در این مقاله به بررسی اهمیت نازل های مونتاژ شده و نحوه عملکرد آنها خواهیم پرداخت. اگر شما هم علاقمند به ساختار این نازل ها هستید، تا پایان این مقاله با ما همراه باشید.
نازل های مونتاژ شده در بین تمامی نازل ها، بهترین کارایی را دارند اما قیمت خرید آنها کمی گران است. نازل های مونتاژ شده از دو قسمت مجزا ساخته می شوند که به همدیگر متصل می باشند. هر کدام از قسمت ها از مواد متفاوتی ساخته شده اند تا بهترین عملکرد را از خود نشان دهند. یکی از مواد پرکاربرد در نازل های مونتاژ شده، فولاد سخت است. خاصیت این ماده رسانایی حرارتی بالا در عین بادوام بودن است.
نازل های مونتاژ شده معمولا از مواد حجیم ساخته می شوند که خواص انتقال حرارت خوبی دارند و بادوام نیز می باشند. دلیل استفاده از مواد بادوام در ساخت نازل های مونتاژ شده این است که قسمت داخلی نازل همواره با فیلامنت در تماس می باشد و در صورت عدم استفاده از ماده ای با دوام، نازل در برابر سایش مقاومت نشان نخواهد داد.
نازل های مونتاژ شده به طور خاص برای کار در دمای بالا )مانند فیلامنت فیبر کربن و (PEEK طراحی شده اند. در بعضی از نازل های مونتاژ شده از مواد درجه یک مانند یاقوت استفاده شده است. نیازی به گفتن نیست که این قبیل نازل ها بسیار گران تر از انواع برنجی و فولادی هستند.
قطر سوراخ نازل پرینتر سه بعدی
اندازه قطر سوراخ داخلی در نازل های مونتاژ شده، نشان دهنده مقدار پلاستیک استفاده شده در هنگام پرینت و میزان ظرافت محصول تولیدی است.
مهمترین مشخصه نازل که در واقع نشان دهنده عملکرد آن است، قطر سوراخ داخلی می باشد. قطر نازل معمولا از 0.1 تا 1.0 متغیر است. یک پرینتر سه بعدی با توجه به قطر نازلی که در آن استفاده شده است، طیف مشخصی از خدمات را به کاربر ارائه می دهد.
مهمترین نقشِ نازل مونتاژ شده، متعادل کردن میزان بیرون آمدن فیلامنت و سرعت آن است. امروزه استاندارد مطلق قطر سوراخ نازل در پرینتر های سه بعدی 0.4 میلی متر است که در تمامی برند های معروف پرینتر یافت می شود. قطر 0.4 میلی متر تعادل خوبی بین سرعت و دقت (ظرافت) ایجاد می کند.
لازم به ذکر است که محدوده مشخص شده برای ارتفاع لایه تا حدودی به قطر نازل بستگی دارد. بر اساس قاعده کلی، حداکثر ارتفاع لایه نباید از 80 درصد قطر نازل تجاوز کند. به عنوان نمونه برای یک نازل 0.4 میلی متری، حداکثر ارتفاع لایه مناسب 0.32 میلی متر است.
مصرف فیلامنت در نازل هایی که قطر بیشتری دارند، بالاتر است. این مواد از طریق ارتفاع و عرض لایه ضخیم به بیرون راه پیدا می کنند. در مقابل، نازل هایی که قطر کوچک تری دارند (کمتر از 0.4 میلی متر)، پرینت های سه بعدی را با جزئیات بسیار دقیق تری به کاربر ارائه می دهند. یکی از مشکلات نازل های کوچک تر از 0.4 میلی متر، گرفتگی لوله نازل به دلیل قطر کوچک آن و کاهش سرعت چاپ پس از مدتی استفاده است.
