اکستروژن بیش از حد پرینت سه بعدی (over-extrusion) همانطور که از نام آن مشخص است ، هنگامی که پرینتر سه بعدی شما مواد زیادی را اکسترود می کند ، اکستروژن بیش از حد رخ می دهد. و همانطور که انتظار دارید ، این می تواند کیفیت چاپ شما را از بین ببرد.
اگردر روند پرینت سه بعدی منجر به قطعاتی شود که دارای عدم دقت ابعادی ، حباب های در حال خروج ، لایه های افتاده و رشته ها هستند. اگر هر یک از این علائم را تجربه کرده اید ، پس احتمالاً با یک مسئله اکستروژن بیش از حد روبرو هستید.
فرض کنید قطعه شما در حال پرینت است و بعد از مدتی در قسمت هایی از قطعه ای که در حال پرینت است فیلامنت به صورت توده و نا متوازن برای روی قطعه می ریزد و نمی توان روند پرینت را ادامه داد ،
فکر می کنید این مشکل از کجا بروز کرده است برای پاسخ به این سوال ما را تا پایان این مقاله همراهی کنید .اکستروژن بیش از حد پرینت سه بعدی
اکستروژن بیش از حد پرینت سه بعدی
The extrusion multiplier
یکی از گزینه هایی که در تنظیمات نرم افزار اسلایسر تاثیر بسیاری در پدیده over extrusion دارد گزینه The extrusion multiplier یا ضریب اکستروژن می باشد که در بیشتر نرم افزار ها به صورت پیش فرض 1 می باشد .کستروژن بیش از حد پرینت سه بعدی
به طور معمول ، اگر پرینتر سه بعدی شما لایه های غیر عادی بزرگ یا گرفتگی نازل را نشان دهد ، می توانید بگویید که ضریب اکستروژن شما خاموش است. اگر پرینتر سه بعدی شما مواد زیادی را اکسترود می کند ، این تنظیم را 2.5٪ افزایش دهید.کستروژن بیش از حد پرینت سه بعدی
اگر در نهایت این تنظیم را بیش از حد کاهش دهید و یا مشکل برطرف نشود یا مشکل دیگری ایجاد شود ، باید به تنظیمات دیگری مراجعه کنید.کستروژن بیش از حد پرینت سه بعدی
دمای پرینت
بعضی اوقات دمای پرینت بیش از حد ، ممکن است باعث کاهش کیفیت لایه های پرینت و یا اکستروژن بیش از حد شود . دمای پرینت را کاهش دهید.
اگر دمای پرینت بیش از حد بالا باشد ، نتیجه بارز آن ذوب بیش از حد فیلامنت است که به طور غیرقابل کنترل از نازل پرینتر شما جریان می یابد.کستروژن بیش از حد پرینت سه بعدی
دمای پرینتر خود را (برای فیلامنت های خاص مورد استفاده) 5 درجه -5 درجه کاهش دهید
تا زمانی که دمای مناسب دستگاه و مواد شما حاصل شود. مجدداً ، اگر در چاپهای شما اکستروژن بیش از حد ادامه یافت یا مشکل دیگری پیش آمد ، به تنظیم بعدی بروید.
اکستروژن بیش از حد
قطر مناسب فیلامنت
یکی از دلایل وحشتناک اما بسیار شایع در خارج شدن بیش از حد ، ورودی نادرست قطر رشته است. سه قطر رشته مشترک 1.75 میلی متر ، 2.85 میلی متر و 3 میلی متر است.
اگر نرم افزار اسلایسر شما قطر فیلامنت نازک تری نسبت به آنچه که در واقع استفاده می کنید فرض کند ، اکسترودر فیلامنت شما را با سرعت بیشتری اکسترود می کند. این منجر به اکستروژن بیش از حد می شود.کستروژن بیش از حد پرینت سه بعدی
امیدواریم این مقاله در برطرف کردن اکستروژن بیش از حد در پرینتر سه بعدی کمک بکند .
پرینتر سه بعدی را به درستی کالیبره کرده اید و روند عادی چاپ سه بعدی را انجام داده اید ، اما به دلایلی نازل شما در حال ضربه زدن یا کشیدن به داخل قطعات در حال پرینت یا خراشیدن و فرو رفتن در سطح هیت بد باشد، حتی هنگامی که چاپ چند ساعته انجام شود ، حتی بدتر است.برخورد نازل با هیت بد
بهترین راه برای رفع نازل در برخورد با چاپ یا تخت ، بالا بردن اندک نازل در راستای Z در کنار پرینتر سه بعدی است. این همان چیزی است که به پرینتر سه بعدی شما می گوید تا این حد از حرکت پایین متوقف شود.
همچنین می توانید از تنظیمات Z در تنظیمات اسلایسر خود استفاده کنید تا سطح بالاتری از سطح را در نظر بگیرید. اما برای اطمینان از جلوگیری از این مشکل در آینده ، اطلاعات مهم تری نیز برای درک وجود دارد.
برای آگاهی از موارد خاص مانند تنظیمات پرینتر ، نحوه تنظیم محور X و … تا انتهای این مقاله همراه ما باشید .
چرا اکسترودر شما به طور تصادفی قطعات در حال پرینت را از بین می برد؟
چند دلیل وجود دارد که ما می توانیم درگیر برخورد نازل به قطعه یا هیت بد (Heat Bed) شویم که چرا اکسترودر شما به طور تصادفی مدل های شما را از بین می برد.برخورد نازل با هیت بد
چسبندگی ضعیف لایه ها
چگونه چسبندگی لایه ضعیف را برطرف کنیم.
هنگامی که در پرینت قطعات سه بعدی خود چسبندگی ضعیفی در لایه احساس می کنید ، قطعاً ممکن است با مشکل از بین رفتن چاپ خود در طی مراحل مواجه شوید.
دلیل این امر را می توان فهمید که اگر هر لایه به درستی اکسترود نشود ، می تواند روی لایه فوقانی تأثیر بگذارد.
پس از چند لایه ضعیف ، ما می توانیم مواد را در مکان های اشتباه نازل حرکت کند ، تا جایی که مسیر اکسترودر شما مانع شود.
کمی تماس با سر چاپ و نازل در این حالت به احتمال زیاد چاپ سه بعدی شما را از بین خواهد برد ، صرف نظر از اینکه زمان زیادی رو برای پرینت هدر داده باشید.برخورد نازل با هیت بد
در اینجا راه حل این است که اطمینان حاصل کنید از سرعت ، دما ، سرعت و تنظیمات حرکت صحیح برخوردار هستید تا بتوانید از روند صاف چاپ اطمینان حاصل کنید.
تشخیص این مقادیر ممکن است به آزمایش و خطا نیاز داشته باشد ، اما پس از انجام این کار ، چسبندگی ضعیف لایه باید جلوی آسیب پرینت شما را بگیرد تا از بین برود.
فن های موجود در پرینتر سه بعدی شما نیز بسته به اینکه از چه ماده ای استفاده می کنید ، می توانند در این امر سهیم باشند.
بعضی از مواد مانند PETG با فن خیلی خوب کار نمی کنند ، اما ما قطعاً استفاده از فن مناسب برای PLA را توصیه می کنیم ، خصوصاً با سرعت بالا.
پرینت قطعات روی هیت بد (Heat Bed) که دارای تاب خوردگی باشد
اکستروژن بیش از حد (Over-Extrusion)
یک سطح هیت بد (Heat bed) پیچ خورده به دلایل زیادی هرگز کاری مناسبی برای پرینت قطعات نیست ، وقتی به یک هیت بد پرینت تاب خورده فکر می کنید به این معنی است که سطح هیت بد ناهموار است بنابراین حرکت نازل از یک طرف به طرف دیگر باعث می شود که تخت چاپ در مکان های پایین و بالاتر باشد.
هیت بد پرینتر سه بعدی شما ممکن است وقتی خنک باشد نسبتاً صاف باشد ، اما بعد از گرم شدن می تواند حتی بیشتر تاب بخورد که می تواند منجر به برخورد نازل شما به مدل هایتان شود.برخورد نازل با هیت بد
اگر پرینتر سه بعدی شما از اکستروژن بیش از حد رنج می برد ، به این معنی است که برخی از لایه ها کمی بالاتر از حد مجاز ساخته شده اند.
این مقدار افزایش یافته فیلامنت اکسترود شده روی یک مدل می تواند به قدری زیاد باشد که نازل شما به آن ضربه بزند. اکستروژن بیش از حد نیز می تواند این اتفاق را بیاورد زیرا مواد اضافی اکسترود شده می توانند مسیر اکستروژن را مسدود کرده و باعث ایجاد فشار شده و باعث جهش مراحل X و Y شوند.
دلایل مختلفی برای اکستروژن بیش از حد وجود دارد ، به این معنی که حل این مشکل می تواند یک چالش باشد .
سطح اکسترودر شما نباید خیلی پایین باشد ، که اگر مونتاژ دقیق نباشد ممکن است ادستگاه دچار نشتی فیلامنت شود، این مورد وجود دارد. غیر معمول نیست که پرینتر سه بعدی خود را به سرعت مونتاژ کنید و درنهایت چیزهایی را که قرار است قرار ندهید.برخورد نازل با هیت بد
اگر اکسترودر شما خیلی کم است ، باید اکسترودر خود را جدا کنید ، سپس آن را به درستی بررسی کنید. مورد در اینجا این است که اکسترودر ممکن است به طور ایمن در داخل نحوه قرارگیری آن قرار نگیرد.
این یک مسئله معمول نیست ، محور X به طور ناصحیح پس از یک ارتفاع Z مشخص ، باعث شروع چاپ روی قطعه چاپ شده را از بین می برد. مشاهده چنین چیزی بسیار دشوار خواهد بود ، به ویژه اینکه این اتفاق تاکنون در چاپ رخ نداده باشد.
در حل این مسئله می توان روش ساده برای کالیبراسیون محور X این است که مهره های چرخدنده ها را محکم کنید.
اکسترودر کالیبره نشده است
بسیاری از مسائل مربوط به چاپ در واقع توسط اکسترودر ایجاد می شود نه همه این عوامل دیگری که با آنها روبرو هستید.
