کسب درامد از پرینتر سه بعدی
کسب درامد از پرینتر سه بعدی
آیا تا به حال به این فکر کرده اید که پرینت سه بعدی خود را از یک سرگرمی به یک سرمایه گذاری تجاری سودآور تبدیل کنید؟ ما اینجا هستیم تا به شما بگوییم که راه های مختلفی برای کسب درآمد با پرینت سه بعدی حتی به عنوان یک مبتدی وجود دارد. کسب درامد از پرینتر سه بعدی به راحتی انجام میشود.
در این راهنما، ما بهترین راههای کسب درآمد با چاپگر سه بعدی را بررسی میکنیم، و اینکه در حال حاضر کدام خدمات پرینت سه بعدی بیشترین تقاضا را دارند، و آنچه باید قبل از شروع و راه اندازی یک کسب و کار با چاپ سه بعدی در مورد آن بدانید.
بهترین کسب درامد از پرینتر سه بعدی با چاپگر سه بعدی در سال 2022
- طراحی و فروش پرینت سه بعدی
بهترین روش کسب درامد از پرینتر سه بعدی میتونه به تحوی این روش باشد اگر می خواهید اقلام پرینت سه بعدی خود را طراحی، چاپ و بفروشید، چند راه مختلف برای انجام آن وجود دارد. برای مثال، باید تصمیم بگیرید که آیا میخواهید به مجموعهای از طرحهای خاص پایبند باشید یا میخواهید به صورت کمیسیون در پروژه های مختلف کار کنید.
اقلام شخصی یا سفارشی بدین معنی است که شما باید برای هر سفارش، یک مدل سه بعدی جدید و ویژه بسازید. ارائه اقلام از پیش طراحی شده فقط به شما امکان می دهد اقلام را زودتر از موعد بسازید و در صورت نیاز آنها را ارسال کنید.
تقریباً برای هر نوع چاپ سه بعدی که می توانید بسازید بازاری وجود دارد، بنابراین انواع اقلامی را که از ساختن آنها لذت می برید انتخاب کنید. بعد از اینکه تصمیم گرفتید، مشخص کنید که مشتریان آن اقلام از کجا خرید می کنند تا بتوانید محصولات خود را در آنجا عرضه کنید.
با چاپگر سه بعدی چه چیزی می توانم بسازم و بفروشم؟
از نظر تنوع برای چاپ و فروش سه بعدی، محصولات شما می تواند هر چیزی باشد، از گلدان تا قاب گوشی و وسایل تزئینی خانه. در حالت ایدهآل، محصولاتی که میفروشید مطابق با علایق شما هستند و در عین حال تقاضای بالایی از سوی مخاطبان هدف شما دارند.
برخی از محبوب ترین چیزها برای ساخت و فروش عبارتند از:
(D&D) مینیاتور: پرینت سه بعدی مینیاتوری در حال حاضر بسیار محبوب هستند. برخلاف مینیاتورهای خریداری شده در فروشگاه، این مینیاتورها را می تواند کاملاً مطابق با سلیقه مشتریان شما باشد. شما همچنین می توانید مینیاتورها را قبل از ارسال رنگ آمیزی کنید، اما بسیاری از مشتریان بدشان نمی آید که مینیاتورها را خودشان نقاشی کنند، یا آنها را کاملاً بدون رنگ رها میکنند. هنگام انجام این کار، توصیه می کنیم از چاپگر سه بعدی رزینی برای مینیاتور استفاده کنید.کسب درامد از پرینتر سه بعدی با این روش بسیار پول ساز
جواهر سازی: جواهرات پرینت سه بعدی شده را می توان با قیمت بالا و با پول بیشتری نسبت به سایر اقلام فروخت، اما رقابت زیادی در این زمینه در سایت هایی مانند Etsy وجود دارد. برای جواهرات پرینت سه بعدی، یک چاپگر سه بعدی رزینی (یا حتی یک چاپگر سه بعدی رزین 4K+ با وضوح بالا) ایده آل است.

آیتم های Cosplay: ایجاد و فروش اقلام cosplay می تواند یک تلاش سودآور باشد. کلاه ایمنی پرینت سه بعدی، زره پرینت سه بعدی یا انواع وسایل دیگر راه های معتبری برای کسب درآمد با چاپگر سه بعدی هستند.
