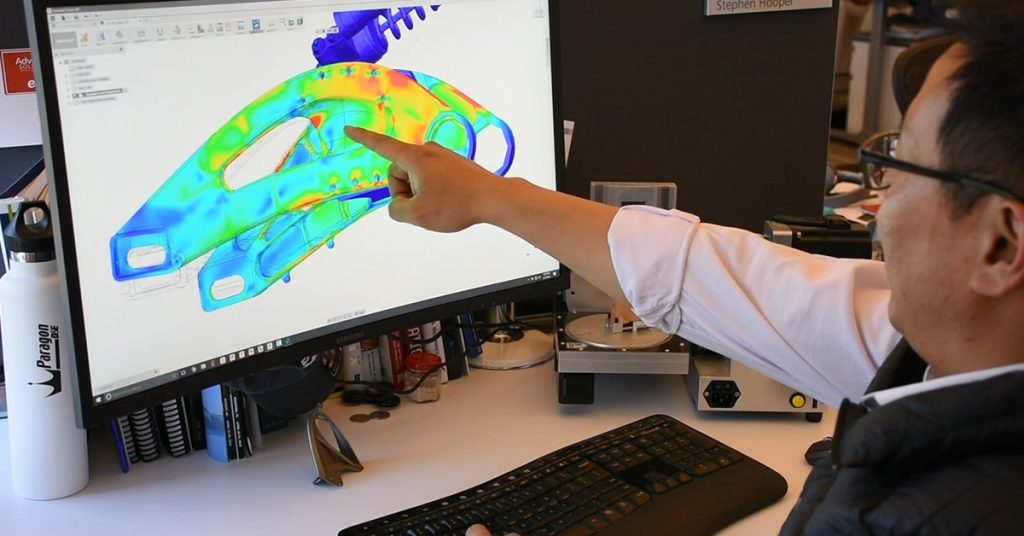
شبیه سازی
در این برنامه بر خلاف نرم افزار fusion 360 به کمک شبیه سازی میتوان محاسبه کرد که قطعات طراحی شده در دنیای واقعی چقدر خوب عمل میکند.تفاوت نرم افزار fusion360 با inventor
اتوماسیون طراحی
در این نرم افزار کاربران قادرند طرحها را خودکار کنند. iLogic مجوز برای مجموعه قوانین اعمال شده میدهد تا به صورت خودکار در بیایند.تفاوت نرم افزار fusion360 با inventor





























{kind=link}
{kind=link}