
تاریخچه لیتوفان از خلق اولین لیتوفین تا یک اثر منحصر به فرد
تاریخچه لیتوفان در طی 2 قرن
اولین سوال میلیون دلاری !!!
لیتوفان چیست ؟
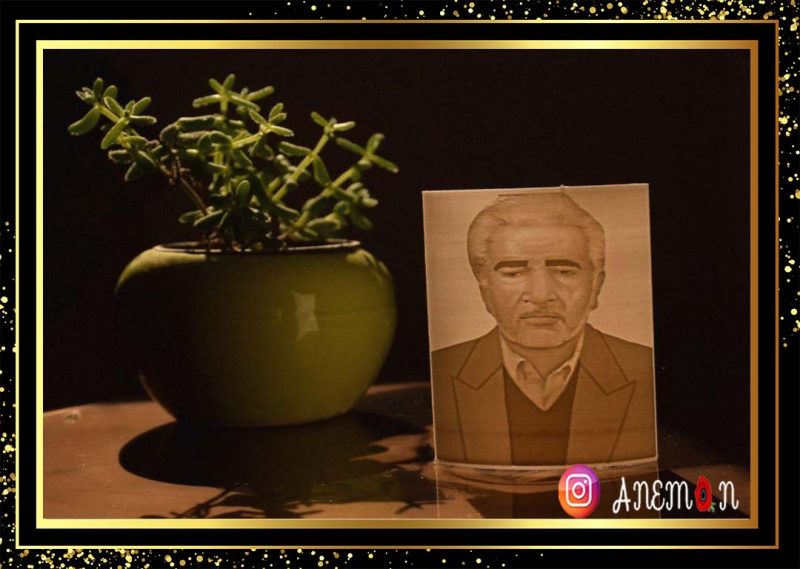
لیتوفان و یا لیتوفین روشی است که میتوانید به اثار هنری، عکس های خودتان، یک منظره، عکس های روزهای خوش جان تازه ببخشید.زمانی که نور به پشت لیتوفان چاپ شده شما بتابد، شکل شما نمایان میشود. نحوه کارکرد لیتوفان را به طور کامل شرح میدهیم . در پایان این مقاله و قسمت بعد شما ساخت یک لیتوفان را به عنوان مرکز خدمات پرینت سه بعدی، یا چاپ کارهای شخصی فرا میگیرید.
کلمه “لیتوفان” از یونانی “litho” گرفته شده است که از “lithos” به معنی سنگ یا سنگ است و ” فاینین “به معنای” باعث ظهور “یا” باعث ظهور ناگهانی “.
از این معنا برای لیتوفان “نور در سنگ” یا “ظاهر شدن در سنگ” بدست آمده است زیرا تصویر سه بعدی هنگام روشن شدن با منبع نور پشتی ناگهان ظاهر می شود.

تاریخچه لیتوفان به سالهای خیلی قبل برمی گیرد
این فرم هنری منحصربهفرد به سلسله دودمان تانگ چین در قرن هفتم رسیده است.
مورخان بر این اعتقاد دارند که این هنر که به اچینگ یا حکاکی تصویر به روی یک تکه پرسلن ساخته میشود در سالهال 1827 توسط شخص هنرمندی به Baron Paul de Bourgoing یک دیپیمات فرانسوی اولین لیتوفان ساخته شد. با اختراع فرآیند “email ombrant” (تزئین سفال) لیتوفان ها
سلسله مینگ قرن شانزدهم، با تصاویر کاغذی نازک – چیزی شبیه به صفحه نمایشهای کوچک با مناظر در زیر یا روی آنها ساخته شده است. همچنین گفته میشود که در چین محصولاتی با طرحهای دقیق، حک شده و قالبی تولید شده است. تاریخچه لیتوفان