توانایی تنظیمات و کالیبراسیون اکسترودر برای تأثیر منفی بر پرینت آسان و کاربردی است.برخورد نازل با هیت بد
اما نازل از صفحه هیت بد چقدر باید فاصله داشته باشد ؟
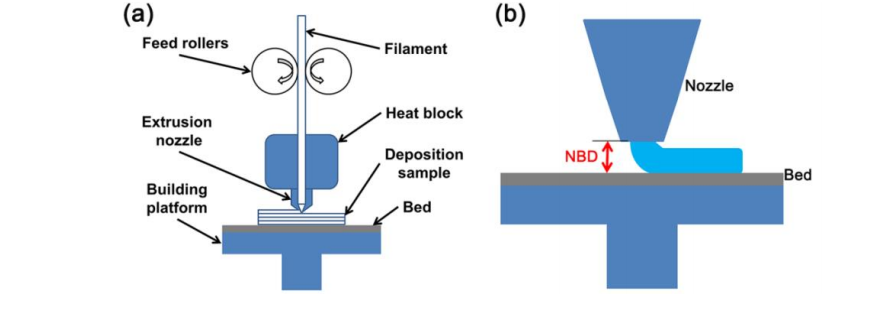
این موضوع کاملا به قطر نازل و ارتفاع لایه شما بستگی دارد ، اما به طور کلی ، نازل چاپگر شما باید حدود 0.2 میلی متر از هیت بد پرینتر فاصله داشته باشدتا برخورد نازل به قطعه یا هیت بد (Heat Bed) اتفاق نیوفتد .
متداول ترین روش برای تعیین فاصله بین نازل و تخت استفاده از یک تکه کاغذ یا کارت نازک بین نازل و صفحه هیت بد است.
نباید روی نازل و قطعه کاغذ بیش از حد محکم باشد ، زیرا ممکن است له شود و در واقع کمتر از نیاز شما باشد. امکان تکان دادن کاغذ یا کارت به راحتی باید وجود داشته باشد. کاری که این کار انجام می دهد این است که فضای کافی برای نازل شما فراهم می کند تا مواد را بر روی هیت بد خارج کند و در واقع تماس کافی برای چسبندگی مناسب بستر را ایجاد کند ، و یک لایه اولیه کامل ایجاد می کند.
فاصله نازل از هیت بد برای کیفیت سطح لایه اول قطعه در حال پرینت بسیار مهم است که می توانید به مقاله کیفیت سطح پرینت مراجعه کنیدو اطلاعات کامل و کاربردی در این باره بخوانید .برخورد نازل با هیت بد
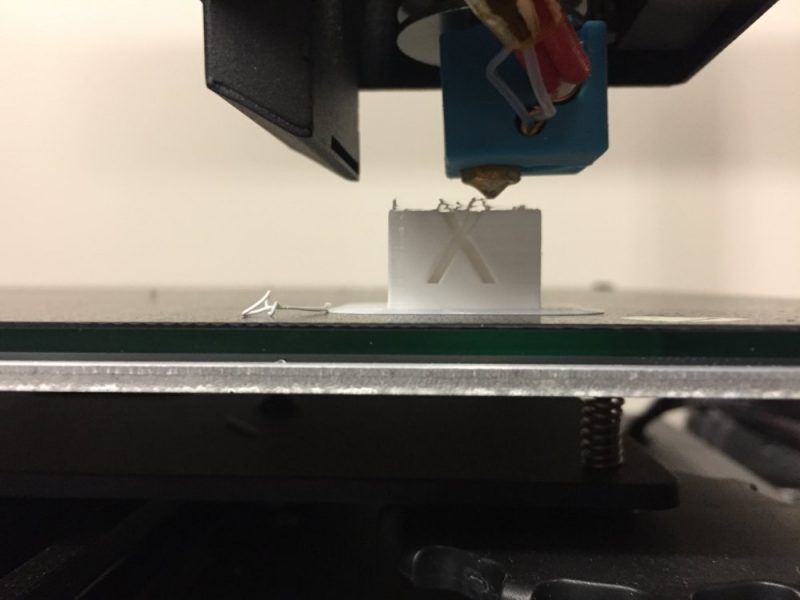
نازل گرفتگی پرینتر سه بعدی : همگی شاید درگیر این موضوع و مسئله بوده ایم که پرینتر سه بعدی ، اکسترود را در نیمه راه در چاپ سه بعدی متوقف کرده و فقط شروع به چاپ در هوا می کند که می تواند ناامید کننده باشد و باعث ایجاد حس بدی در شما شود.متوقف شدن پرینتر حین چاپ
اگر پرینتر سه بعدی شما در ابتدای پرینت به درستی اکسترود می شود ، اما بعداً به طور ناگهانی اکسترود را متوقف کرد ، معمولاً فقط چند مورد وجود دارد که می تواند باعث این مشکل شود.
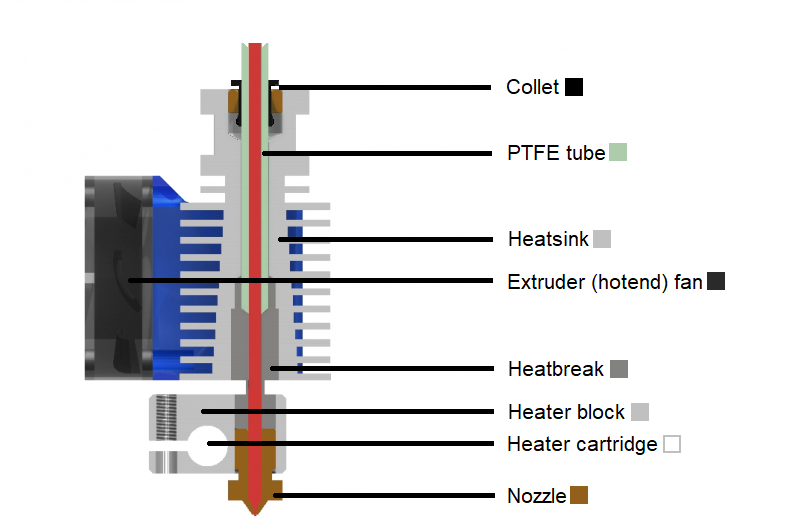
به طور کلی ، هنگامی که قسمتهایی از قسمت های بالای بلوک هات اند (Hot End) بیش از حد گرم می شود ، اصطلاحا خزش گرما بروز می دهد. در شرایط عادی ، فیلامنت دقیقاً بالای نازل شروع به ذوب شدن می کند. با این حال ، هنگامی که شکستگی گرما (Heat Break) بیش از حد داغ اتفاق می افتد ، گرما به طور نامنظم در سراسر محل اتصال منبسط می شود ، فیلامنت شروع به نرم شدن بالاتر در داخل محل اتصال می کند و باعث گرفتگی می شود.
چرا پرینتر سه بعدی درمرحله پرینت ، اکستروژن را متوقف می کند؟
دلایل زیادی وجود دارد که باعث می شود فیلامنت پرینتر سه بعدی در نیمه راه از پرینت خارج نشود. این می تواند به دلیل فیلامنت ، درجه حرارت نادرست ، گرفتگی در سیستم اکستروژن و … باشد ، در این مقاله علل به وجود آمدن و نحوه برطرف کردن این معضلات می پردازیم .متوقف شدن پرینتر حین چاپ
پس از تمیز کردن محل اتصال ، مجموعه نکات زیر را بررسی کنید تا این مشکل تکرار نشود
نازل گرفتگی پرینتر سه بعدی
فاصله بین نازل و بلوک اکسترودر
باید بین بلوک و سر شش ضلعی نازل حدود 0.5 میلی متر (0.02 اینچ) فاصله وجود داشته باشد. باز هم ، این برای کنترل جریان گرما در داخل هات اند (Hot End) است. هنگام اتصال نازل خود به داخل بلوک ، باید آن را کاملاً محکم کنید ، اما هرگز سعی نکنید آن را تا حدی سفت کنید که سر نازل با بلوک تماس پیدا کند.متوقف شدن پرینتر حین چاپ
فن اکسترودر را بررسی کنید
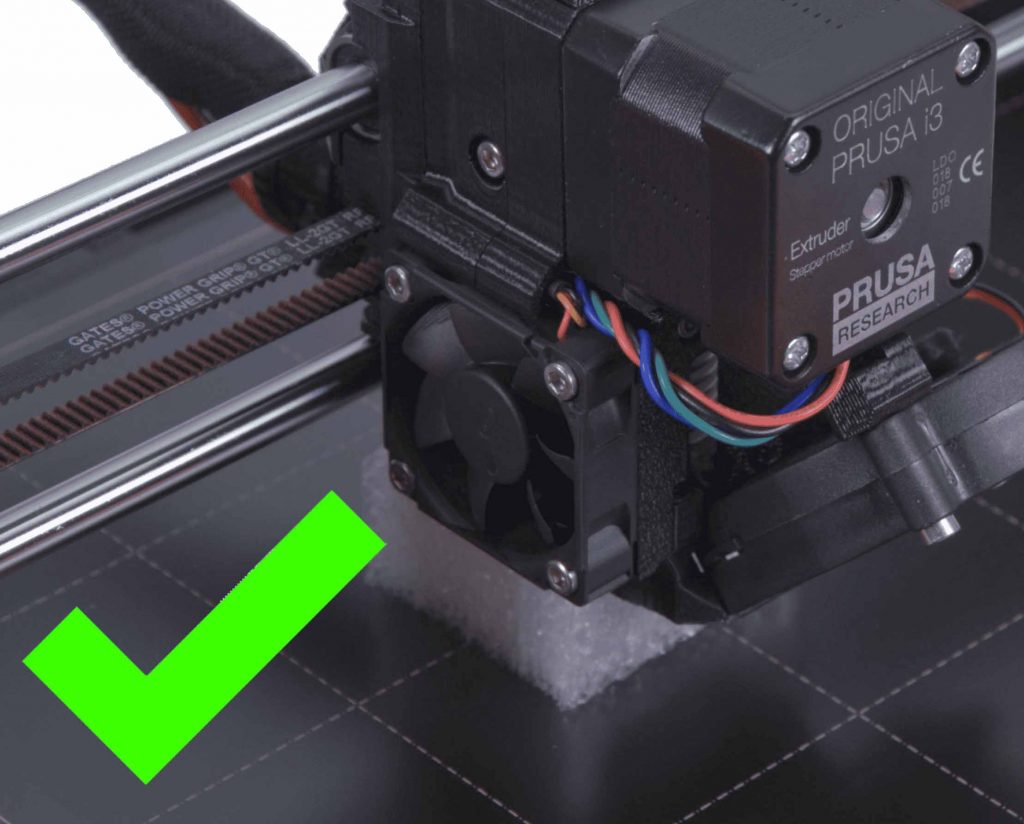
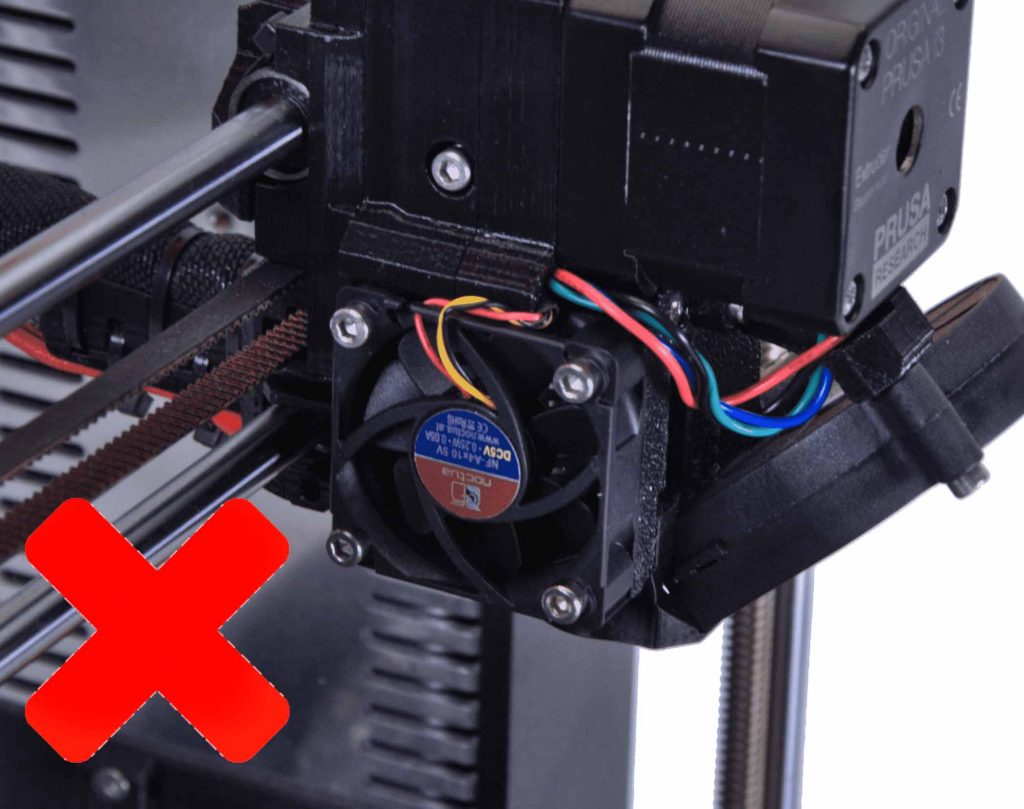
همانطور که می دانید ، فن خنک کننده باید به درستی کار کند تا به اندازه کافی بلوک خنک باشد. اول از همه ، مطمئن شوید که برچسب روی فن را نمی بینید – این بدان معنی است که فن به عقب سوار شده است. هنگام چرخش ، باید هوا را به داخل فشار دهد ، نه به بیرون.
اگر فن به درستی سوار شده باشد ، می توانید سرعت چرخش سریع آن را بررسی کنید.
نازل گرفتگی پرینتر سه بعدی
اطمینان حاصل کنید که هیت سینک عاری از گرد و غبار است.متوقف شدن پرینتر حین چاپ
وظیفه هیت سینک این است که از افزایش بیش از حد دما در طول مسیر رشته جلوگیری کند. بعد از ساعت ها چاپ ، باله های موجود در هیت سینک می توانند ریزگردها را جمع کنند ، که این باعث کاهش اثر هیت سینک در دفع گرما می شود. با تمیز کردن این گرد و غبار ها از کاهش عملکرد هیت سینک جلوگیری کنید .
هیت سینک های تولید شده توسط پرینتر سه بعدی با تکنولوژی FDM
نازل گرفتگی پرینتر سه بعدی
بررسی کنید که لوله PTFE کاملاً در محل جابجایی قرار گرفته باشد
اگر اخیراً لوله PTFE را از هیت سینک خارج کرده اید ، همیشه عاقلانه است که بررسی کنید که لوله PTFE در جای خود محکم شده است و به بالا و پایین حرکت نمی کند. متوقف شدن پرینتر حین چاپ
