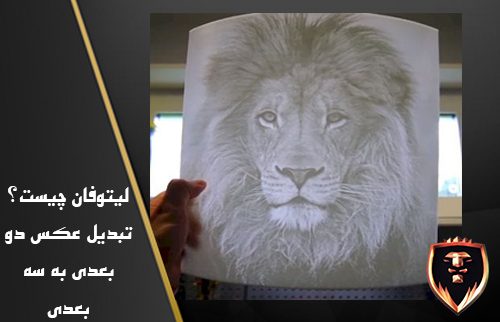
لیتوفان چیست و طرز ساخت یک لیتوفان
تبدیل عکس دو بعدی به سه بعدی
لیتوفان lithophane ، لیتوفین
همانطور که در مقاله قبلی به تاریخچه لیتوفان اشاره کردیم، راجب مراحل شکل گیری لیتوفان از زمان های قدیم تا جدید و انواع لیتوفان ها به...