اگر علاقه دارید که درباره کنترل عددی کامپیوتر یا CNC و بهترین نرمافزارهای CNC اطلاعات بیشتری کسب کنید، تا پایان با ما همراه، و به بهترین منبع اطلاعاتی دسترسی داشته باشید. اما قبل از آن CNC مخفف computer numerical control میباشد. و در فارسی به کنترل عددی کامپیوتر ترجمه شده است. این روش به صورت کلی فرایند کنترل خودکار ماشین است. و به این مفهوم اشاره دارد که یک مدل در کامپیوتر طراحی میشود و سپس از طریق نرمافزارهای مختلف، به مختصات و دستورالعملهای زبان برنامه نویسی G-code که راه ارتباط با CNC است تبدیل میشود. به گونهای که یک ماشین میتواند آن را بفهمد و دستور موردنظر را اجرا کند.
فرآیند کامل با ایجاد مدل و با استفاده از نررمافزارها طراحی دوبعدی و یا سهبعدی آغاز میشود. پس از آن برای تعیین مسیر ابزار (toolpath) از CAM یا تولید به کمک کامپیوتر استفاده میشود.
معرفی بهترین نرمافزارهای CNC برای مدلسازی و کنترل
Cam چیست؟
Computer Aided Manufacturing (CAM) یا تولید به کمک کامپیوتر، فرایند استفاده از کامپیوتر و ماشینآلات کنترل شده برای خودکار سازی فرایند تولید است. و در واقع نرمافزاری است که به ماشین شیوه ساخت محصول با استفاده از مسیر ابزار را میگوید.
در ضمن toolpath یا مسیر ابزار به معنی مجموعهای از مکانهای مختصاتی است که یک ابزار، برش آنها را دنبال میکند.
اگرچه از نظر تئوری میتوانید مدل را با استفاده از یک دستگاه CNC مرحله برش دهید، همیشه خوب است که از طریق شبیهسازی، مسیر برش را بررسی کنید و از بدون نقص بودن آن اطمینان حاصل کنید. وقتی همه چیز بررسی شد و زمان برش قطعه فرا رسید، به نرمافزار کنترلی نیاز دارید که از طریق G-code به دستگاه CNC بگویند چه کاری انجام دهد.
پس با توجه به آنچه گفته شد، در هر مرحله از فرآیند، داشتن نرمافزار مناسب، کلیدی است. در این مقاله، ما بهترین نرمافزارهای CNC که باعث ساده سازی کل فرایند میشوند را معرفی خواهیم کرد. در عنوان بعدی معیارهایی که برای انتخاب این نرمافزارها استفاده کردیم را توضیح خواهیم داد.
معیارهای استفاده شده برای معرفی بهترین نرمافزارهای CNC
نرمافزارهای CNC زیادی در بازار وجود دارند، پس لازم بود که انتخابهای خود را محدود کنیم. به همین دلیل از معیارهای زیر برای تعیین بهترین نرمافزارها استفاده کردیم.
معیار اول تجربه کاربری و نظرات مثبت است. user experience یا تجربه کاربری، نحوه تعامل یک کاربر با محصول است که شامل سودمندی و سهولت استفاده و کارایی است. به صورت طبیعی هر نرمافزاری که این ویژگیها را داشته باشد، از سوی کاربران رتبه بهتری کسب خواهد کرد.
مورد بعدی برای انتخاب بهترین نرمافزارهای CNC ویژگیها خود نرمافزار است. به عنوان مثال، برای نرمافزار مدلسازی، امکان مدلسازی دوبعدی و سهبعدی به عنوان معیار انتخاب در نظر گرفته شد. و برای نرمافزار کنترل، ویژگیهایی مانند تجسم در زمان واقعی فرآیند کنترل و رابط کاربری بسیار مهم بود.
پس با توجه به این ویژگیها به توضیح اولین مرحله از پروژه CNC میپردازیم.
معرفی بهترین نرمافزارهای CNC برای مدلسازی و کنترل
مدلسازی (MODELING)، اولین مرحله از پروژه CNC
فرآیند مدلسازی، اولین مرحله از هر پروژه CNC است، چون در هر پروژهای نیاز به یک مدل برای برش دارید. میتوانید از مدلهای موجود استفاده کنید یا مدلهای خود را ایجاد کنید. در ضمن برای CNC، امکان استفاده از مدلهای دوبعدی یا سهبعدی وجود دارد.
از طرف دیگر، مدلسازی سهبعدی مزایایی مانند امکان پیش نمایش مونتاژ و کار با عمقهای مختلف برش را ارائه میدهد. همچنین امکان طراحی مدلهای پیچیدهتر و با جزئیات بیشتر را به کاربران میدهد.