ویژگی های نازل های بزرگتر 0.4 میلی متر
کاهش زمان چاپ
خطاهای چاپی کمتر
برای مواد ساینده توصیه می شود (نازل با ذرات ریز مسدود نمی شود)
ویژگی های نازل های کوچک تر از 0.4 میلی متر
ظرافت بیشتر
برآمدگی با کیفیت بالاتر
مواد زائد راحت تر جدا می شوند
نازل های ساخته شده توسط شرکت E3D
نازل های E3D توسط یک شرکت بریتانیایی طراحی شده است. این شرکت در تولید hot end نیز تخصص دارد و بسیاری دیگر از شرکت های بزرگ از محصولات تولیدی این شرکت بریتانیایی استفاده می کنند.نازل های مونتاژ شده E3D از مواد مختلفی مانند؛ برنج، فولاد ضد زنگ، فولاد سخت، مس آبکاری شده و فولادی سخت شده با نیکل تشکیل شده اند. این نوع نازل ها در پایانه های داغ V6 و Volcano و Super Volcano استفاده می شوند. قطر نازل های E3D ارائه شده در بازار اغلب از 0.25 تا 0.8 میلی متر متغیر است.
نازل های مونتاژ شده تولیدی توسط شرکت MatterHackers
یکی دیگر از شرکت های بزرگ در صنعت چاپ سه بعدی، MatterHackers نام دارد. نازل های مونتاژ شده توسط این شرکت CleanTip نام دارند. این نازل ها از جنس برنج و فولاد ضد زنگ ساخته می شوند. در نازل های تولید شده توسط این شرکت به دلیل استفاده از تنگستن دی سولفید، اصطکاک به حداقل می رسد و پرینت های نهایی نیز از ظرافت بیشتری برخوردار می شوند. قطر این نوع نازل های مونتاژ شده متفاوت است و بسته به اینکه در چه قسمتی از پرینتر های سه بعدی قرار می گیرند، قطری بین 0.25 تا 1.20 دارند.
نازل های تولید شده توسط شرکت Micro Swiss
میکرو سوئیس یکی دیگر از شرکت های معروف در زمینه تولید پرینتر های سه بعدی در آمریکا است. این شرکت اولین نازل های مونتاژ شده خود را با جنس برنج به بازار عرضه کرد.
اکنون این شرکت آمریکایی، نازل های خود را در سه جنس برنج، فولاد سخت شده و فولاد معمولی طراحی می کند. ویژگی نازل های مونتاژ شده با جنس برنج و فولاد سخت شده، مقاومت در برابر سایش است. نازل هایی که از جنس فولاد معمولی طراحی شده اند اکثرا مخصوص کار در دمای بالا می باشند.
قطر نازل های طراحی شده توسط این شرکت بین 0.2 تا 1.2 میلی متر است.
شرکت تولید نازل های مونتاژ شده Slice Engineering
این شرکت بیشتر به دلیل طراحی های پیچیده ای مانند Mosquito و Copperhead شناخته می شود. نازل های وانادیوم آنها از آلیاژ فولاد و وانادیوم ساخته شده است که سبب مقاومت بیشتر در برابر سایش و دمای بالا می شود. این نازل ها به تعداد خیلی محدود در قطر های بین 0.2 تا 1.8 تولید شدند.
شرکت تولید نازل Slice Engineering، یکی از شرکت های معروف در زمینه تولید نازل های مونتاژ شده است.
نازل های مونتاژ شده تولیدی در شرکت Olsson Ruby
آخرین نازلی که قصد معرفی آن را داریم، نازل های مونتاژ شده شرکت Olsson Ruby است. این نازل ها عمدتاً از برنج ساخته می شوند اما نوک آنها از یاقوت می باشد. علت استفاده از یاقوت افزایش مقاومت در برابر سایش است. این شرکت نسخه ای از این نازل ها را ارائه داده است که مخصوص استفاده در دمای بالا می باشد. استفاده از آلیاژ مس در این نوع نازل ها سبب شده است تا مقاومت دمایی به مقدار قابل توجهی (تا 500 درجه سانتی گراد) افزایش یابد. نازل های این شرکت با سه قطر 0.4 میلی متری، 0.6 میلی متری و 0.8 میلی متری به کاربران ارائه می شود.