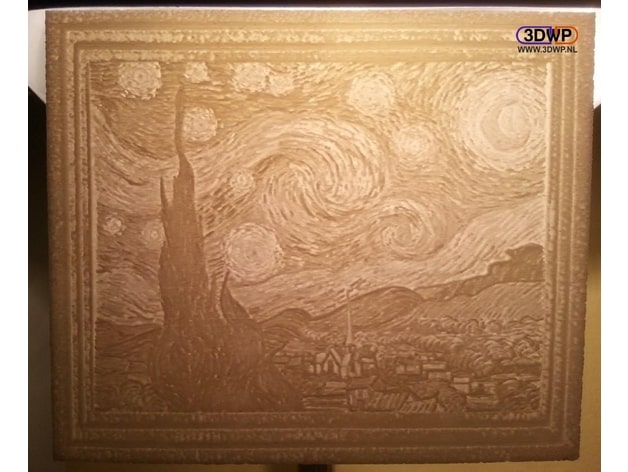
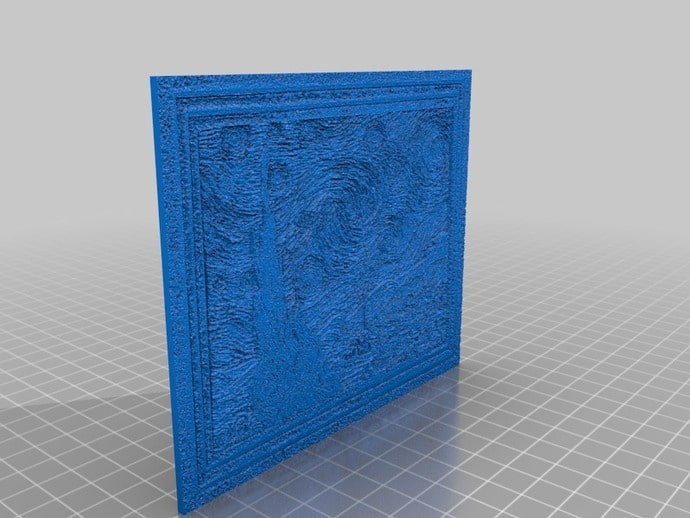
Ben Malouf با استفاده از چاپ سه بعدی لیتوفان، به بازآفرینی نقاشیهای کلاسیکی مانند ” شب پرستاره ونگوگ” پرداخت برای این کار، از چاپگرهای سه بعدی LulzBot استفاده کردم.
شبِ پُرستاره (به هلندی: De sterrennacht) یک نقاشی رنگ روغن است که توسط نقاش و طراح معروف سمبولیسم هلندی، ونسان ون گوگ، در سال ۱۸۸۹ خلق شدهاست. این اثر نهتنها یکی از شاهکارهای ون گوگ است، بلکه بهعنوان یکی از نمادهای هنر نوگرای اروپا نیز بهشمار میآید.
این لیتوفانها، فوقالعاده زیبا، ضخیم و عمیق هستند برخلاف آنچه که قبلا وجود داشته است. این طرحها بر ایده هنر سنتی ایجاد لیتوفانها تأکید میکند، اما چندین مرحله برای ایجاد تصاویر نوری به وجود میآورد. تاریخچه لیتوفان
ون گوگ این اثر را در بیمارستانی روانی در سن-رمی-دو-پروانس در جنوب فرانسه که در آن بستری بود و یک سال قبل از مرگ خود کشید. این اثر هماکنون در موزه هنر مدرن در نیویورک نگهداری میشود. تاریخچه لیتوفان
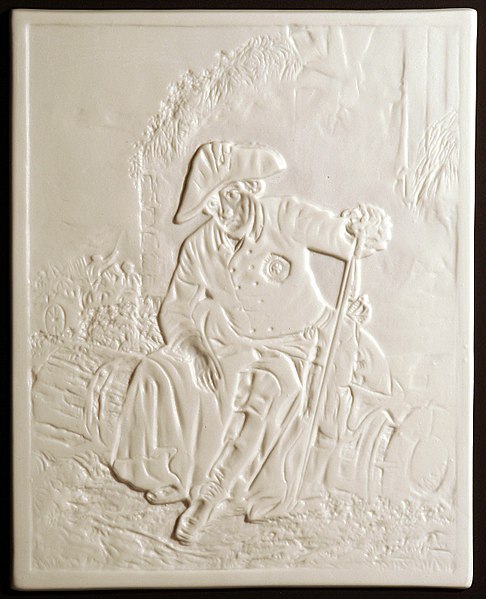
لیتوفان ها توسط صنعتگران متخصص اروپایی ساخته می شوند که از ابتدا به عنوان تصویری حک شده با موم گرم روی یک صفحه شیشه ای ساخته شده اند. سپس این نور پس زمینه و تراشیده شد. گاهی میز کنده کاری نزدیک پنجره بود و زیر میز آینه داشت تا نور ثابت برای کنده کاری تأمین شود. یک مدل ساز تصویر را روی یک صفحه موم تخت حکاکی شده و نقش برجسته کپی می کند. جایی که موم نازک تراشیده می شود ، بیشتر می درخشد. البته در جایی که ضخیم ترین موم تراشیده شده بود ، نور کمتری تابیده می شد.