کاشت و کار: گلدان های خودآبیاری جذاب همیشه در خرده فروشی ها به راحتی پیدا نمی شوند. این یکی از دلایلی است که چرا آنها چیزهای محبوبی برای چاپ سه بعدی هستند.
اسباب بازی: ساخت اسباببازیها در چاپگرهای FDM آسان است و به سختی نیاز به پردازش مجدد دارند.
اینها فقط چند نمونه از کارهایی است که می توان با چاپگر سه بعدی انجام داد ، اما لیست عملاً بی پایان است. به زنجیر کلید، کفشهای سفارشیشده، صنایع دستی شخصیسازیشده یا سایر اقلام منحصربهفرد فکر کنید. می توانید طرح های دیگران را بفروشید (اگر مجوز حق چاپ اجازه می دهد)، یا طرح های خود و محصولات خود را خلق کنید.
پرینت های سه بعدی را کجا بفروشیم؟
پلتفرم های زیادی وجود دارد که می توانید از آنها برای فروش اقلام پرینت سه بعدی خود و کسب درآمد با چاپگر سه بعدی، چه آنلاین و چه آفلاین استفاده کنید. اکثر فروشندگان چند پلتفرم مختلف را برای فروش انتخاب میکنند تا به بازارها و مخاطبان مختلف دست یابند و همچنین پول بیشتری به دست آورند.در حالی که مهم است که خود را به یک کانال فروش محدود نکنید، همچنین باید مراقب باشید که سر خود را بیش از حد شلوغ نکنید.
آفلاین کسب درامد از پرینتر سه بعدی
شما چندین انتخاب برای فروش اقلام پرینت سه بعدی خود به صورت حضوری دارید. رویدادهایی مانند نمایشگاههای صنایع دستی، نمایشگاههای تجاری، فروش در بازارهای محلی، و جشنوارهها همگی میتوانند به شما این فرصت را بدهند که پرینتهای سه بعدی خود را به نمایش بگذارید و مشتریان خود را به دست آورید. اگر در این مراسم به برق دسترسی دارید، راه اندازی چاپگر خود در غرفه می تواند راهی آسان برای جذب افراد به میز شما باشد. همچنین می توانید اقلام پرینت سه بعدی خود را در فروشگاه های کالا قرار دهید یا یک نوعی از یک کسب و کار محلی راه اندازی کنید.
آنلاین کسب درامد از پرینتر سه بعدی
برای دستیابی به یک بازار جهانی بزرگ و متنوع برای اقلام پرینت سه بعدی خود، باید به صورت آنلاین بفروشید. شما در حالت ایده آل باید فروشگاه آنلاین خود را در برخی موارد داشته باشید. در این بین، چندین پلتفرم تجارت الکترونیک وجود دارد که می تواند به شما در شروع کار کمک کند:
یک کسب و کار محلی برای چاپ سه بعدی راه اندازی کنید
راه اندازی یک کسب و کار چاپ سه بعدی محلی یکی از سریع ترین راه ها برای جذب مشتری و ایجاد فروش زیاد است.
شما می توانید قطعات، ابزار و ملزومات سفارشی را برای سایر مشاغل محلی بسازید. این به ویژه زمانی بیشتر صدق می کند که در اطراف محل زندگی شما چندین کارخانه یا کارگاه باشد. میتوانید با نانوایی محلی خود در خصوص برشهای بیسکویت های کوکی به توافق برسید، یا برای رویدادها مختلف ، جوایز بسازید.
لیست ادامه دارد. وقتی درخواست ها شروع می شود از اینکه چقدر می توانید به جامعه محلی خود کمک کنید شگفت زده خواهید شد. اگر به این فکر کنید که چگونه با چاپگر سه بعدی درآمد کسب کنید، این گزینه پتانسیل های زیادی را در اختیار شما قرار می دهد. کسب درامد از پرینتر سه بعدی
ایجاد کسب و کار ممکن است پیچیده به نظر برسد، در حالی که یک فرآیند نسبتاً ساده است. شما باید با مقامات محلی یا شورای شهر خود تماس بگیرید تا قوانین را بررسی کنید. ممکن است متوجه شوید که برای اجرای آن از خانه خود نیازی به مجوز یا به روز رسانی منطقه بندی ندارید. این بستگی به محل زندگی شما و نحوه تنظیم قوانین محلی شما دارد.