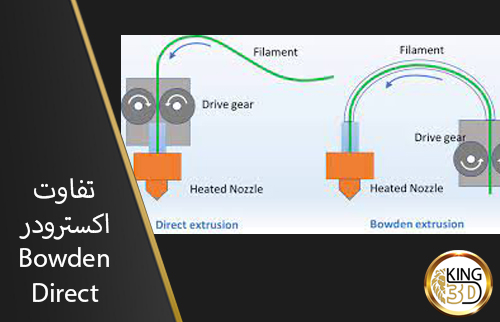
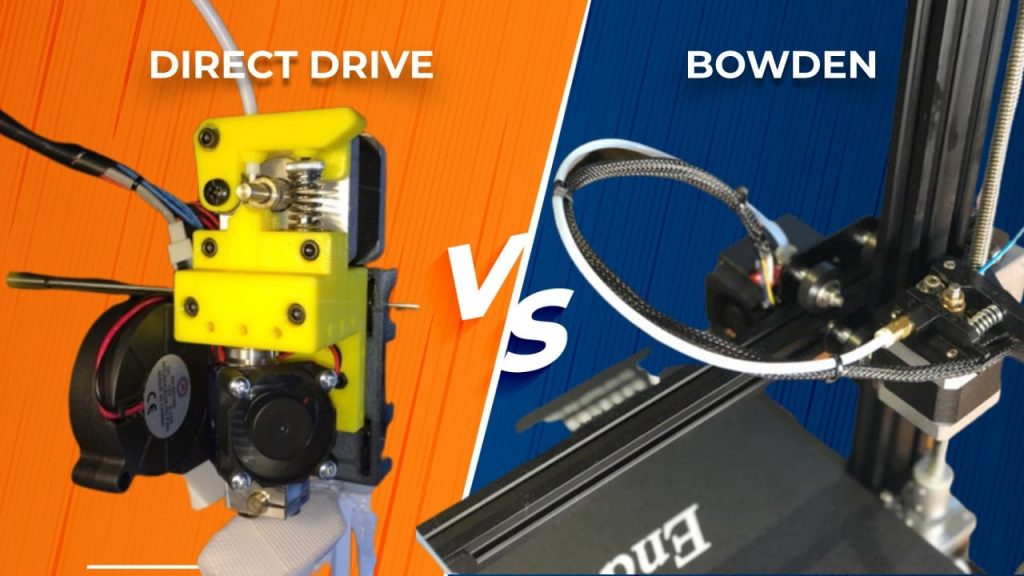
انواع اکسترود پرینتر سه بعدی در این مقاله به بررسی دو نمونه از مهمترین انواع اکسترودر به نام های اکسترودر مستقیم و اکسترودر Bowden در صنعت خواهیم پرداخت. هر کدام از انواع اکسترودر ها دارای مزایا و معایب خاصی هستند و در صنعت های متفاوتی کاربرد دارند. در ادامه این مقاله در مورد این دو نوع اکسترودر به شما بیشتر توضیح خواهیم داد.
اکسترودر مستقیم
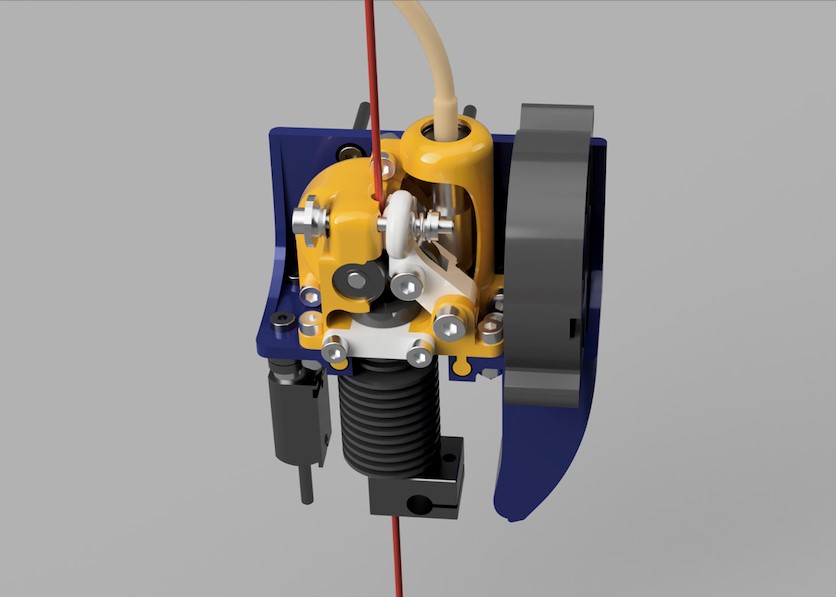
انواع اکسترود پرینتر سه بعدی در شکل بالا یک اکسترودر مستقیم را می بینید که prusa i3 Mk3 نام دارد. این اکسترودر مستقیم از طریق قسمت فوقانی پایانه داغ، رشته را به سمت داخل می کشد. وجه تمایز این اکسترودر با سایر انواع اکسترودر در جایگاه موتور است. موتور این نوع اکسترودر در بالای پایانه داغ قرار گرفته است. جایگاه موتور در اکسترودر مستقیم سبب می شود تا مسافت طی شده توسط رشته در اکسترودر به حداقل برسد. این عامل همچنین سبب افزایش کیفیت چاپ سه بعدی نیز می شود. البته توجه داشته باشید که اگر یک چاپگر سه بعدی دارای اکسترودر مستقیم باشد، لزوما به این معنی نیست که توانایی چاپ رشته انعطاف پذیر را نیز دارد.
در هنگام کار با پرینتر سه بعدی که دارای اکسترودر مستقیم است، برای موفقیت در چاپ مواد منعطف باید به موقعیت پینچ و مسیر کنار آن در hot end توجه داشته باشید.
یکی از مزایای اکسترودر مستقیم، کنترل دقیق تر انقباض است. انقباض دقیق به دلیل موقعیت مستقیم آن در انتهای داغ است. این عامل سبب می شود تا مسافت کمتری بین پیچ اکسترودر و فیلامنت وجود داشته باشد.