فیلامنت در بین چرخ دنده محرک گیر کرده باشد
هنگام پرینت سه بعدی ، موتور اکسترودر دائماً در حال چرخش است و تلاش می کند فیلامنت را به داخل نازل فشار دهد تا پرینتر سه بعدی شما بتواند پلاستیک اکسترود را حفظ کند. اگر سعی کنید خیلی سریع پرینت کنید یا پلاستیک زیادی از آن خارج شوید ، ممکن است این موتور رشته را خرد کند تا جایی که چیزی برای دنده درایو باقی مانده باشد.متوقف شدن پرینتر حین چاپ
اکسترودر مسدود است
اگر هیچ یک از دلایل قبلی در مورد شما صدق نمی کند ، احتمال مسدود شدن اکسترودر بسیار زیاد است. اگر این اتفاق در اواسط چاپ رخ داد ، ممکن است بخواهید که فیلامنت تمیز باشد و گرد و غبار روی قرقره وجود نداشته باشد. اگر گرد و غبار کافی بر روی فیلامنت قرار بگیرد ، با جمع شدن در داخل نازل می تواند باعث مسدود شدن اکسترودر شود.
تا این جا به مشکلاتی که ممکن است به صورت مکانیکی باعث این مسئله شود پرداختیم ولی ممکن است این موضوع به دلیل تنظیمات پرینت در نرم افزار اسلایسر باشد. نازل گرفتگی پرینتر سه بعدی
نازل گرفتگی پرینتر سه بعدی
دمای حرارت را کاهش دهید
گرمای ناشی از گرمایش ممکن است به گرم شدن بیش از حد قطعات اکسترودر بی انجامد. پس برای حل این مسئله می تواند دمایی که با آن پرینت سه بعدی را انجام می دهید را در حدود 5 الی 10 درجه کمتر کنید تا از بروز دوباره این مشکل جلوگیری کنید .
ارتفاع لایه را افزایش دهید
چاپ با لایه های نازک به طور هم زمان از فیلامنت بسیار کمی استفاده می کند ، بنابراین فیلامنت زیادی از نازل جریان ندارد و این باعث می شود گرما در داخل اکسترودر به سمت بالا حرکت کند. به عنوان مثال ، یک ترفند آسان برای آزمایش چاپ با ارتفاع لایه های 0.15 میلی متر یا 0.20 میلی متر است. اگر نیازی به چاپ دقیق ندارید ، لایه های ضخیم تری را انتخاب کنید .
سرعت چاپ را افزایش دهید
پرینت آهسته به همین دلیل هنگام چاپ با لایه های نازک باعث ایجاد خزش گرما می شود. افزایش 10 درصدی سرعت چاپ قطعه در حال پرینت می تواند کمک کند ، با این حال ، توصیه می کنیم از سرعت 200 میلی متر بر ثانیه برای سرعت چاپ پر در لایه های 0.20 میلی متر به پایین فراتر نروید.متوقف شدن پرینتر حین چاپ
یکی از ناامیدکننده ترین موارد در پرینت سه بعدی ، تجربه شکسته شدن فیلامنت در اکسترودر پرینت سه بعدی و عدم امکان خارج کردن آن است. به همین دلیل است که امروز این مقاله را برای کمک به شما در حل این مشکل و یادگیری نحوه حذف فیلامنت شکسته از پرینتر سه بعدی خود نوشتم.
بهترین راه برای شکسته شدن فیلامنت در اکسترودر ، برداشتن لوله PTFE و بیرون کشیدن رشته به صورت دستی است. از بین بردن این امر باید آسان باشد زیرا رشته هنوز از طریق لوله Bowden متصل است ، اما در غیر این صورت ، باید در اکسترودر شل باشد ، که با استفاده از موچین یا دم باریک یا هر وسیله دیگر که قابل جدا شدن است می توان استفاده کرد.
علل گیرکردن فیلامنت در لوله PTFE یا شکسته شدن آن :
برخی از دلایل اصلی که باعث شکسته شدن فیلامنت در اکسترودر و لوله می شود در زیر توضیح داده شده است. دانستن دلایل به شما کمک می کند تا از بروز این مشکل جلوگیری کنید.
فشاربیش از حد مکانیکی در قسمت چرخ دنده
قرقره فیلامنت باید مستقیماً فشار مستقیم زیادی را تحمل کند زیرا مدت زمان زیادی در اطراف حلقه پیچ خورده است. بیشتر فیلامنت در حین پرینت سه بعدی شکسته می شود که در قرقره قرار می گیرد یا دارای انعطاف پذیری کم است به همین دلیل تحت استرس شدید می تواند تحت تأثیر قرار گیرد. قسمت هایی از فیلامنت ها که به صورت صاف نگه داشته می شوند ، شکنندگی بیشتری دارند.
جذب رطوبت توسط فیلامنت مورد استفاده
فیلامنت ها معمولاً رطوبت را جذب می کنند ، به همین دلیل طبق تجربه توصیه می شود فیلامنت را در محلی نگه دارید که بتوان میزان جذب رطوبت را کاهش داد.
بسیاری از کاربران پرینتر سه بعدی با قرار دادن آن در کیسه پلاستیکی بزرگی که دارای دریچه ای برای بیرون کشیدن هوا است ، از شکستن رشته خود جلوگیری می کنند.
این یک مورد عالی است زیرا احتمال شکستن فیلامنت در زیر دنده اکسترودر را کاهش می دهد. البته لازم به ذکر است یکی از دلایلی که باعث افزایش احتمال شکستگی و جذب رطوبت می شود نگهداری و انبار کردن فیلامنت در شرایط نامناسب می باشد.
با استفاده از فیلامنت کم کیفیت
مارک های فیلامنت های زیادی در بازار موجود است ، بسته به روند ساخت برخی از آنها انعطاف پذیری بیشتری نسبت به دیگران دارند.
فیلامنت های جدید و تازه میزان کشش بالایی را نشان می دهد که به آنها اجازه می دهد راحت تر خم شوند اما با گذشت زمان مستعد شکستگی می شوند.