برای راه اندازی کسب و کاربا پرینت سه بعدی به چه چیزهایی نیاز دارید؟
- پرینتر سه بعدی
ناگفته نماند که اگر می خواهید کسب و کار چاپ سه بعدی خود را راه اندازی کنید، به یک چاپگر سه بعدی نیاز دارید. در این مورد، باید یک پرینتر سه بعدی قابل اعتماد باشد که قبلاً با آن آشنا هشده باشید و انباری از قطعات یدکی آن را در اختیار داشته باشید.
شما که نمی خواهید شروع به دریافت درخواست از مشتریان کنید و مجبور شوید بعد از یک هفته سفارشات آنها را لغو کنید.
مواردی از این دست زمانی ممکن است اتفاق بیفتد که شما منتظر یک قطعه تعویضی هستید یا به این دلیل که مشکلی اساسی برای دستگاه پیش آمده است و شما نمیدانید چگونه آن را تعمیر کنید. قبل از شروع کار،در خصوص عیب یابی دستگاه خود و اقطعات پشتیبان آن دانش اولیه ای را کسب کنید. کسب درامد از پرینتر سه بعدی
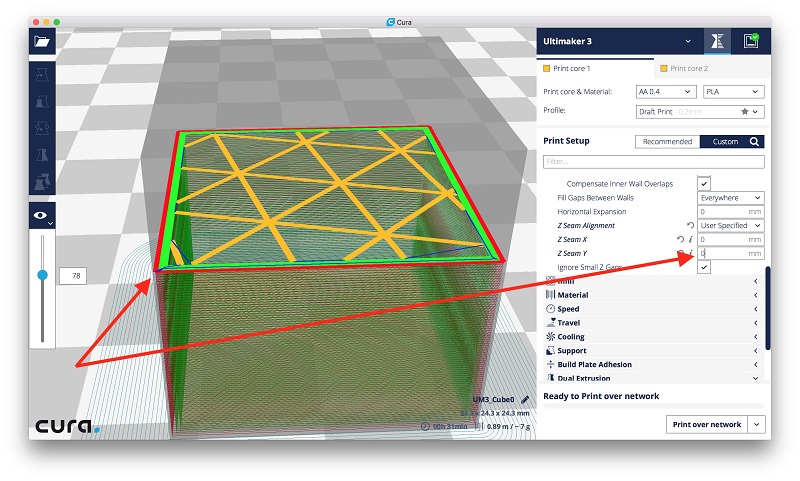
برای ارائه خدمات پرینت سه بعدی خود به چاپگر پیشرفته نیاز ندارید. با این حال، شما باید هدف داشته باشید تا بتوانید با زمان بندی مناسب کار را به شیوه ای درست انجام دهید. هر دقیقه ای که برای تراز کردن صفحه ساخت خود صرف می کنید، زیرا چاپگر شما از تراز ممکن است بیفتد، دقیقه های هستند که باید به عنوان هزینه های بالا دستی چاپ یا هزینه های تعمیر و نگهداری از دست رفته در نظر بگیرید.
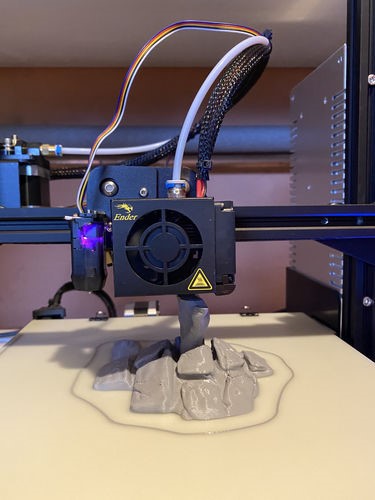
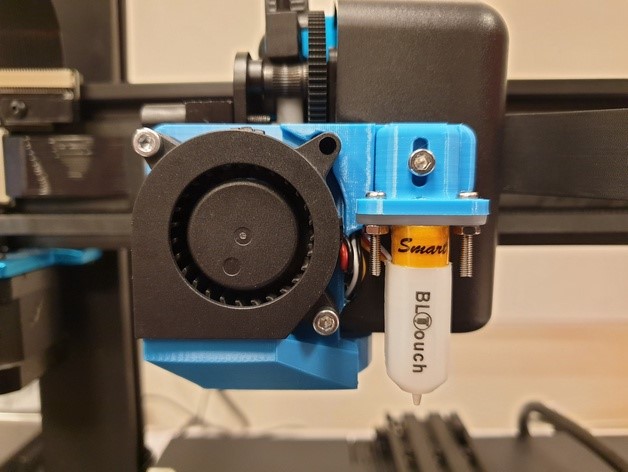
استفاده از یک چاپگر سه بعدی کمتر از 1000 دلار، مانند Prusa i3 MK3S بسیار قابل اعتماد و راه خوبی برای صرفه جویی در وقت است. از سوی دیگر، اگر تصمیم دارید از یک چاپگر سه بعدی اقتصادی مانند Ender 3 V2 استفاده کنید، میتوانید از بسیاری از بهروزرسانیهای Ender 3 استفاده کنید که آن را به دستگاهی کارآمدتر از نظر آماده به کار بودن تبدیل میکند. یکی از نمونه های این سنسور تراز BLtouch است که نیاز به تراز دستی صفحه ساخت را برطرف می کند.

