پرینتر سه بعدی فلزات SLM

SLM & DMLS
معرفی تکنولوژی پرینت سه بعدی
تاریخچه 1995
پرینتر سه بعدی فلزات SLM و DMLS
همانند پرینترهای سه بعدی SLS کار میکنند با این تفاوت که به جای پودر پلیمر از پودر فلزات استفاده میکنند.
فناوری SLM به عنوان یکی از روشهای پرینت سه بعدی برای اولین بار در سال 1995 در مرکز تحقیقاتی Fraunhofer واقع در شهر آخن در کشور آلمان و در حین انجام یک پروژه تحقیقاتی و در قالب ثبت اختراع با کد 19649865 ارائه شد.
پرینترهای سه بعدی sls اولین تکنیک تولید مواد افزودنی بودند که در اواسط دهه 1980 توسط دکتر کارل دکار و دکتر جوباینان در دانشگاه تگزاس در آستین توسعه یافت.
اولین الگوی SLM در انستیتو ILT فرانهوفر آلمان و در سال 1995 طراحی شد. این تکنولوژی در اوایل قرن حاضر، توسط کمپانی F&S با همکاری MCP HEK GmbH که بعد ها به نام SLM Solutions GmbH تغییر نام دادتوسعه داده شد.
پرینتر سه بعدی فلزات SLM
پرینتر سه بعدی SLM یا Selective Laser Melting به معنای استفاده از لیزر جهت ذوب ( آلیاژ فلزات ) می باشد.
DMLS و Direct metal laser sentering یا تکنولوژی است که می تواند قطعات فلزی کاربردی را با چگالی بالای ( ۹۹٫۸ درصد) و توان مکانیکی بالا (نسبت به روش های ساخت سنتی) را ارائه دهد.
پرینتر سه بعدی فلزات SLM
نوعی عالی از چاپ سه بعدی برای پروژه هایی که دچار مشکلاتی مانند قالب سازی دشوار و دسترسی فیزیکی مشکل به سطوح برای ماشینکاری، و همچنین محدود بودن طراحی قطعات است.
این تکنولوژی به طور گسترده در میان کاربران در خانه مورد استفاده قرار نمیگیرد اما در بین تولید کننده صنعت هوا فضا و ارتوپدی پزشکی بسیار محبوب است
این فناوری برای سرعت و دقت فوق العاده اش، مورد توجه قرار گرفته است و اخیرا توسط غول هواپیماسازی جهان، شرکت بوئینگ و قلب تحولات الکترونیک جهان یعنی جنرال الکتریک، مورد استفاده قرار گرته است.
طرز کار پرینتر SLM
منبع پرتو لیزر
سیستم گرمایش (آرگون)
غلتک پخش کننده پودر فلزات
قالب ساخت، پلتفرم ساخت
قطعه در حال پرینت
جایگاه سر ریز پودر اضافه
پرینتر سه بعدی فلزات SLM
Powder Bed Fusion یک فرآیند پرینت سه بعدی برای تولید اجسام جامد است که در آن با استفاده از یک منبع حرارتی، همجوشی بین ذرات پودر فلز ایجاد می شود و هر بار یک لایه را شکل می دهد.
اکثر تکنولوژی های Powder Bed Fusion از مکانیسم هایی برای اضافه کردن پودر فلز در زمان ساخت جسم بهره می برند که در نتیجه جسم نهایی در بین پودر فلزات قرار می گیرد. تفاوت اصلی بین تکنولوژی های Powder Bed Fusion، در استفاده آنها از منابع انرژی مختلف مانند لیزر یا پرتو الکترون است.
1- در ابتدا محفظه ساخت با گاز بی اثر (به عنوان مثال آرگون) پر می شود تا اکسیداسیون پودر فلزی را به حداقل برسانند و سپس پودر فلز را به اندازه دمای مطلوب جهت ساخت گرم می کنند.
۲– یک لایه نازک از پودر فلزی بر روی صفحه ساخت دستگاه اسپری می شود و یک لیزر قدرتمند اسکن مقطعی اجزاء را انجام می دهد، ذوب کردن (یا ترکیب کردن) ذرات فلزی با هم و ایجاد لایه انجام می گیرد. کل مناطق قطعه اسکن گردیده، به همین دلیل قطعه به طور کاملا جامد ساخته می شود.
3- زمانی که پروسه اسکن از قطعه تمام می شود، صفحه ساخت دستگاه به اندازه ضخامت یک لایه حرکت نموده و یک ورق نازک از پودر فلز را گسترش می دهد. این پروسه تا زمانی که قطعه به طور کامل تکمیل شود ادامه می یابد.
نکات قوت


پرینتر سه بعدی فلزات SLM
نمونه سازی،ساخته سازه های ساپورت،ساخت سری قطعات کوچک فلزی
ساخت ابزار
با تکنیکهای تولید افزایشی فلزی مانند SLM و DMLS می توان قطعات فلزی مفیدی تولید کرد که کاملا کاربردی هستند و به سرعت ساخته می شوند و تکنولوژی های دیگر قادر به انجام آن نیستند.