با نگاهی به کیفیت چاپ بزرگ ، فیلامنت های بی کیفیت که از تولید یکنواخت مراقبت نمی کنند ، احتمالاً مشکل شکستن را دارند.
یک توصیه مهم
فیلامنت گران قیمت همیشه بهترین نیست ، شما باید با ارزیابی بررسی ها ، نظرات و رتبه بندی های آنلاین آنلاین رشته ای را انتخاب کنید.
نحوه دمونتاژ کردن لوله PTFE :
بسته به شرایطی که فیلامنت شکسته است ، Bowden را فقط از سر پرینت یا در هر دو طرف جدا کنید. سپس نازل را تا دمای 200 درجه گرم کرده و فیلامنت را بیرون بیاورید. این تمام کاری است که باید انجام دهید، نیازی به انجام کارهای بیشتر نیست.
ابتدا باید گیره ها را از هر دو انتها از لوله Bowden بردارید ، سپس می توانید به صورت دستی فیلامنت را فشار دهید یا بیرون بکشید تا محکم نگه داشته شود ، سپس آن را بردارید.
بسته به عمق فیلامنت، ممکن است لازم باشد کارهای بیشتری انجام دهید.
شما می توانید فیلامنت را با استفاده از هر ابزاری مانند قطعه دیگری از فیلامنت یا سیم نازک و یا مفتول به صورت دستی بردارید. طول ابزار باید 5 تا 6 سانتی متر و نازک در حدود 1 تا 1.5 میلی متر باشد. اکنون:
ابزاری را که انتخاب کرده اید از قسمت فوقانی اکسترودر عبور داده و آن را از طریق اکسترودر بالای فیلامنت شکسته فشار دهید.
فشار دادن ابزار را ادامه دهید تا زمانی که ببینید همه فیلامنت شکسته خارج شده و نازل کاملاً تمیز شده است.
اگر فیلامنت در محلی که فیلامنت را نمی توان با استفاده از سیم جدا کرد شکسته است ، باید:
نازل را تا دمای 200 درجه سانتیگراد گرم کنید.
با استفاده از موچین یا انبردست فیلامنت را خارج کنید.
فیلامنت را به آرامی از اکسترودر خارج کنید.
به کشیدن ادامه دهید تا کاملا از لوله PTFE خارج شود.
امیدوارم این مقاله براتان مفید واقع شده باشد و در مواجه با این مشکل کمکتان کند ، با ما در ادامه مقالات و بررسی مشکلات دیگر پرینتر سه بعدی همراهی کنید .
کیفیت بد لایه اول پرینت سه بعدی از مهمترین فاکتور های یک پرینت سه بعدی خوب، داشتن یک لایه خوب و تمیز است، اگه خیالتان از لایه اوله راحت شود، میتوانید به احتمال 90% از ادامه چاپ سه بعدی اطمینان کسب کنید.زیرا پایه ای را تشکیل می دهد که لایه های بعدی روی آن قرار می گیرد.
کیفیت بد لایه اول پرینت سه بعدی یکی از مشکلاتی است بسیار بروز می دهد.
اگر لایه اول ضعیف به هیت بد بچسبد ، ممکن است قطعه پرینت قبل از تکمیل جدا شود و منجر به خرابی شود.
از چسبندگی بیش از حد نیز باید خودداری شود ، زیرا برداشتن چاپ دشوار است. لایه اول ایجاد تعادل بین ثبات پرینت و سهولت برداشتن بعد از اتمام پرینت است.
بسیار مهم است که اولین لایه چاپ شما به شدت به هیت بد پرینتر سه بعدی متصل باشد تا بقیه قسمت شما بر روی این پایه ساخته شود.به خصوص هنگام چاپ با فیلامنت ABS
اگر لایه اول به پلتفرم نچسبد ، بعداً مشکلاتی را ایجاد می کند.
روشهای مختلفی برای کنار آمدن با این مشکلات چسبندگی لایه اول وجود دارد ، بنابراین ما چندین دلیل معمول را در زیر بررسی خواهیم کرد و نحوه پرداختن به هر یک را توضیح خواهیم داد.
برای شروع ، هیت بد (Heat bed) پرینتر خود را به درستی تراز کنید.کیفیت بد لایه اول پرینت سه بعدی بسیاری از چاپگرهای جدید دارای کالیبراسیون خودکار هستند ، در صورتی که این آپشن برای پرینتر شما امکان پذیر نیست ، فقط مطمئن شوید که توالی تسطیح را از قبل اجرا کرده اید.
در این مقاله به بررسی دلایل بروز این مشکل می پردازیم .
• تنظیمات اشتباه لایه اول پرینت در نرم افزار اسلایسر
گام اصلی در تضمین اولین لایه موفقیت آمیز ، بهینه سازی تنظیمات پرینت سه بعدی است. با تنظیم اولین تنظیمات لایه در اسلایسر خود ، می توانید بدون تغییر در شکل ظاهری بقیه پرینت ، از موفقیت لایه اول اطمینان حاصل کنید. در اینجا برخی از مفیدترین تنظیمات وجود دارد .کیفیت بد لایه اول پرینت سه بعدی
این تنظیمات دمایی را که پرینتر سه بعدی شما لایه اول را چاپ می کند تغییر می دهد. دمای بالاتر باعث می شود که پلاستیک بهتر ذوب شود و به بستر بچسبد ، بنابراین سعی کنید دما و نازل و بستر را هر کدام حدود 5 درجه سانتیگراد بالاتر از قبل ببرید.
عرض لایه اول
این تنظیم ،عرض خطوط خارج شده از پرینتر سه بعدی شما را تغییر می دهد. یک تنظیم عرض خط بالاتر باعث می شود که لایه های شما به درون هیت بد بچسبد و سطح بیشتری را در بر گیرد واحتمال خرابی را کاهش دهند. به طور معمول می توانید این تنظیمات را به دو برابر اندازه قطر نازل پرینتر سه بعدی خود قرار دهید (که معمولاً 0.4 میلی متر است).
ارتفاع لایه اول
تنظیم ارتفاع لایه اول شما را تغییر می دهد. مقدار بالاتر در لایه اول اثرات خطاهای جزئی در کالیبره کردن را کاهش می دهد ، و به طور موثر ضریب اطمینان را افزایش می دهد. به طور معمول می توانید با یک نازل استاندارد 0.4 میلی متر تا حدود 0.3 میلی متر بروید.
سرعت پرینت لایه اول
این تنظیم سرعت اکسترود شدن لایه اول را تغییر می دهد. پرینت آهسته تر زمان بیشتری را برای ذوب شدن پلاستیک فراهم می کند ، تاثیری مشابه افزایش دمای چاپ دارد. اگر ارتفاع لایه یا عرض لایه را افزایش داده اید ، ممکن است بخواهید این راه حل هم امتحان کنید.کیفیت بد لایه اول پرینت سه بعدی
• نظافت سطح پرینت یا هیت بد (Heat bed)
اگر سطح چاپ شما کثیف و چرب باشد ، تنظیمات لایه اول تازه تنظیم شده شما کار زیادی نمی کند. لایه اول به احتمال زیاد نمی تواند چسبیده و چاپ شما خراب شود. برای جلوگیری از این مسئله ، قبل از هر پرینت ، یا حداقل بین چند مورد ، تخت چاپ خود را پاک کنید.
این را می توان با الکل ایزوپروپیل و یک حوله کاغذی انجام داد. فقط چند ثانیه طول می کشد ، اما برای کیفیت لایه اول امری تاثیر گذار است.کیفیت بد لایه اول پرینت سه بعدی
• نازل خیلی دور از هیت بد قرار بگیرد
برای کیفیت بد لایه اول پرینت سه بعدی پس از اینکه سطح هیت بد شما به طور مناسب کالیبره شد ، هنوز باید مطمئن شوید که نازل نسبت به سطح هیت بد در ارتفاع صحیح شروع می شود.
هدف شما این است که اکسترودر خود را در فاصله ای کاملاً دور از صفحه ساخت قرار دهید – نه خیلی دور و نه خیلی نزدیک. برای چسبندگی خوب به صفحه ساخت ، می خواهید فیلامنت شما در برابر صفحه ساخت کمی له شود.
اگرچه می توانید این تنظیمات را با اصلاح سخت افزار تنظیم کنید ، انجام این تغییرات از Simplify3D معمولاً بسیار راحت تر (و دقیق تر!) برای این کار ، روی “Edit Process Settings” کلیک کنید تا تنظیمات فرآیند شما باز شود و سپس به تب G-Code بروید. برای ایجاد تنظیمات بسیار دقیق در موقعیت نازل می توانید از Z-Axis global G-Code Offset استفاده کنید.کیفیت بد لایه اول پرینت سه بعدی
به عنوان مثال ، اگر برای offset محور G-Code -0.05 میلی متر وارد کنید ، نازل شروع به چاپ 0.05 میلی متر نزدیکتر به سکوی ساخت شما می کند.
مراقب باشید فقط تنظیمات کوچکی روی این تنظیم انجام دهید. ضخامت هر لایه از قسمت شما معمولاً فقط حدود 0.2 میلی متر است(کیفیتی که در بیشتر مواقع پرینت می کنیم 200 میکرون هست ) ، بنابراین یک تنظیم کوچک تا حد زیادی طول می کشد.
با توجه به این مشکل یکی از راه حل های موجود برای بر طرف کردن این مسئله می توان از چسب های مختلف استفاده کرد ولی باید به این موضوع دقت داشت که استفاده بیش از حد لازم می تواند باعث آسیب دیدن سطح پرینت شما شود و قطعه پرینت شده با قسمتی از شیشه جدا شود .کیفیت بد لایه اول پرینت سه بعدی
برای اینکه کیفیت بد لایه اول پرینت سه بعدی بروز ندهد ، نکات ذیل را مدنظر داشته باشید:
استفاده از چسب به حد کافی برای کمک به چسبندگی لایه اول به هیت بد:
این شامل اسپری مو ، نوار نقاشی آبی و چسب خانگی استاندارد است. این موارد به چسبیدن مواد کمک می کند ، و همچنین به عنوان مواد آزاد کننده برای مواد بسیار خوب چسبیده ، جلوگیری می کند و از آسیب رسیدن به سطح پرینت شما جلوگیری می کند. یک لایه نازک می تواند این کار را انجام دهد و مفید واقع شود.کیفیت بد لایه اول پرینت سه بعدی
از پرینت مستقیم روی هیت بد با TPE و PETG خودداری کنید
این با نکته قبلی همراه است اما ذکر کردن آن ارزشمند است. TPE و PETG به دلیل چسبندگی زیاد برای پرینت سطوح مشهور هستند ، همیشه برای این مواد از ماده آزاد کننده استفاده کنید.