عوامل فوق سبب می شود تا فضای کمتری برای خم شدن فیلامنت تحت فشار لازم باشد. از آنجایی که در اکسترودر مستقیم، یک موتور در قسمت فوقانی hot end اضافه شده، واضح است که این جرم به قسمت بالایی پرینتر نیز وارد می شود.
با در نظر گرفتن موضوعات فوق، تولیدکنندگان به تولید انواع اکسترودر های دنده ای کوچکتر و سبک تر روی می آورند و سینماتیک چاپگر های خود را برای کاهش این جرم تقویت می کنند.
اکسترودر Bowden
انواع اکسترود پرینتر سه بعدی یک اکسترودر Bowden در پرینتر سه بعدی : موتور اکسترودر بر روی قاب نصب می شود و رشته را از طریق لوله به سمت انتهای داغ حرکت می دهد.
تفاوت بین اکسترودر های مستقیم و اکسترودر های Bowden
در اکسترودر Bowden ، انتهای سرد از قسمت فوقانی پرینتر حذف می شود و بنابراین هرگونه حرکت به عنوان بخشی از پرينت به حساب می آید.
در اکسترودر مستقیم، پایانه سرد در بخشی از قسمت فوقانی پرینتر نصب شده است و همزمان با پایانه داغ حرکت می کند.
در اکسترودر Bowden ، انتهای سرد در فاصله مشخصی از انتهای داغ قرار می گیرد و رشته ورودی ذوب می شود.
در اکسترودر مستقیم، انتهای سرد و داغ نزدیک به همدیگر قرار می گیرند و مسافتی که رشته برای ذوب شدن باید طی کند کاهش می یابد.
یکی از مزیت های برجسته اکسترودر Bowden ، داشتن پرینتر سبکتر است. پرینتر سبکتر سبب می شود تا پایانه داغ با سرعت بیشتری و آزادانه حرکت کند و در نهایت خروجی بهتر و با کیفیت تری را تحویل دهد.
شباهت اکسترودر مستقیم و اکسترودر Bowden از لحاظ مکانیکی
از نظر مکانیکی تفاوتی میان اکسترودر مستقیم و اکسترودر Bowden وجود ندارد. در هر دو نوع اکسترودر از استپر موتور استفاده شده است و این موتور چرخِ دندانه دار را هدایت می کند.