تکنولوژی های پرینت سه بعدی SLM و DMLS می توانند قطعات را از جنس گستره بزرگی از فلزات و آلیاژهای فلزی از جمله آلومینیوم، فولاد ضدزنگ(استیل) ، تیتانیوم، کبالت-کروم و اینکونل تولید کنند.
این متریال ها بیشتر نیازهای صنایع از صنعت فضایی تا پزشکی را پوشش می دهند.
و به همین دلیل درخواست های بسیاری در زمینه های مهندسی مکانیک و مهندسی شیمی برای این تکنولوژی وجود دارد.
وزن کمتر، عملکرد بهتر، کاهش هزینه و کارایی ساده تر نتایجی هستند که به لطف وجود تکنولوژی SLM به دست آمده اند.
هوافضا و صنایع وابسته به آن اولین کسانی هستند که از این تکنولوژی بهره مند می شوند.
قطعات SLM در ابزار، تجهیزات، بخشهای موتور مانند روتور و پروانه، کانال های خنک کننده و غیره استفاده میشوند.
صنایع اتوماتیک، بخش های تحقیقاتی، مهندسی پزشکی و دندانسازی نیز از استفاده کنندگان معمول این تکنولوژی محسوب میگردد.
نکات ضعف
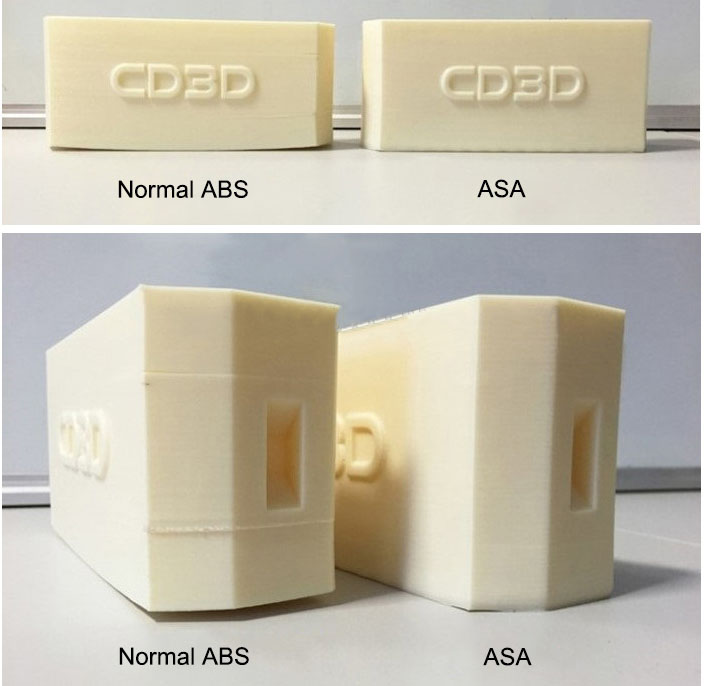
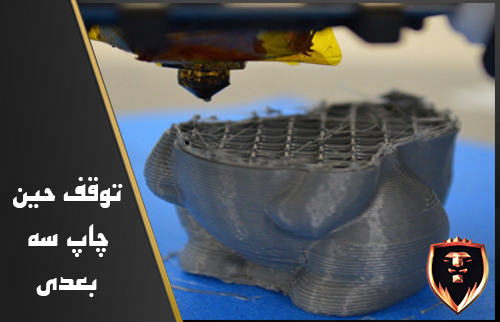
این تکنولوژی مشکلاتی همچون سرعت کم ، سطح خارجی نا مطلوب را داراست.
هزینه مواد اولیه و تولید با پرینتر سه بعدی فلز بالاست و در نتیجه این تکنولوژی برای تولید قطعات قابل ساخت با روش های سنتی مناسب و به صرفه نیست.
به دلیل شرایط خاص و نیاز به کنترل کامل محیط ساخت، ابعاد قابل ساخت سیستم های پرینت سه بعدی فلز محدود هستند.
مدل های سه بعدی آماده معمولا برای پرینت سه بعدی فلز مناسب نبوده و باید تغییراتی روی آنها صورت گیرد که مناسب ساخت با پرینتر سه بعدی فلز شوند.
سایز ساخت کوچک، بیشترین هزینه در بین همه تکنولوژی ها
هزینه پودر فلز بسیار بالاست. برای نمونه قیمت یک کیلوگرم فولاد ضدزنگ(استیل) ۳۱۶L بین ۳۵۰ تا ۴۵۰ دلار است.
به همین دلیل رساندن حجم قطعه و ساپورتها به پایین ترین میزان ممکن نکته ای کلیدی در پایین آوردن هزینه تمام شده پرینت سه بعدی فلز است.
بخش چهارم
متریال مصرفی :
فرآیند Selective Laser Sintering توسط شرکت ۳D Systems به دنیا معرفی شد که در این تکنولوژی پرینت سه بعدی به جای رزین از مواد پودری مختلف برای ساخت قطعات استفاده میشود.