2.وب سایت کسب و کار
شما به یک وب سایت نیاز دارید تا مشتریان بالقوه خود را در مورد کسب و کار پرینت سه بعدی خود مطلع کنید و سرنخ ها را جذب کنید. در صورت امکان باید این را توسط یک طراح وب حرفه ای طراحی و به اجرا درآورید. وب سایت نقطه تماس اصلی شما برای تعامل بیشتر مشتریان با برند شما خواهد بود. به این ترتیب، شما قادر خواهید بود برای جذب اولیه مشتریان خوب و معتبر به نظر برسید.
همچنین باید با یک طراح گرافیک قرارداد ببندیدتا طراحی لوگو و سایر مواد برندسازی شما را انجام دهند. این موضوع از این جهت با اهمیت است که طراح وب شما برای طراحی وب سایت به آنها نیاز دارد تا وب سایت شما را روی برند نگه دارد.
برخی از طراحان وب می توانند هر دو را انجام دهند (و بالعکس). فقط مطمئن باشید که اگر شما یک نفر را برای هر دو کار انتخاب می کنید ، آن شخص دانش و پایه محکمی در برندسازی داشته باشد.
- طراحی و ساخت نمونه های اولیه
استفاده از چاپگر سه بعدی برای طراحی و ساخت نمونه های اولیه محصول خود (یا شخص دیگری) راهی عالی برای کسب درآمد از دستگاه است. برای نمونههای اولیه افراد دیگر، میتوانید برای طراحی و ساخت از آنها هزینه مطالبه کنید. برای نمونه اولیه ، به لطف چاپگر سه بعدی می توانید خط تولید خود را داشته باشید.
4. چاپگر سه بعدی خود را اجاره دهید
بسیاری از مردم ایده پرینت سه بعدی را دوست دارند اما زمان، مکان یا پول لازم برای خرید چاپگر را ندارند. یا گاهی اوقات آنها فقط به چاپ به صورت موقت نیاز دارند و فکر نمی کنند که برای این کار ارزش خرید دستگاه را داشته باشد.
اینجاست همانجایی است که شما و خدمات کرایه چاپگر سه بعدی خود وارد می شوید! میتوانید برای خدمات چاپی که در آن مدلهای آنها را روی چاپگر خود چاپ میکنید، هزینهای از مشتریان دریافت کنید. انجام این کار در زمانی که معمولا چاپگر سه بعدی خاموش است به شما امکان می دهد در لحظاتی که نیازی به استفاده از دستگاه برای خود ندارید، از چاپ سه بعدی درآمد کسب کنید.
به نظر می رسد این یکی از گزینه های ساده تر در این لیست برای انجام دادن باشد. با این حال، چاپ بر اساس تقاضای مشتری ممکن است دارای برخی از عناصر پیچیده باشد که باید به درستی در نظر گرفته شود. شما باید برای زمان و مواد درگیر در پرینت به درستی وقت بگذارید و هزینه کنید.
این هزینه شامل زمان صرف شده برای تراز کردن و نگهداری چاپگر (و همچنین هزینه فرسودگی و پارگی دستگاه شما در اثر استفاده بیش از حد) می شود. در نظر گرفتن مصرف برق پرینتر سه بعدی و سایر هزینه های چاپگر سه بعدی نیز مهم است. برای خدمات پرینت سه بعدی ، همچنین باید در نظر داشته باشید که آیا به درخواستها برای رنگهای از فیلومترهای خاصی توان پاسخ گویی دارید ، مشتریان، بالقوه چه نوع فیلومترهایی را میتوانند سفارش دهند، و آیا خدماتی را برای پردازش مجدد با پرداخت هزینه های آن نیز در نظر دارید.