اگر هیچ کدوم از موارد بالا براتون کارآمد نبود حتما ازRAFT و BRIMS استفاده کنید
گاهی اوقات شما در حال چاپ یک قسمت بسیار کوچک هستید که به سادگی سطح کافی برای چسبیدن به سطح هیت بد را ندارد.
Simplify3D شامل چندین گزینه است که می تواند به افزایش این سطح کمک کند تا سطح بزرگتری برای چسباندن به تخت چاپ فراهم شود.
یکی از این گزینه ها “لبه” نامیده می شود. لبه حلقه های اضافی در اطراف قسمت بیرونی قسمت شما اضافه می کند ، شبیه این که لبه کلاه دور کلاه را افزایش می دهد.
این گزینه را می توان با رفتن به انتهای برگه “Additions” فعال کردن گزینه “Use Skirt / Brim” فعال کرد. Simplify3D همچنین به کاربران امکان می دهد تا زیر قسمت خود یک قایق اضافه کنند ، که می تواند برای ایجاد سطح بزرگتر برای چسبندگی بستر نیز استفاده شود.کیفیت بد لایه اول پرینت سه بعدی
آموزش نرم افزار Simplify3d مباحث RAFT , SKIRT , BRIM
پهن شدن لایه های پایینی چاپ حین - پرینت اصطلاحا پافیلی شدن در پرینتر سه بعدی (elephant's foot)
پافیلی شدن در پرینتر سه بعدی
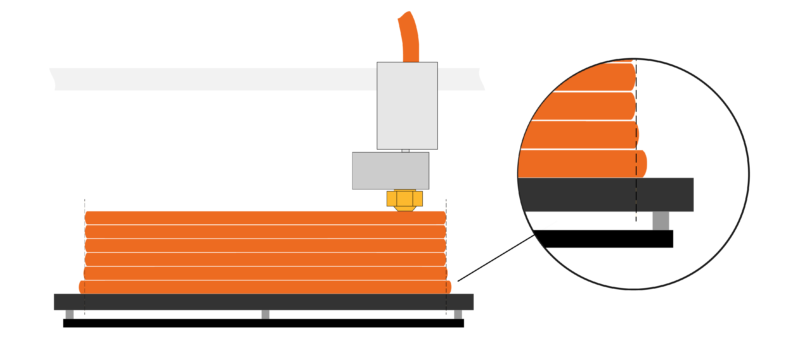
یکی از رایج ترین مشکلاتی که در خدمات پرینت سه بعدی با آن روبرو خواهید شد ، اصطلاحاً پای فیل است. گرچه این مدل پرینت سه بعدی شما را به طور کامل از بین نمی برد ، اما اطمینان حاصل می کند که پس از اتمام مراحل پرینت سه بعدی ، به طور قابل توجهی کار دوباره بیشتری در مدل شما لازم است.
گاهی اوقات هنگام چاپ بدون Raft ، ممکن است متوجه شوید که لایه اول کمی بزرگتر از بقیه لایه های بالایی است که این پدیده را به خاطر شباهت به پای فیل، پا فیلی می گویند.
گرچه بیشتر اوقات قابل توجه و با اهمیت بسیار نیست ، اما هنگام چاپ سه بعدی برای کاربردهای صنعتی می تواند مشکل بزرگی ایجاد کند. این تلرانس باعث می شود که قطعات به سختی در کنار هم قرار بگیرند.
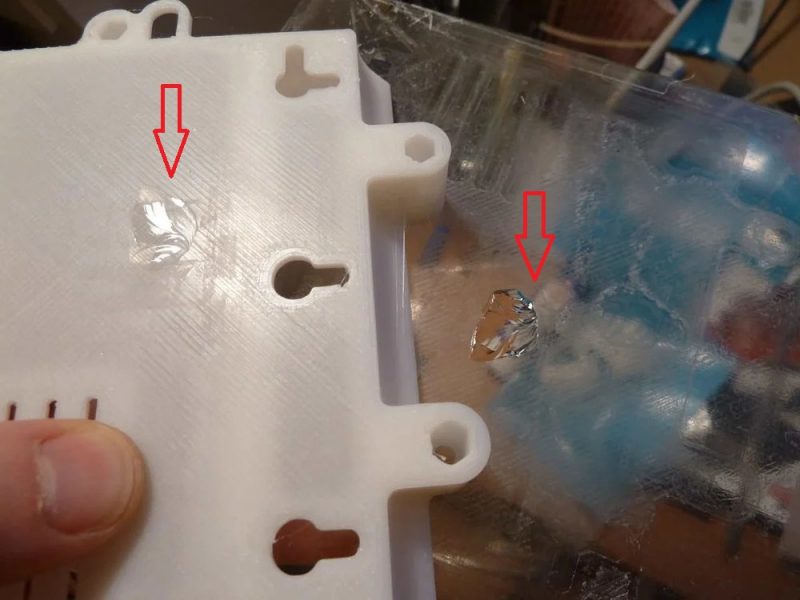
این مشکل غالباً در پرینت های بزرگ به وجود می آید ، زیرا علت به وجود آمدن این مشکل به سبب فشار آوردن نیروی وزن جسم روی لایه های اول ایجاد می شود. اگر به طور کامل خنک نشود ، این وزن باعث برجستگی لایه اول می شود.
پا فیلی اغلب به علت لایه اول خنک نشده ایجاد می شود.
اگر دمای هیت بد (Heat bed) چاپ بسیار زیاد باشد یا اگر فن به اندازه مورد نیاز نتواند لایه ها را خنک کند
ممکن است لایه اول به درستی سرد نشود و باعث پهن شدن لایه های اولی در حین پرینت سه بعدی شود.
پافیلی شدن در پرینتر سه بعدی
هیت بد را کالیبره کنید و نازل پرینتر سه بعدی خود را تنظیم کنید
قبل از اینکه سراغ هر چیز دیگری بروید ، از ایده آل بودن شرایط پرینت مطمئن شوید. گاهی اوقات پا فیلی به سادگی نتیجه یک صفحه ساختاری بدون تراز یا یک ارتفاع بسیار نازک است. این مسائل هر دو باعث می شوند لایه اول خیلی پایین خرد شود و مجبور به بیرون آمدن شود.
خوشبختانه تعمیر آنها آسان است ، زیرا هم تراز کردن صفحه ساخت و هم افزایش اندک ارتفاع نازل (در برش دهنده شما) ساده و سریع است.
پافیلی شدن در پرینتر سه بعدی
کاهش دمای هیت بد (Heat bed)
هنگام تنظیم دمای مناسب هیت بد پرینتر ، یافتن تعادل مناسب مهم است. مهم است که به لایه اول زمان کافی برای خنک شدن داده شود تا بتواند پایدار بماند.
اگر هیت بد پرینتر خیلی گرم باشد ، لایه های پایین که خیلی نرم هستند با وزن جسم فشرده می شوند. با این وجود ، اگر بستر چاپ خیلی سرد باشد ، ممکن است تاب خوردگی (warping)ایجاد شود که یک مسئله ناخوشایند دیگر از تنظیمات اشتباه پرینتر سه بعدی است .
دما را هر مرتبه 5 درجه سانتیگراد کاهش دهید تا با موفقیت پرینت شود و هیچ برآمدگی نداشته باشد. اگر آن را بیش از 20 درجه سانتیگراد خارج از دمای توصیه شده کاهش دهید و مشکل از این بهتر نباشد ، ممکن است پای فیلی توسط مشکل دیگری ایجاد شود.پافیلی شدن در پرینتر سه بعدی
با Raft پرینت سه بعدی خود را انجام دهید
اضافه کردن پخ (chamfer) به مدل سه بعدی
از آنجا که مشکل بین لایه اول و هیت بد بوجود می آید ، یک Raft می تواند راه حل را برای شما به ایجاد کند، اگر به یک قطعه برای قرار دادن در قطعه دیگر نیاز داشته باشید ، می تواند بسیار مفید باشد.
پافیلی شدن در پرینتر سه بعدی
در برخی موارد ، رها شدن از پای فیل بسیار دشوار است.پ
به جای تغییر در پرینتر سه بعدی خود ، ممکن است برای جلوگیری از تشکیل یک پای فیل در حین طراحی مدل پرینت سه بعدی ، یک تغییر جزئی مدل ساده تر باشد.
با قرار دادن یک پخ کوچک 45 درجه در لبه پایین قطعه ای که می خواهیم پرینت کنیم ، می توان اثرات پای فیل را کاهش داد.
تفاوت فیگور و اکشن فیگور DOLL VS FIGURE VS ACTION FIGURE
اگر به طور کلی بخواهیم بین عروسک ها با فیگور و اکشن فیگور تفاوت قائل شویم می توانیم به اینصورت بیان کرد که ،عروسک مدل کوچکی از انسان (به طور معمول نوزاد یا دختر) ، به عنوان اسباب بازی کودک استفاده می شود در حالی که اکشن فیگورها مدل هایی هستند که نشان دهنده یک شخص یا شخصیت خیالی هستند که شناخته می شوند.تفاوت فیگور و اکشن فیگور
این یک روش ساده و مستقیم برای تعیین تفاوت است اما بیایید کمی عمیق تر شویم. وقتی این کار را می کنیم ، خواهید دید که هیچ چیز به همان راحتی که به نظر می رسد ساده نیست. و به نظر می رسد هرچه بیشتر به آنها نگاه کنیم اختلافات کمتر به چشم می آید .
فرض کنید که “عروسک ها” یک وسیله بازی دخترانه هستند در حالی که چهره های اکشن فیگور عمدتا برای پسران تولید می کنند. حتی ممکن است برخی بگویند که عروسک ها لباس های متنوعی دارند در حالی که لوازم جانبی اکشن فیگور شامل وسایل ورزشی ، وسایل جنگی و… است.
