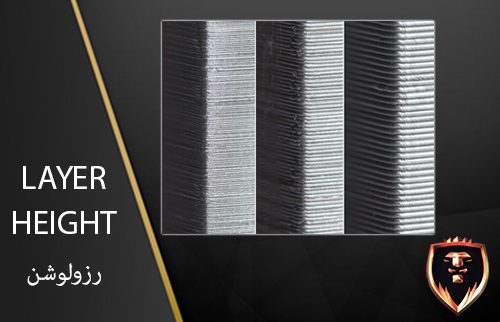
layer-height کیفیت پرینتر سه بعدی
فاصله بین دو خط افقی را layer-height رزولوشن پرینتر سه بعدی میگویند.
layer-height کیفیت پرینتر سه بعدی چقدر است ؟همانطور که میدانیم روش ساخت تکنولوژهای افزودنی به صورت لایه به لایه است. در پرینترهای FDM SLA DLP SLS و …. از روش ساخت لایه روی لایه تشکیل میشود، حال یا مواد...