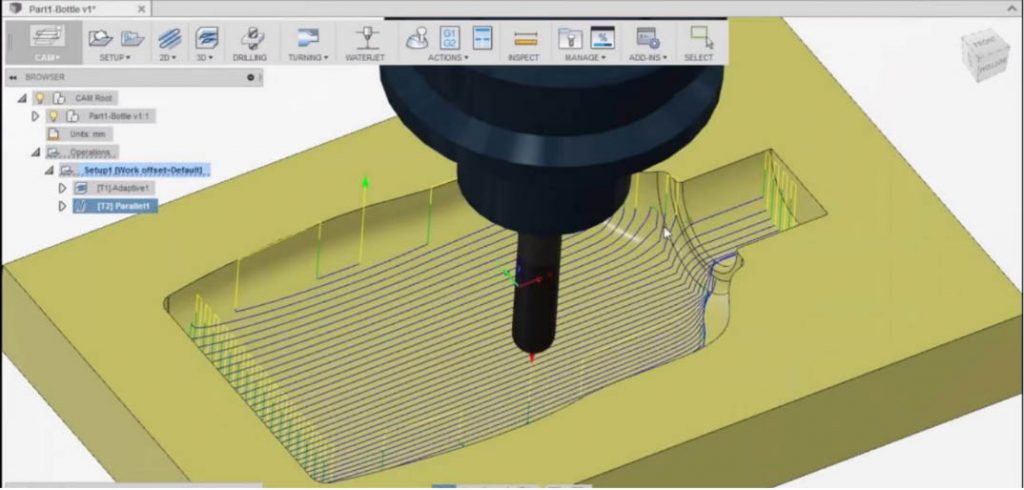
Fusion360 یکی از محبوبترین و بهترین نرمافزارهای CNC موجود است و ویژگیهای برتر زیادی دارد. از ویژگیهای آن میتوان به مدلسازی دوبعدی و سهبعدی، assembling و بسیاری از گزینههای برای ارائه تجربه بهتر مدلسازی CNC اشاره کرد. همچنین از فرآیند CAM با رابطی که بسیار بصری است پشتیبانی میکند.
این برنامه توسط Autodesk تولید شده است و اخیرا نسخه رایگان و ویژگیهای آن تغییر پیدا کرده است تا از کاربردهای تجاری آن جلوگیری شود. در واقع این برنامه هم به صورت رایگان و هم با پرداخت هزینه و به صورت حرفهای با ویژگیهای برجسته در دسترس است. از سوی دیگر به دلیل محبوبیت زیاد، آموزشهای زیادی در سطح اینترنت وجود دارند که باعث تسهیل فرایند یادگیری و همچنین پشتیبانی میشوند.
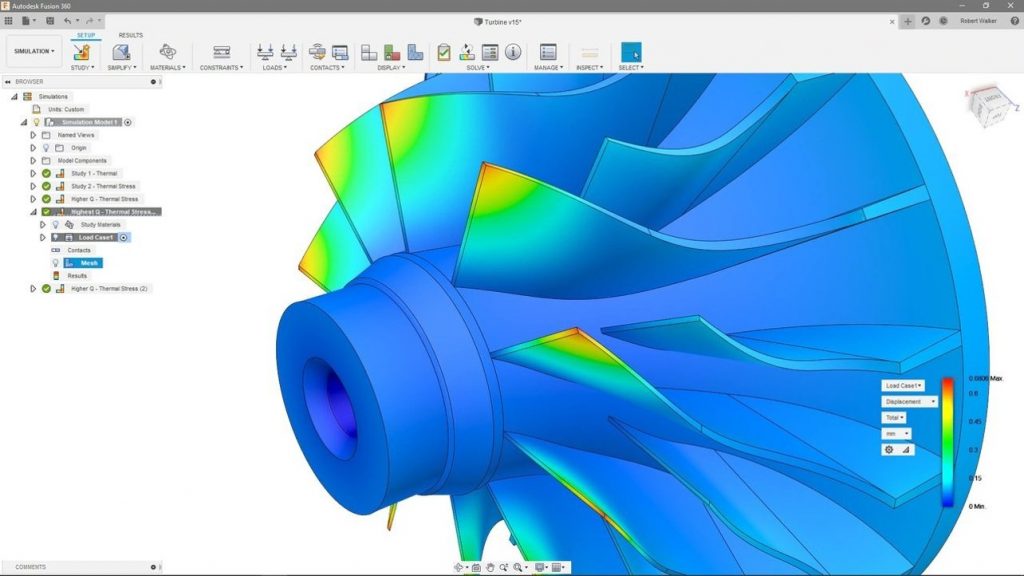
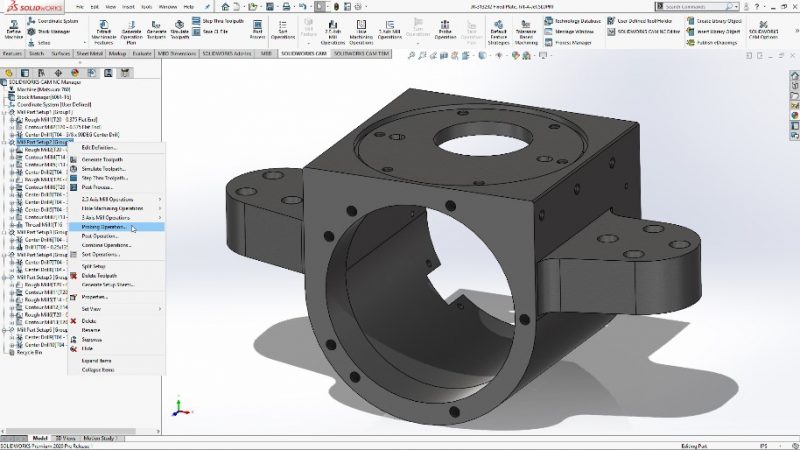
نرمافزار دیگری که در لیست بهترین نرمافزارهای CNC وجود دارد، SolidWorks است. SolidWorks نرمافزار مدلسازی جامعی است که توسط متخصصان مهندسی در محیطهای صنعتی استفاده میشود.