اما این تصورات ممکن است کمی قدیمی به نظر برسد. به خصوص وقتی در نظر بگیرید که بسیاری از موارد استثنایی در این تعمیم وجود دارد که فقط با قالب متناسب نیست. بنابراین ، قبل از اینکه نگاهی به تفاوت ها و استثناها بیندازیم بیایید یک لحظه به تاریخ هر کدام نگاهی کنیم.
تاریخچه فوق العاده عروسک ها
اولین عروسک هایی که ما از خشت و چوب ساخته ایم و مربوط به تمدن های باستان مصر ، یونان و روم است. آنها در جادوها و آیین های مذهبی در سراسر جهان استفاده شده است. حتی از اسباب بازی های ساده گرفته تا هنرهای فانتزی ساخته شده از ظروف چینی نیز متغیر هستند. و همه جا از اروپا ، آفریقا ، آسیا و قاره آمریکا یافت شده است. تفاوت فیگور و اکشن فیگور
عروسک های G.I.Joe | اکشن فیگور متولد می شود
در حالی که عروسک ها دارای تاریخچه غنی هستند ، شخصیت های اکشن فیگور تاریخچه کوتاهی دارند که از سال 1964 آغاز می شود. این زمانی است که هاسبرو برای فروش عروسک های G.I.Jo خود از اصطلاح “اکشن فیگور” استفاده کرد.
آنها این کار را برای تصرف بازار پسر بچه هایی انجام دادند که “عروسک ها” را به عنوان یک اسباب بازی دخترانه می دیدند. و البته ایده آنها کار کرد. عروسک G.I Jo کمک کرد Hasbro به یکی از بزرگترین شرکت های اسباب بازی سازی در آمریکا تبدیل شود. اما ، حتی در آغاز مرز خیالی عروسک ها و شخصیت های اکشن فیگور مبهم بود.
عروسک اصلی GI Jo همین اشکن فیگور بود. این یک کپی پلاستیکی به طول 11.5 اینچ بود که شخصی به طور خاص به عنوان یک اسباب بازی برای کودکان ساخته شده است.
ممکن است ماکت یک مرد باشد. ممکن است مفاصل و لباس فرم نظامی کامل با برچسب های سگ داشته باشد. اما در اساسی ترین اصل این یک عروسک بود.
بنابراین ، اگر بیان چیزی نباشد که شخصیت های اکشن فیگور را از عروسک ها جدا کند ، شاید این لوازم جانبی باشد. عروسک اصلی GI Jo همراه با لباس نظامی و برچسب های سگ بود. آنها به عنوان اولین اقداماتی که تاکنون به بازار عرضه شده است ، به طور گسترده ای پذیرفته شده اند. بنابراین ، می توانیم فرض کنیم این لوازم جانبی است که اولین GI Jo را متفاوت کرده است.تفاوت فیگور و اکشن فیگور
آیا یک عروسک می تواند به عنوان یک فیگور و اکشن فیگور دانست ؟
ببایید مقایسه بین باربی و G.I.Joe را کنار بگذاریم و به سرزمین جادوگر اوز سفر کنیم. اگر فیلم را تماشا کرده باشید . می دانید گلیندا جادوگر خوب جنوب کیست.
او جادوگری است که از دوروتی به اوز استقبال می کند ، او را “برای دیدن جادوگر” می فرستد و برای نجات او را به مزارع خشخاش کوچ می کند. او یک لباس صورتی ، تاج براق و یک عصای جادویی به تن داشت. اما ، این واقعیت را کنار بگذارید ، قطعاً می توان گفت که عروسک مدل کوچکی از انسان است که به عنوان اسباب بازی کودک استفاده می شود.
فکر نمی کنم کسی با این مشکل داشته باشد ، احتمالاً به راحتی می توان گفت که یک اکشن فیگور عروسکی است که نوعی عمل را به تصویر می کشد. نحوه به تصویر کشیدن عمل می تواند بسیار متفاوت باشد. و اینکه آیا اصلاً اقدام خاص و یا معروف مانند رقصیدن جوکر بر روی پله ها را به تصویر می کشد یا خیر جای بحث دارد. بنابراین ، تفاوت واقعی این دو چیست؟ واقعا هیچ چیز تفاوت فیگور و اکشن فیگور
فیگور چیست؟
اگر سری به اسباب بازی فروشی های بزرگ زده باشید، حتما شما هم با محصولات پلاستیکی کوچکی که شمایل مجسمه مانند دارند رو به رو شده اید. این مجسمه های کوچک که به آن ها فیگور می گویند؛ معمولا شبیه سازی حالت های شخصیت های انیمیشنی یا فیلم های سینمایی هستند. این عروسک ها را در حالت های مختلفی تولید کرده اند. فیگورها در واقع در دسته اسباب بازی ها قرار گرفته و از پلاستیک تولید می شوند. این اسباب بازی ها برخلاف تصور عموم برای بازی کردن نبوده و بیشتر کلکسیونرها آنها را جمع آوری می کنند. فیگورها دارای بدنی ثابت بوده و قطعات متحرک ندارد. سربازهای پلاستیکی و نمونه هایی از ابر قهرمان ها جزو اولین فیگورهایی بوند که در دنیا تولید شدند.
فیگور شخصیت های کارتونی و انیمیشن ها
حتما شما هم بارها انیمیشن های معروف و یا حتی کارتون های به روز دنیا را دیده اید. از کارتون های بچگانه گرفته تا انیمیشن ها و انیمه های ژاپنی که بین نوجوانان و جوانان بسیار محبوب هستند. این فیلم ها و انیمیشن ها بزرگترین الهام بخش تولید کنندگان فیگورها بوده اند. آن ها با الهام از شخصیت های معروف و محبوب در این فیلم ها و کارتون ها، فیگورهایی که مشابه همان شخصیت هستند را تولید می کنند.
فیگور فیلم های سینمایی
یکی دیگر از معروف ترین فیگورهایی که تولید شده اند، مربوط به شخصیت هایی هستند که در فیلم های سینمایی بازی کرده اند. مثلا فیگورهای مربوط به شخصیت های مارول و دی سی که همگی بین اقشار مختلف جامعه بسیار محبوب هستند. معروف ترین فیگورهایی که برای ساخت آنها از فیلم های سینمایی الهام گرفته اند؛ مربوط به فیگور جوکر و اسپایدرمن یا مرد عنکبوتی است.
فیگور شخصیت های تخیلی
شخصیت های تخیلی زیادی در دنیای کتاب ها زندگی می کنند. معروف ترین آنها هم هری پاتر است. این شخصیت تخیلی و دیگر شخصیت هایی که در کتاب ها و توسط نویسنده ها خلق شده اند، نیز فیگورهای خاص خود را دارند. در بین کلکسیونرها فیگورهای مربوط به شخصیت های کتاب هری پاتر بسیار معروف هستند. یکی دیگر از شخصیت های معروف دراکولا است و فیگورهای این شخصیت به شدت محبوب هستند.
فیگور شخصیت های واقعی
شخصیت های واقعی در دنیا وجود دارند که تاثیرات زیادی در دنیا داشته اند. برای علاقه مندان فیگور این شخصیت ها نیز تولید شده است. حتما فیگورهایی از افراد معروفی مانند انیشتین و یا استیو جابز را دیده اید. از شخصیت های دیگر معروف دنیا نیز فیگورهای محبوب تولید شده است. به طور کلی حوزه فیگورها بسیار وسیع است. در هر زمینه ای شما خواهید دید که فیگورهای جذابی تولید شده اند. اما نکته مهم در مورد این فیگورها این است که آنها برای بازی کردن نیستند و اندام ثابتی دارند. کلکسیونرهای جوان و نوجوان جزو طرفداران پروپاقرص این فیگورها هستند. رنگ فیگورها ثابت بوده و با شستشو یا نور خورشید کمرنگ نمی شوند.
اکشن فیگور
اکشن فیگورها، همان فیگورها هستند. دقیقا با همان شباهت و همان شخصیت ها. با این تفاوت که در ساخت اکشن فیگورها از قطعات یکپارچه استفاده نمی شود. اکشن فیگورها معمولا دارای دست ها، پاها، سر یا لوازم جانبی متحرک هستند. برای مثال اگر اکشن فیگور یک شخصیت را با فیگور آن مقایسه کنید؛ متوجه خواهید شد که اکشن فیگور ها دارای دست ها و پاهای متحرک هستند. حتی اجزای جانبی آن نیز قابل جدا شدن از بدنه اکشن فیگور بوده و دوباره به آن متصل می شود. این را در نظر داشته باشید که هم اکشن فیگورها و هم فیگورها هر کدام طرفداران خاص خود را دارند. برای برخی از افراد فیگورها از نظر ظاهری جذابیت کمتری دارند. اما برخی دیگر فیگورها را به اکشن فیگورها ترجیح می دهند.
اسباب بازی
در دسته لوازم سرگرمی دسته ای به نام اسباب بازی وجود دارد. تقریبا به هر چیزی که سرگرم کننده باشد برچسب اسباب بازی می زنند. این دسته بندی از آنجا می آید که اسباب بازی ها در واقع اسباب و لوازمی برای بازی هستند. هر کدام از آنها نیز دسته بندی های خاص خود را دارند. برای مثال اکشن فیگورها و فیگورها نیز در دسته بندی اسباب بازی ها قرار می گیرند. انواع اسباب بازی ها متحرک و ثابت در مدل های مختلف می توانند سرگرم کننده باشند.
عروسک
اگر چه نباید به انواع اسباب بازی ها جنسیت داد، اما عروسک واژه ای است که با کاف تصغیر نشان دهنده این است که اسباب بازی عروسک یک عروس کوچک شده است. پس این دیدگاه به وجود می آید که عروسک ها مخصوص دخترها طراحی شده اند. عروسک ها هم در دسته اسباب بازی ها قرار می گیرند. آنها را از پارچه و پلاستیک می سازند. تفاوت این اسباب بازی با اکشن فیگورها و فیگورها این است که از آن برای بازی استفاده کرده و آن را کلکسیون نمی کنند. عروسک های زیادی در اشکال حیوانات و حتی دختران و پسران تولید می شوند. مخاطب عروسک ها بیشتر کودکان هستند. انواع پارچه ای و پولیشی آن برای نوزاد تا کودکی بسیار مناسب است. اما در نظر داشته باشید که استفاده از عروسک جنسیت خاصی نداشته و چه پسرها و چه دخترها می توانند از آنها استفاده کنند. این نکته در خصوص اکشن فیگورها و فیگورها نیز صادق است. اگر چه ممکن است آن ها از روی شخصیت ها مرد تولید شده باشند؛ اما به این معنی نیست که خانم ها نمی توانند از آن استفاده کنند. خانم های زیادی هستند که جزو کلکسیونرهای اکشن فیگورها و فیگورها هستند.