الب گچ گچ از موم ریخته شد. گاهی اوقات برای تولید قالبهای متعدد از فلز ریخته می شد. گچ ها از قالب خارج شده و سپس تا حدود 2300 درجه فارنهایت شلیک شدند. ظروف چینی شامل حدود 66٪ کائولن ، 30٪ فلدسپات و 4٪ سنگ صابون است. معلوم شد که تا حدود 60٪ از ظروف ظروف کوره می شوند یا ترک می خورند و باعث بی فایده شدن آنها می شود. لیتوفان های تکمیل شده ضخامت چیزی در حدود یک شانزدهم اینچ تا ضخامت تقریباً یک چهارم اینچ (1.5 تا 6 میلی متر) دارند. ، ایتالیا ، نروژ ، پرتغال ، روسیه ، سوئد و ولز در قرن نوزدهم. لیتوفان ها توسط صدها هزار توسط شرکت هایی مانند Wedgwood در انگلیس ، پرسلن Meissen در Dresden و در وسط هجده صدها ساخته شد. Belleek در ایرلند. لیتوفان در آن زمان در ایالات متحده نیز تولید شد ، اما تقریباً به اندازه اروپا نبود. موضوعات محبوب لیتوفان ها مضامین مذهبی ، پرتره ، صحنه های ژانر ، ایده های ادبیات مانند داستان هایی از کتاب مقدس و شاهکارها بود. برخی از لیتوفانها حتی وقایعی مانند افتتاح برج ایفل را در سال 1889 گرامی داشتند.
ساموئل كولت 1855 لیتوفان
لیتوفانها با قالبهای مختلف از پلاكها به پنجره ها تا سپرهای شمع آویزان می شدند. آنها همچنین در صفحه های شومینه ، چراغ های شب ، گرم کننده های چای و جعبه های کبریت بودند. بسیاری از آنها تکه های ته آبجو ، لیوان و فنجان بودند. برخی از آنها زیور آلات یادگاری از تصاویر اروتیکا بودند. آنها حتی در فانوس ها و لامپ ها بودند. لیتوفان های مینیاتوری نادر قطعاتی از وسایل خانه عروسکی هستند. تاریخچه لیتوفان
با توجه به هنری بارنارد ، اولین زندگینامه نویس ساموئل کلت ، کلت سفارش داد و آن را در خانه جدید خود نصب کرد ( “Armsmear “) در هارتفورد ، کنتیکت ده ها لیتوفان که او در سالهای 1855 و 1856 در برلین خریداری کرد. کلت احتمالاً این ایده را از نمایشگاه بزرگ (کاخ بلورین) 1851 در لندن یا نمایشگاه بزرگ نیویورک در سال 1853 یا در یک بازدید پروس در سال 1854. مناظر و عکسهای زیبا برای اتاقهای عمومی و خصوصی همسر کلت بود. شیشه های الهام بخش مخصوص پنجره های اتاق خواب طبقه بالای کلت بود. لیتوفانها با ذاتی طنز در پنجره های اتاق بیلیارد کلت در خانه جدید او قرار گرفتند. یکی از موارد جالب توجه نبرد ترافالگار بود. دیگران از قلعه Stolzenfels واقع در رودخانه راین و نمایی از Koblenz بودند. بارنارد لیتوفان ها را به عنوان “یک گالری هنری واقعی” توصیف کرد. عکسی از Armsmear که بین سالهای 1857 و 1861 گرفته شده استWikipedia site:abadgar-q.com

این فرآیند در قرن نوزدهم بسیار وقتگیر و گران بود. تقریبا پس از ۲۰۰ سال و به لطف چاپ سه بعدی، به پرینت سه بعدی لیتوفان پرداخته شد. این روند در حال حاضر فوقالعاده و مقرون به صرفه و بسیار آسان است.
با پیشرفت چشم افزون تکنولوژی و افق قیمت ها به مرور زمان داشتن یک لیتوفان خاص در خانه هر کسی دیگه یک رویا نیست، چیزی که شاهدش هستیم، خلاقیت های به کار رفته از جمله طراحی های جذاب و شیک به عنوان پایه نگهدارند، بعضا شاهد طراحی یک باکس متشکل از 4 عکس لیتوفان و نورهای که توسط قطعات الکترونیکی تعیبه شده اند. خلاقیت برای لیتوفان انتها ندارد….
تفاوت های بین لیتوفانی که پرینتر سه بعدی تولید میکند با لیتوفان های سنتی که از معمولا از جنس پرسلن(لمینیت سرامیکی) یا سنگ های نازک بودند وجود دارد.