در هر دو اکسترودر استفاده از لوله PTFE ضروری است. استفاده از این لوله سبب ذوب مواد در فیلامنت، قبل از ورود به انتهای داغ می شود. قطر لوله PTFE کمی بزرگتر از فیلامنت است. این لوله مسیر مواد را محدود می کند و به انتهای سرد اجازه می دهد تا هنگام تغذیه فشار لازم را وارد کند.
پرینتر prusa i3 Mk3 از یک اکسترودر مستقیم استفاده می نماید. در این پرینتر جرم اضافی اکسترودر بر روی قسمت فوقانی باعث ایجاد مشکلی خاص نمی شود؛ چرا که جریان فلامنت در انتهای داغ، به سمت بالا حرکت می کند و در این حالت نسبت به اکسترودر Bowden نیز بهتر عمل می کند.
شما می توانید انواع گوناگون چاپ سه بعدی را بررسی کنید. در این بررسی، خواهید دید که چاپ سه بعدی رزینی تفاوت های قابل توجهی با دیگر انواع چاپ سه بعدی دارد. استفاده از چاپ رزین دومین رتبه را از نظر مخاطبان و کاربران، پس از استفاده از چاپ FDM در اختیار دارد.
در چاپ رزین به منظور چاپ نمودن مدل ها از یک منبع نور استفاده می شود. فلاش کردن لایه های رزین با استفاده از این منبع نور انجام می شود. مدل هایی که فرآیند ساخت آن ها کامل می شود نیز بعد از پس پردازش نیز نیاز به آماده سازی دارند.
یکی از بهترین راه ها به منظور آزمایش کردن تنظیمات مورد نظر در سامانه، کالیبراسیون تجهیزات است. کالیبراسیون به شما در ارتباط با تصمیم برای تغییر کردن یا تغییر نکردن تنظیمات ارائه می کند.
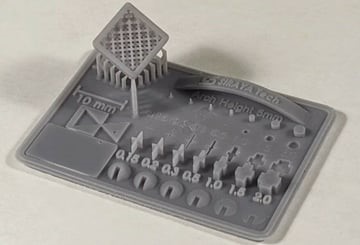
1.AmeraLabs
اولین مدل کالیبراسیون را شرکتی به نام AmeraLabs ساخته و آن را Town نامیده است. کیفیت رزین و تنظیمات مربوط به چاپگر را می توان به راحتی با استفاده از قطعات کالیبراسیون انجام داد. اولین آزمایش دارای شیار های گوناگون در عرض است. ضخامت این شیارها بین 0.1 تا 1.0 میلی متر متغیر است. با استفاده از این آزمایش می توان زمان های نوردهی را به منظور آماده سازی هر لایه بررسی کرد. کیفیت منبع نور دستگاه نیز با استفاده از این آزمایش تعیین می شود.
در آزمایش دوم علاوه بر بررسی کردن زمان نوردهی، میزان چسبندگی را نیز در ارتباط با لایه ها می توان بررسی کرد. آزمایش سوم با استفاده از یک پل و به واسطه ی به کار رفتن ستون های متقاطع در آن انجام می شود.
موارد اشاره شده تنها سه مورد از ده آزمایش هستند و شما می توانید اطلاعات قابل توجهی را از طریق این آزمایش ها در ارتباط با عملکرد چاپگر های سه بعدی رزینی به دست آورید.
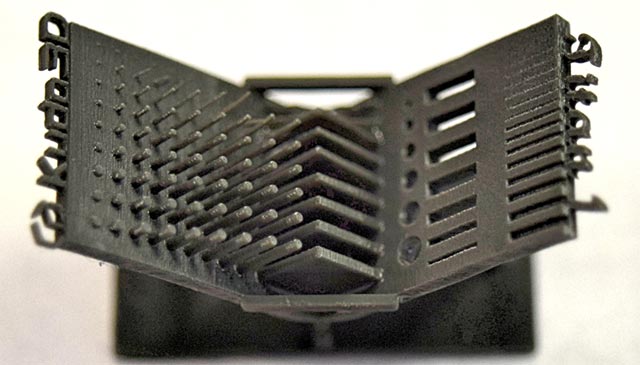
2.Siraya Tech
یکی از تولید کننده های رزین که Siraya Tech نام دارد و در هنگ کنگ مشغول انجام فعالیت است، مدلی را به صورت آزمایشی ارائه کرد که سه بخش از پنج بخش آن به انجام تنظیمات در ارتباط با نوردهی چاپگر می پردازد.