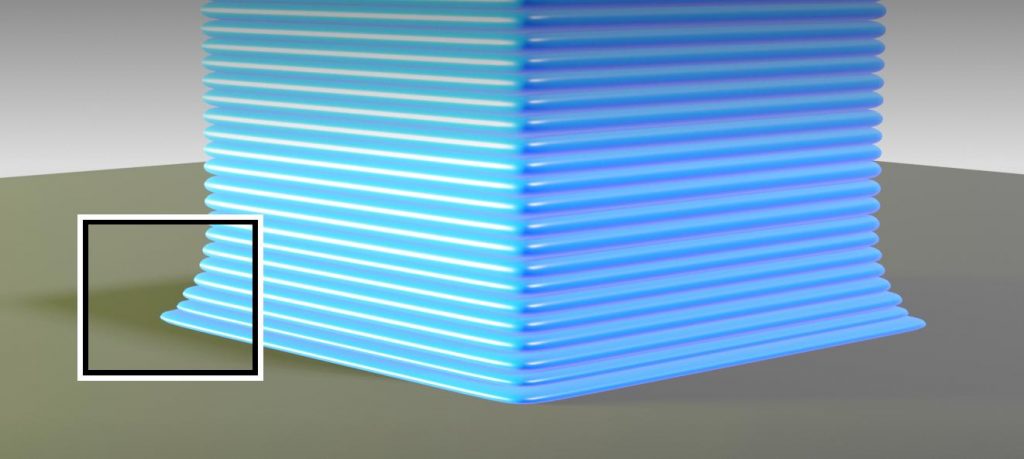
فاصله بین دو خط افقی را layer-height رزولوشن پرینتر سه بعدی میگویند.
layer-height کیفیت پرینتر سه بعدی چقدر است ؟
همانطور که میدانیم روش ساخت تکنولوژهای افزودنی به صورت لایه به لایه است. در پرینترهای FDMSLADLP SLS و …. از روش ساخت لایه روی لایه تشکیل میشود، حال یا مواد به صورت فیلامنت در پرینتر سه بعدی fdm استفاده میشود یا به صورت رزینی در پرینترهای SLA DLP به صورت لایه ای شکل را تشکیل میدهند. layer-height رزولوشن پرینتر سه بعدی
به سراغ تعریف Layer Height میرویم. به طور مثال در پرینترهای سه بعدی FDM زمانی که نازل برای اولین برای سطح هیت بد را لمس میکند، و با توجه با کالیبره بودن هیت بد نسبت به اندازه نازل (نازل 0.4 باید به راحتی کاغذ A4 از زیر نازل و روی صفحه هیت بد عبور کند) اولین لایه به صورت مواد مذاب از نازل بیرون می اید و روی هیت بد میریزد. اندازه این لایه را چه کسی تعیین کرده ؟
layer-height کیفیت پرینتر سه بعدی مرحله بعد وارد کردن مدل سه بعدی به داخل نرم افزارهای اسلایسر است.
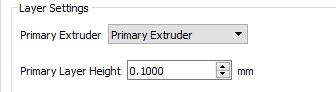
به طور مثال در نرم افزار اسلایسر simplify3d در سر برگ layer ما تنظیمات مربوط به layer height یا رزولوشن پرینتر سه بعدی را پیدا میکنیم، حالا نوبت تصمیم گیری است
چندین سوال مطرح میشود؟
آیا استحکام شکل در اولویت است یا شکل ظاهری شکل ؟
تاثیر زمان و به طبع هزینه پرینت چگونه است ؟
ایا سطح قطعه چاپ شده پرداخت میشود ؟
استحکام یا ظاهر پرینت ؟
layer-height کیفیت پرینتر سه بعدی خب روند کار پرینتر سه بعدی به صورت حرکت ها محور ها در سه جهت بود X Y Z به طور معمول پرینتر های ساخت داخل از تسمه برای حرکت دادن محورها x y استفاده میکنند، و بعضی از خدمات پرینتر سه بعدی از پرینترهای سه بعدی دست ساز با مکانیزم ریل واگن در راستای XY نیز بهره منده هستند. layer-height رزولوشن
برای محور z سه نوع مکانیزم وجود دارد که بعدها به بررسی تک تک آنها نیز میپردازیم
1.پیچ متری (دقت کم – ارزان قیمت)
2-لید اسکرو (قیمت متوسط دقت متوسط)
3- بال اسکرو (قیمت و دقت بالا)
پارامتر layer height به محور Z بیشتر مربوط میشوند هر چند ،اندازه نازل نیز تاثیر گذار است.
زمانی نازل میخواهد اولین لایه را به روی هیت بد اکسترود کند، نسب پارامتر layer height میزان پاشش فیلامنت روی هیت بد را انجام میدهد.
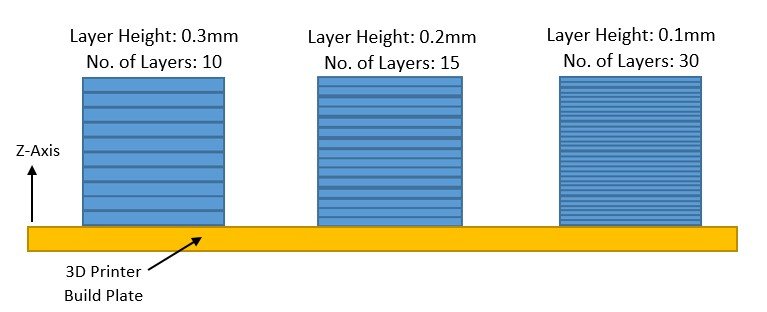
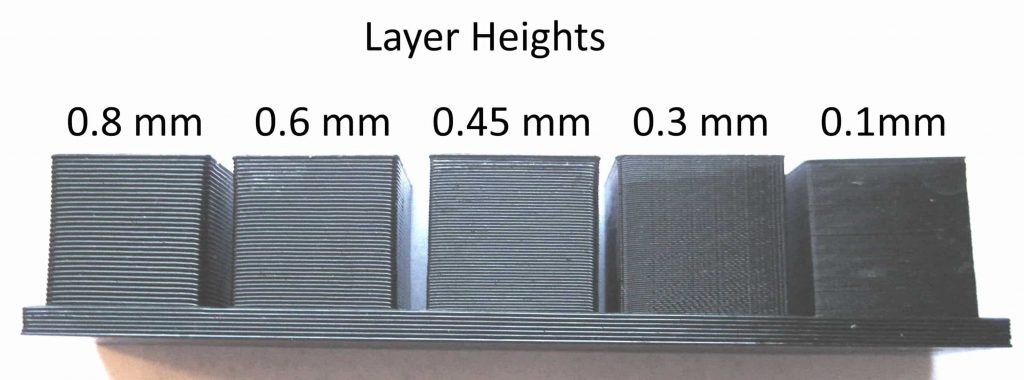
میزان ارتفاع هر لایه را layer height و یا رزولوشن پرینتر سه بعدی می نامند. اگر استحکام شکل برای شما اولیت اول باشد.
بهتر است بدانید قطعه ای که با 300 میکرون پرینت میشود 20 % از قطعه که با 100 میکرون تنظیمات پرینت میشود محکمتر است !!!!
ولی ظاهر قطعه ای که با 300 میکرون چاپ میشود به هیچ وجه قابل مقایسه به قطعه ای که 100 میکرون چاپ میشود نیست. layer-height کیفیت پرینتر سه بعدیlayer-height رزولوشن
هر 1000 میکرون = 1 میلیمتر
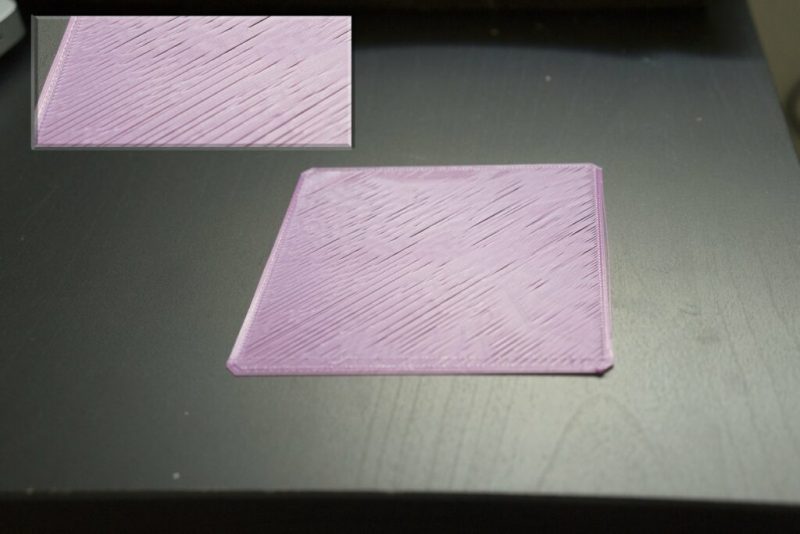
کیفیت ظاهری سطح پرینت
زمانی پیش می اید که ظاهر قطعه یا به عبارتی خروجی سطح قطعه ارجعیت بالایی دارد، در این زمان ما باید از مقدار میکرون کمتری استفاده کنیم، هر چه مقدار میکرون پایینتر باَشد، ارتفاع هر لایه ای که ساخته میشود نیز کمتر است.پس جزییات به وضوح در مقدار میکرون کمتر نمایان میشود . در یک جمله layer-height رزولوشن کیفیت بالاتر = میکرون کمتر layer
اگر بخواهیم با شما صادق باشیم به عنوان یک مرکز خدمات پرینت سه بعدی، هیچ پرینتر سه بعدی چه دست ساز و چه شرکتی حتی بهترین شرکت ها (ultimker,makerbot,…..) تا به حال هیچ پرینتری با دقت کمتر از 50 میکرون برای مصارف خانگی تولید نکرده اند.
هر پرینتر سه بعدی که میخرید اگر اعلام کرده اند که دقت کمتر از 50 میکرون میزنند، صرفا یک شعار تبلیغاتی است…..