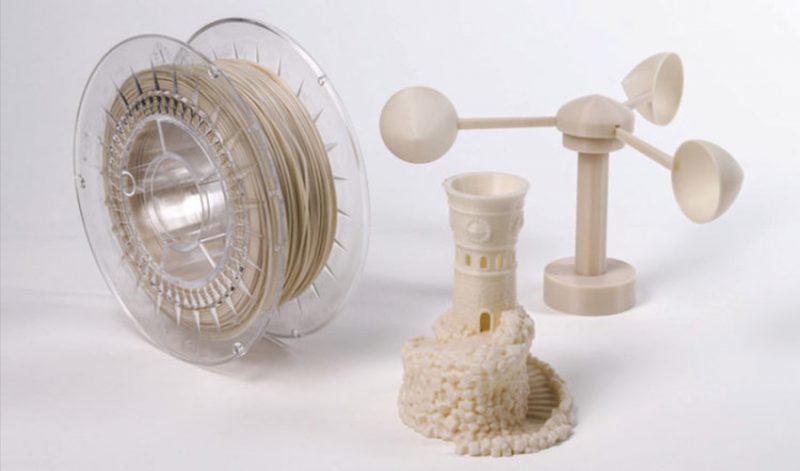
پر استفاده ترین ماده اولیه پرینتر سه بعدی پودری، متریال نایلون PA12 یا پلی آمید ۱۲ است.
ترموپلاستیک های مهندسی دیگری نیز مانند PA11 و PEEK قابل استفاده در این پرینتر های سه بعدی هستند اما به اندازه PA12 پرکاربرد نیستند.
پودر پلی آمید می تواند با افزودنی های مختلفی (مانند فیبر کربن، فایبرگلاس یا آلومینیوم) ترکیب شود تا رفتار مکانیکی و گرمایی قطعه تولید شده با Selective Laser Sintering بهبود یابد.
تیوان R230 با بهره گیری از توانایی لیزر پر قدرت، قابلیت جوش پودر انواع پلیمر را داشته و قطعات پلیمری پیچیده را در کم ترین زمان و مقرون به صرفه تولید می کند. این دستگاه به دلیل استفاده از پودر پلی آمید، قطعاتی با خواص مکانیکی بالا، با دوام، مقاوم در برابر حرارت و مواد شیمیایی و مناسب برای تست های فانکشنال و عملکردی تولید می کند که حتی از این قطعات می توان به عنوان قطعه نهایی نیز استفاده کرد.
در تکنولوژی پرینت سه بعدی Selective Laser Sintering ، ذرات پود متناظر با مقاطع قطعه، توسط پرتو لیزر CO2 به هم جوش دادهشده و لایههای متوالی را ایجاد میکنند.
این تکنولوژی پرینت سه بعدی یکی از قدیمی ترین روش های تولید افزایشی است که طیف وسیعی را شامل میشود.
فرآیند ساخت SLS شبیه به SLA است با این تفاوت که در این روش ذرات پودری (قابل جوش خوردن)، با جنسهای مختلف را شامل می شود؛ از ترمو پلاستیکها تا فلزات و حتی سرامیکها .
تنظیمات پرینتر
در پرینتر سه بعدی پودری SLS تقریبا همه متغیرهای پروسه توسط سازنده ماشین تعیین می شوند. ضخامت لایه پیشفرض این تکنولوژی ۱۰۰ تا ۱۲۰ میکرون است.
یک ویژگی کلیدی SLS عدم نیاز به سازه ساپورت است. پودر ذوب نشده اطراف قطعه، همه ساپورت مورد نیاز سطوح قطعه را فراهم می کند. این عدم نیاز به سازه ساپورت باعث می شود که تکنولوژی SLS بتواند هندسه های بسیار پیچیده و فرم های آزادی تولید کند که ساخت آنها ممکن است با هیچ روش دیگری امکان پذیر نباشد.
استفاده از کل حجم ساخت پرینتر هنگام استفاده از پرینتر سه بعدی پودری به خصوص برای نمونه سازی تیراژ پایین اهمیت زیادی دارد. در پرینت سه بعدی SLS برخلاف دیگر تکنولوژی ها، تعداد و اندازه قطعه ها تاثیر زیادی روی زمان پرینت نمی گذارد، تنها متغیر تاثیر گذار ارتفاع کل قطعه ها است.
زمانبر ترین مرحله پرینت سه بعدی پودری پخش پودر توسط تیغه پخش کننده است. تابش لیزر و ذوب پودر به سرعت انجام می گیرد، این مسئله باعث می شود حجم قطعات تاثیر چندانی روی زمان پرینت نداشته باشد و تنها پارامتر تعیین کننده زمان، تعداد لایه ها باشد.
از آنجایی که هر بار روشن کردن پرینتر سه بعدی SLS زمان بر و پرخرج است، سرویس دهنده های آن معمولا تا رسیدن سفارش ها به حد پر شدن پلتفرم ساخت پرینتر را روشن نمی کنند ، این مسئله موجب افزایش زمان بین سفارش و رسیدن قطعه به دست مشتری می شود.