- فروش مدل های سه بعدی دیجیتال
اگر یک مدلساز، مجسمهساز یا طراح ماهری هستید، میتوانید از نیاز به محصولات فیزیکی چشم پوشی کنید و فایلهای مدل سه بعدی خود را به صورت آنلاین بفروشید. این گزینه بیشتر یک مدل کسب و کار و درآمد غیرفعال است که می تواند در کنار خط تولید فیزیکی یا مستقل از آن کار کند.
فروش فایلهای دیجیتال مانند مدلهای سه بعدی به شما این امکان را میدهد که بتوانید چندین بار از یک محصول بدون نیاز به بیش از یک بار ساختن آن، درآمد کسب کنید. اگر فایلهای دیجیتالی که میفروشید این شیوه زمانی کارآمدتر میشود که از پروژه دیگری باشند که دیگر استفاده نمیشوند و هیچ ارزشی ندارند بنابراین شما می توانید از آنها مجدد کسب درآمد کنید.
در حالی که ممکن است مبالغ بالایی از فروش مدلهای سهبعدی درآمد کسب نکنید، فایل های دیجیتال به سادگی با نظم بیشتری نسبت به اشیاء فیزیکی به فروش می رسند و هیچ هزینه تولید مرتبط با هر نسخه اضافی فروخته شده ندارند و همچنان میتوانند درآمد مادامالعمر بالاتری نسبت به گزینه چاپ و فروش همان مدل کسب کنند.
محل فروش فایل های مدل سه بعدی
اولین جایی که باید به فروش مدل های سه بعدی خود فکر کنید، وب سایت خودتان است. اگر در حال حاضر یکی از آن روشها را برای کسب و کار چاپ سه بعدی محلی خود دارید، عالی است. اگر نه، در اسرع وقت به دنبال یک طراح وب باشید.
پلتفرم های جایگزین برای استفاده از خدمات خود هزینه دریافت می کنند. داشتن سایت تجارت الکترونیکی برای خودتان تضمین می کند که درصد بیشتری از سود از هر فروش به دست می آورید و پولی را که از چاپ سه بعدی بدست می آورید افزایش می دهید. اما نقطه ضعف آن این است که شما باید مخاطبان و ترافیک وب سایت را خودتان پرداخت و پیدا کنید در صورتی که اکثر پلتفرم های تجارت الکترونیک جایگزین ، مخاطبان خود را به سمت شما می آورند.
برخی از بهترین مکان ها برای فروش مدل های سه بعدی شما عبارتند از:
- Etsy
- MyMiniFactory
- CGTrader
- Cults3D
- یک کانال یوتیوب راه اندازی کنید
می توانید از دانش چاپ سه بعدی خود برای راه اندازی کانال YouTube خود استفاده کنید. با ارسال ویدیوهای جالب و مفید پرینت سه بعدی در کانال خود YouTube ، مخاطبان خود را به دست آورید. از طریق این کانال می توانید کسب درآمد از تبلیغات، کمک های مالی، برنامه های وابسته و حمایت های مالی به دست آورید. اگر به اندازه کافی فالوور داشته باشید، ممکن است شرکت ها نیز محصولات خودشان را به صورت رایگان برای بررسی به شما ارسال کنند.
به احتمال زیاد به صورت تمام وقت از طریق YouTube درآمد نخواهید داشت (مخصوصاً در ابتدا). با این حال، اگر آن را به عنوان یکی از چندین استراتژی کسب درآمد بپرورانید، می تواند مفید باشد. یک راه عالی برای سوق دادن مشتریان بالقوه به وب سایت یا فروشگاه آنلاین شما است. همچنین می تواند به توسعه نام شما به عنوان یک فرد آگاه در این صنعت نیز کمک کند.
- یک وبلاگ راه اندازی کنید
می توانید از یک وبلاگ برای نوشتن محتوای مرتبط با چاپگر سه بعدی استفاده کنید و دانش خود را با دیگران به اشتراک بگذارید. مانند YouTube، میتوانید از محتوای وبلاگ خود از طریق تبلیغات، برنامههای وابسته و چیزهایی از این دست کسب درآمد کنید. داشتن یک وبلاگ به شما کنترل بیشتری بر فرآیند خلاقیتتان می دهد. همچنین از تبلیغات در وب لاگ خود بسیار بیشتر از تبلیغات پیش از پخش YouTube درآمد کسب می کنید.