اگه مدل شما هندسه پیچیده ای دارد اگر مقدار اندازه سوراخ ها برایتان خیلی مهم است، اگر جزییات حرف اول را میزند، به ناچار مجبورید که پرینتی با میکرون پایین را برگزینید.
سوال مهمی که پیش می آید این است ؟ آیا 100 میکرون یک کیت پرینتر 3 4 میلیونی با 100 میکرون یک پرینتر با کانفیگ خوب دست ساز یا شرکت های معتبر مانند (anet ender ) یکسان است ؟
قطعا مواردی همچون تنظیمات اسلایسر و مواد اولیه (فیلامنت) تاثیر گذار است.و نمیتوان نقش آنها را نادیده گرفت، حال فرض کنیم تنظیمات و مواد اولیه یکسانی باشد. بازم هم کیفیت سطح خروجی هر دو پرینتر باهم متفاوت است، از این رو ممکن است شما سفارش کار 100 میکرونی بدهید و اوپراتور پرینتر نیز عدد 100میکرون را وارد کند، ولی صرفا وارد کردن عدد در نرم افزار اسلایسر گواه بر خوب بودن کیفیت ظاهری قطعه نمیدهد.
همیشه از نوع پرینتر و مواد اولیه اطمینان کافی کسب کنید و سپس سفارش دهید. layer-height کیفیت پرینتر سه بعدی
تغییر مقدار layer height و تاثیر آن بر زمان و هزینه
خوب تا اینجا فهمیدیم که layer height چیست و چه تاثیر بر استحکام و ظاهر قطعه میگذارد. حالا نوبت بررسی تاثیر رزولوشن چاپ یا layer heigh بر زمان چاپ سه بعدی و هزینه پرینت آن است. layer-height رزولوشن
هر چه مقدار میکرون انتخابی کمتر باشد، تعداد لایه های که باید ساخته شود بیشتر میشود، پس زمان ساخت نیز بالاتر میرود. برای جبران زمان ساخت مقدار سرعت را نیز میتوان بالا برد، ولی همیشه این راه حل مناسبی نیست برای حل مشکل زمان، اگر سرعت بالاتر برود احتمال بروز مشکلات چاپ سه بعدی بیشتر میشود، و همچنین صدای دستگاه نیز بیشتر شنیده میشود، چون صدا تابعی از شتاب است.
به طور معمول سه نرخ سرعت پرینت با متریال فیلامنت وجود دارد؛ اولین گروه در مقادیر ۴۰ تا ۵۰ میلیمتر بر ثانیه، دومین گروه سرعت ۸۰ تا ۱۰۰ میلیمتر بر ثانیه میباشد. در حالی که بالاترین رنج سرعتی حدود ۱۵۰ میلیمتر بر ثانیه میباشد. برخی پرینترها در سرعتهای بالاتر هم وجود دارد (فرضا Ultimaker 3).
فراموش نکنید هر چه سرعت بالاتر رود به همان میزان از دقت چاپ کاسته میشود، مخصوصا در سرعتهای بالاتر از ۱۵۰ mm/s این افت کیفیت بیشتر هم به چشم می آید و حتی ممکن است مشکلات تزریق فیلامنت نیز پیش بیاید (البته در مدلسازی ساده، سرعت تاثیر مخربی چندانی ندارد، بر عکس هر چه قطعه پیچیده تر و با جزییات سطح بیشتری باشد سرعت بالا تاثیر منفی خواهد گذاشت). layer-height کیفیت پرینتر سه بعدی
به طور مثال به مدل سه بعدی رو به رو نگاه کنید مدل معروف fillenium_malcon از سری فیلم ها جنگ ستارگان. این مدل محبوب به صورت ایستاده و بدون ساپورت پرینت میشود، اگر از پرینتر سه بعدی خوبی بهره مند هستید، حتما این مدل را چاپ کنید.از کیفیت و جزییات مدل لذت ببرید.
بریم سراغ بررسی زمان و قیمت این مدل سه بعدی دارای پیچیدگی و منحنی های خاص در نرم افزار کیوراlayer-
حالت اول 100 % پروشندگی – مقدار layer height یا رزولوشن 100 میکرون– دیواره 1- نازل 0.4 سرعت 50 یا 3000mm/min
زمان 43 ساعت فیلامنت مصرفی 411 گرم
حالت دوم
100 % پروشندگی – مقدار layer height یا رزولوشن 200 میکرون– دیواره 1- نازل 0.4 سرعت 50 یا 3000mm/min
زمان 22 ساعت فیلامنت مصرفی 411 گرم layer-height کیفیت پرینتر سه بعدی
ight رزولوشن
حالت سوم
100 % پروشندگی – مقدار layer height یا رزولوشن 100 میکرون- دیواره 1- نازل 0.4 سرعت 70 یا 4200mm/min
زمان 35 ساعت فیلامنت مصرفی 411 گرم
حالت چهارم
100 % پروشندگی – مقدار layer height یا رزولوشن 200 میکرون- دیواره 1- نازل 0.4 سرعت 70 یا 4200mm/min
زمان 18ساعت فیلامنت مصرفی 411 گرم layer-he
خب در بالا دیدیم که مقدار فیلامنت مصرفی در دو حالت یکسان است، پس مقدار میکرون روی فیلامنت مصرفی اینجا تاثیری ندارد.
دیدم که اگر سرعت پرینتر را بیشتر کنیم، زمان نیز کمتر میشود پس این دو رابطه مستقیم دارند، توجه داشته باشید که سرعت 4200 برای بیشتر پرینترها مناسب نیست و ممکن است که جزییاتی نیز ار دست برود. layer-height رزولوشن
اگر مقدار میکرون تغییر کند از 200 میکرون به 100 میکرون، جزییات بیشتر چاپ میشود ولی زمان پرینت نیز بالاتر میرد و قطعا هزینه چاپ نیز بیشتر میشود
رزولوشن بیشتر
میکرون کمتر
زمان چاپ بیشتر
هزینه تمام شده بیشتر
به ترتیب از راست به چپ : دقت بالاتر ، نیاز به زمان چاپ بیشتر دارد. زمان چاپ بیشتر ، هزینه خروجی کار را افزایش میدهد layer-height کیفیت پرینتر سه بعدی
تکنولوژی
ضخامت لایه معمول
FDM
۵۰ – ۴۰۰ میکرون (معمول ترین ۲۰۰ میکرون)
SLA/DLP
۲۵ – ۱۰۰ میکرون (معمول ترین ۵۰ میکرون)
SLS
۸۰ – ۱۲۰ μmمیکرون (معمول ترین: ۱۰۰ میکرون)
Material Jetting
۱۶ – ۳۰ میکرون(معمول ترین: ۱۶ میکرون)
Binder Jetting
۱۰۰ میکرون
DMLS/SLM
۳۰ – ۵۰ میکرون
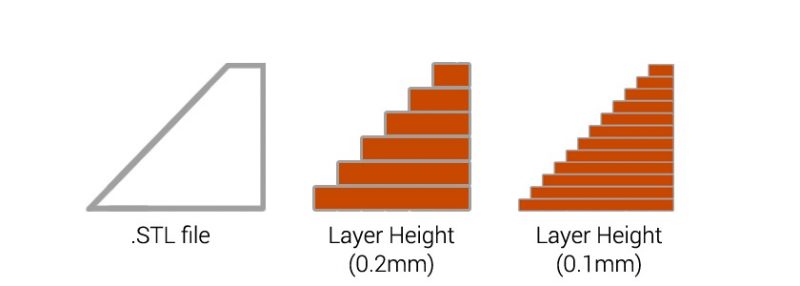
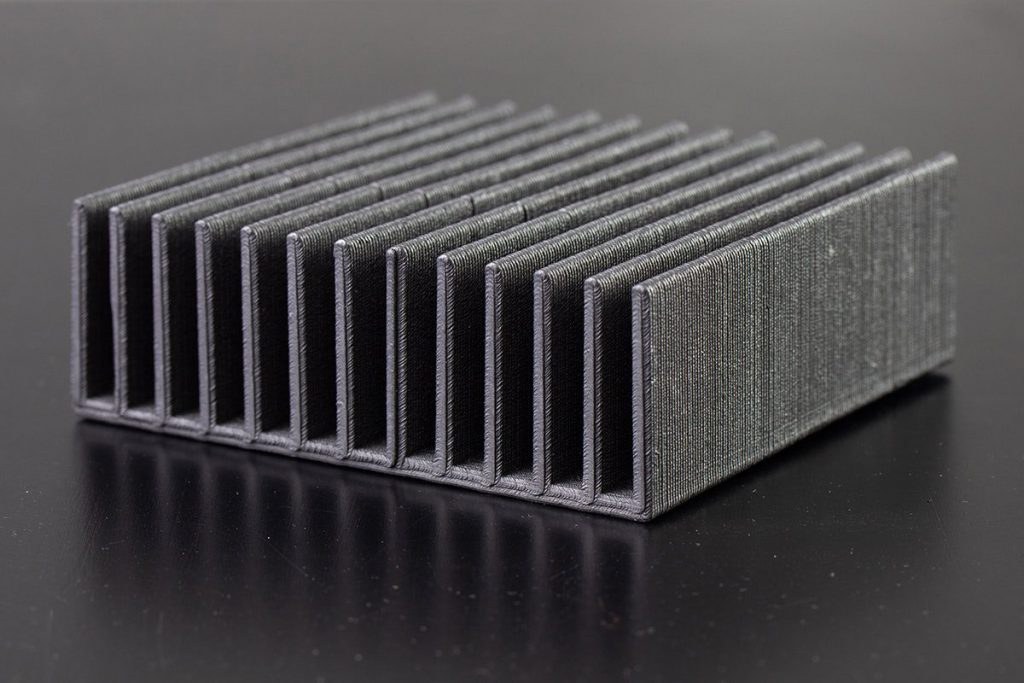
اثر پلکانی در پرینتر سه بعدی چیست ؟برای مثال، برای پرینت یک حفره در محور افقی ، نرم افزار پرینتر سه بعدی باید حفره دایره ای را به تعدادی لایه تقسیم کرده و این لایه ها را روی هم بگذارد ، این مسئله باعث ایجاد لبه های پلکانی می شود. به این پدیده تاثیر پلکانی گفته می شود و هرچه میزان انحنای یک سطح بالا باشد، این پدیده بیشتر در قطعه دیده می شود.