با استفاده از ابزار مطرح شده در فوق می توان وضوح و نور دهی را آزمایش کرد. این کار را حتی می توان در زمان هایی انجام داد که مدل به طور کامل به چاپ نرسیده است.
شما باید بتوانید از ارتفاع 3.5 میلی متری، اجسام مثلثی شکل و دایره ای شکل و نیز روزنه ی سوزنی را ببینید. در صورتی که اجازه دهید که باقی قسمت های مدل نیز چاپ و آماده شود، ویژگی های باقی مانده قابلیت ها و خاصیت های مورد نظر را نیز آزمایش خواهند کرد.
3. Make: Rook
ممکن است شما نیز در زمانی که محتوای مربوط به چاپ سه بعدی را در وبسایت های مختلف مرور می کرده اید، به عبارت Make: Rook برخورد کرده باشید. این عبارت، در حقیقت به یک تخته ی شطرنج اشاره می کند.
این وسیله دارای ویژگی هایی از قبیل برآمدگی، ظرافت در جزئیات و پیچ و تاب است. این ویژگی ها باعث شده است تا این محصول به آزمایش منحصر به فردی تبدیل شود. این آزمایش می تواند موجبات از بین رفتن محدودیت های دستگاه چاپ شما را فراهم آورد.
جسم Prusa SL1 که به منظور کالیبراسیون چاپگر رزین استفاده می شود
یکی از نقطه های قوت و ویژگی های اساسی در ارتباط با چاپ FDM، Prusa است. این ویژگی متناسب با چاپ رزین نیز روانه ی بازار شد. اما تفاوت در عرضه ی دیر هنگام آن برای چاپ رزین بود. متخصصان مدل کالیبراسیون مورد نظر خود را برای SL1S و نیز Prusa SL1 گسترش دادند. این مدل حتی بر روی تمامی دستگاه های چاپ SL1 از پیش ایجاد شده است. کاربران می بایست به موارد دیگری از قبیل عنصر های از دست رفته و نیز قسمت های در هم ادغام شده و تغییر شکل از نظر هندسی و موارد مربوط به روزنه ها توجه کنند.
شما می بایست در نظر داشته باشید که توجه به هر یک از عیب های قابل بررسی، شما را در راستای رفع عیب های مربوط به تنظیمات مانند زمان نور دهی، چسبندگی و نیز ارتفاع لایه ها یاری دهد.
در صورتی که حروف یا رقم ها به صورت ادغام شده یا با ضخامت بالایی نمایش داده شوند، نوردهی نمایش داده شده بیش از حد تصور است. در مقابل، لنز های روی فریم عینک در صورت کم بودن نور مربوط به مدل روی عینک چاپ نخواهند شد. اعمال تغییرات در راستای دریافت تنظیمات مناسب تر می تواند شما را به سوی پیشرفت سوق دهد.
ماتریس اعتبار سنجی در قیاس با دیگر مدل هایی که در قسمت های پیشین به آن ها اشاره شد، بهترین و سریع ترین مدل آزمایشی برای اعمال فرآیند چاپ است. از مزیت های استفاده از ماتریس اعتبار سنجی می توان به استفاده ی کمینه از رزین اشاره کرد.
ماتریس اعتبار سنجی از چهار ویژگی و شاخصه ی مهم برخوردار است که همه ی آن ها می بایست در آزمایش تعادل نوردهی بررسی شوند. طراحان همواره استفاده از چهار عدد لایه ی زیرین را برای انجام چاپ موفقیت آمیز توصیه می کنند.
استفاده از فرم های فشرده و سرعت عمل بالای آن در چاپ، در آموزش های ویدیویی YouTube مورد استفاده قرار می گیرد و محبوب است.