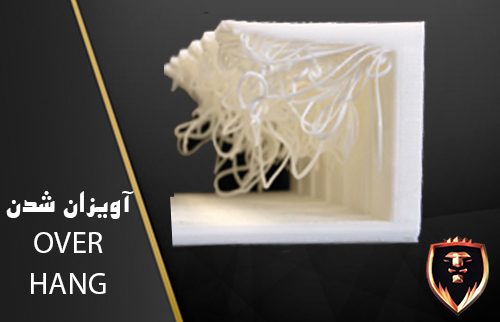
آویزان شدن فیلامنت overhang
مشکلات چاپ سه بعدی
هر فردی یا هر مرکز خدمات پرینت سه بعدی، بدون شک تا به حال با مشکلات چاپ سه بعدی مواجه شده، مشکلات پرینت سه بعدی FDM میتواند از زمان طراحی تا زمان پرداخت سطح قطعه چاپ شده نهایی پیش بیاید.مشکلات چاپ سه بعدی به پنج دسته اصلی تقسیم میشود. آویزان شدن فیلامنتالکتریکی (منبع...