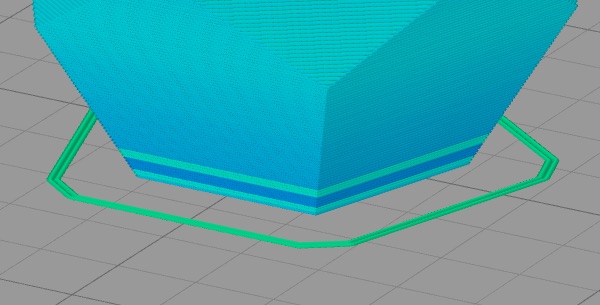
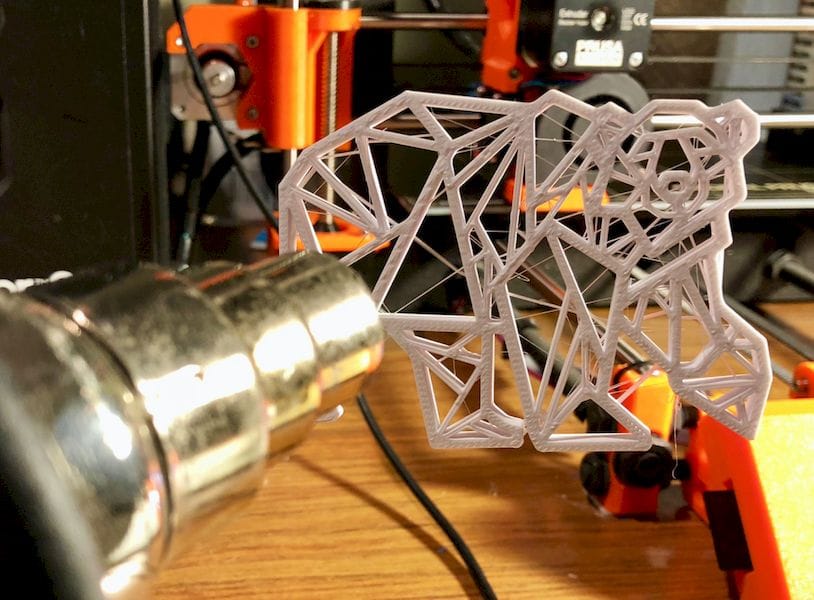
پرینت سه بعدی یک لیتوفان با استفاده از روش FDM یکی از متداول ترین روش های چاپ سه بعدی این روزها جایگاه جدیدی رو بین افرادی که با پرینتر سه بعدی سر و کار دارند پیدا کرده است، بدون شکل دیدن یک لیتوفان پرینت شده در اولین نگاه ممکن است شما را دچار شک کند !! تاریخچه لیتوفان
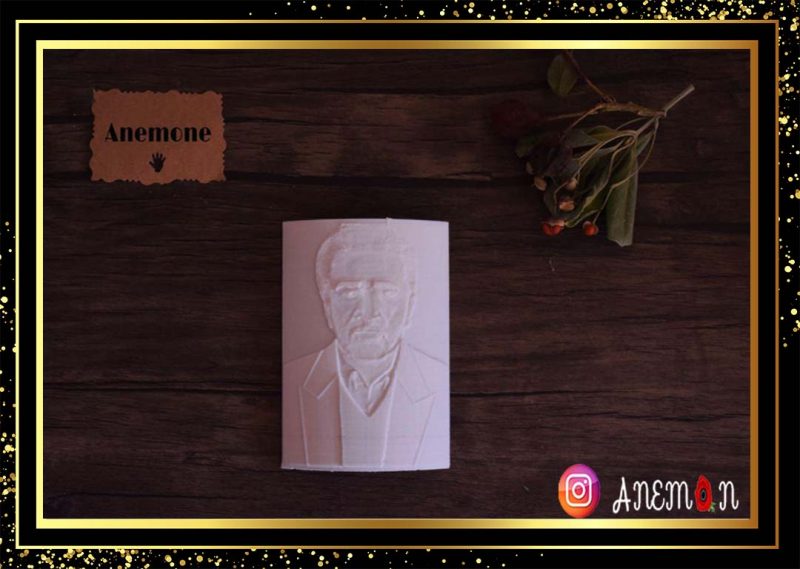
چون تنها چیزی که میبینید یک تکه پلاستیک است که شکل نا مفهموی با برجستگی نازک و کلفت روی آن نقش بسته ! ولی زمانی که آن را رو به رو نور میگیرید و نور به پشت لیتوفان میخورد به خاطر پستی و بلندی هایی که حین فرایند پرینت روی شکل نقش بسته به طرز معجزه آسایی نمایان میشود. تاریخچه لیتوفان























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}