همچنین میتوانید از وبلاگ خود به عنوان راهی برای کشاندن خوانندگان به وبسایت خود استفاده کنید، جایی که پرینتها، فایلهای مدل سهبعدی و سایر محصولات خود را میفروشید. این نشان می دهد که می توان به عنوان یک منبع قابل اعتماد به شما نگاه کرد. به این قدرت برند می گویند و اعتمادی را برای مخاطب ایجاد می کند ، این اعتماد آسانترین راهی است که مخاطب را به مشتری محصولات خود تبدیل کنید .
- وسایل خانه خود را تعمیر کنید
در اختیار داشتن یک پرینتر سه بعدی وقتی چیزی در خانه شما خراب می شود ابزاری عالی است ،. با دانش اولیه طراحی به کمک کامپیوتر (CAD) و نرم افزار مدل سازی سه بعدی (رایگان)، می توانید قطعات جایگزین لوازم خانگی، مبلمان و غیره را طراحی کنید.
معمولاً وقتی چیزی خراب می شود، باید قطعه جدیدی را از سازنده سفارش دهید. اگر سازنده نتواند به شما کمک کند، به طور بالقوه باید کل آن را تعویض کنید. چاپگر سه بعدی با انجام پرینت و تعمیرات اساسی، و نگه داشتن وسایل قدیمی خود در شکل کاربردی، به شما کمک می کند تا در زمان و هزینه خود صرفه جویی کنید.
- چاپگرهای سه بعدی را برای دیگران تعمیر کنید
نمی توان انکار کرد که پرینترهای سه بعدی گاهی اوقات می توانند کمی دمدمی مزاج باشند. آنها تعداد زیادی قطعه دارند همه آنها باید به طور منظم کار کنند. اگر فردی تازه کار در پرینت سه بعدی باشد یا هرگز یاد نگرفته باشد که بیشتر این اجزا کارشان چیست، وقتی مشکلی پیش بیاید برای رفع آن مشکل خواهند داشت.
از دانش فنی پرینتر سه بعدی خود به خوبی استفاده کنید و پیشنهاد تعمیر چاپگرهای خراب را با پرداخت هزینه را بدهید. بیشتر مردم از خرج کردن پول برای ا شخصی که تواناتر از خودشان هست راضی هستند. شما از شخصی کار مزد دریافت می کنید که احتمالاً هرگز از خدمات چاپ سه بعدی شما استفاده نمی کند یا محصولات شما را خریداری نمی کند.
10. از پرینترهای سه بعدی خراب کسب درآمد کنید.
اگر یک چاپگر سه بعدی به قدری خراب است که صاحب آن نمی خواهد آن را تعمیر کند، همچنان باز هم می توانید با تعمیرش آن را نجات دهید. بعد از اینکه آن را تعمیر کردید، می توانید آن را برای سود مجدد بفروشید. همچنین می توانید آن را برای قطعات یدکی یک چاپگر سه بعدی دیگر نگه دارید و سپس آن را بفروشید.
- دوره های آموزش پرینت سه بعدی را ارائه دهید.
اگر مدت طولانی است که به پرینت سه بعدی مشغول بوده اید، احتمالاً چیزهای زیادی در مورد این موضوع می دانید. از این دانش استفاده کنید و یک دوره آنلاین یا مجموعه ای از دوره های آنلاین در نظر بگیرید که اصول اولیه را به علاقه مندان چاپ سه بعدی جدید آموزش می دهد.
شاید در آغاز شما نیاز داشته باشید برای آماده کردن مطالب، فیلم های آموزشی و چیزهایی شبیه به این هزینه کنید اما برای سالهای بعد بدون هزینه می توانید از این بسته های آموزشی کسب درآمد کنید.
گزینه های مختلفی برای کسب درآمد از پرینت سه بعدی وجود دارد، به این معنی که چیزی مناسب برای همه وجود دارد. آیا با پرینتر سه بعدی درآمد کسب می کنید؟ خوب با خواندن این مطلب الان دیگه وقتشه.
- پیمان سرحانی
- سپتامبر 6, 2022
- 3:51 ب.ظ