این نرمافزار به دلیل طیف وسیع ویژگیها و کاربردها برای استفاده تمام افراد مناسب نیست. از سوی دیگر این نرمافزار یک برنامه بسیار سنگین هم برای دانلود و هم برای استفاده است.
ویژگیها: مدلسازی، CAM، شبیهسازی، مهندسی به کمک کامپیوتر (CAE)، assembly، وجود نقشهها و طرحهای اولیه، امکان تخصیص مواد، امکان دسترسی به ویژگیهای اخیر از طریق پوشه تاریخچه
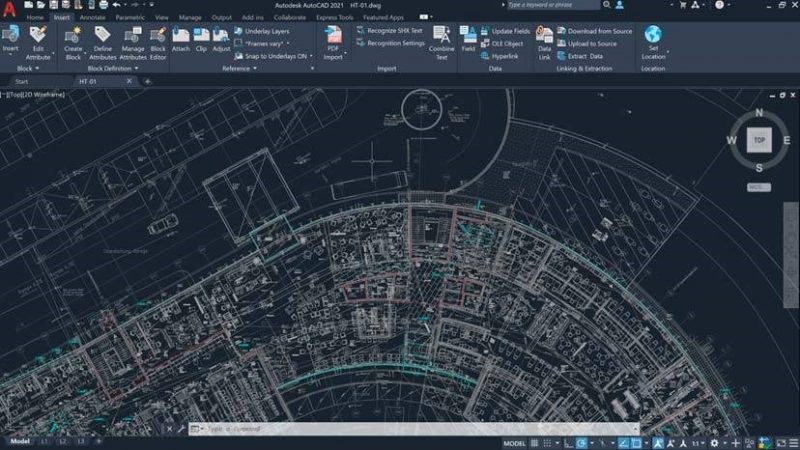
AutoCAD نرمافزاری برای مهندسی، معماری و طراحی
شاید آشناترین برنامه در لیست بهترین نرمافزارهای CNC، همین اتوکد باشد. AutoCAD با پشتیبانی از مدلسازی دوبعدی و سهبعدی، برنامهای است که به طور حرفه ای برای معماری، مهندسی و طراحی استفاده میشود.
برای مدلسازی دوبعدی، این نرمافزار کاملترین برنامه موجود است و در بخش سهبعدی نیز عملکرد خوبی دارد. علاوه بر مدلسازی، اتوکد دارای قابلیتهایی در زمینه ساخت و ساز در مقیاس بزرگ مانند بودجه بندی، فرآیند ساخت و همچنین توانایی تبدیل اشیاء دوبعدی به اشیاء سهبعدی است. با این حال، ویژگیهای CAM را ارائه نمیدهد، اما امکان اضافه کردن پلاگینهای شخص ثالث در آن وجود دارد.
ویژگیها: مدلسازی معماری. مدلسازی مکانیکی، الکتریکی و لوله کشی، مدلسازی دوبعدی و سهبعدی، plant toolset یا ابزار ایجاد فضای سبز
معرفی بهترین نرمافزارهای CNC برای مدلسازی و کنترل
کنترل (CONTROL) مرحله دوم از هر پروژه CNC
نرمافزار کنترل نوع دیگری است که در فرآیند CNC به آن نیاز خواهید داشت. این نرمافزار به شما امکان کنترل ماشین مفسر دستورالعملهای G-code را میدهد. اگر دستگاه CNC شما به صورت تجاری خریداری شده است، احتمالاً با نرمافزار کنترل یکپارچه شده است. اگر دستگاه CNC خود را ساختهاید، به یکی از گزینههای زیر که بهترین نرمافزارهای CNC برای کنترل خواهند بود، نیاز خواهید داشت.
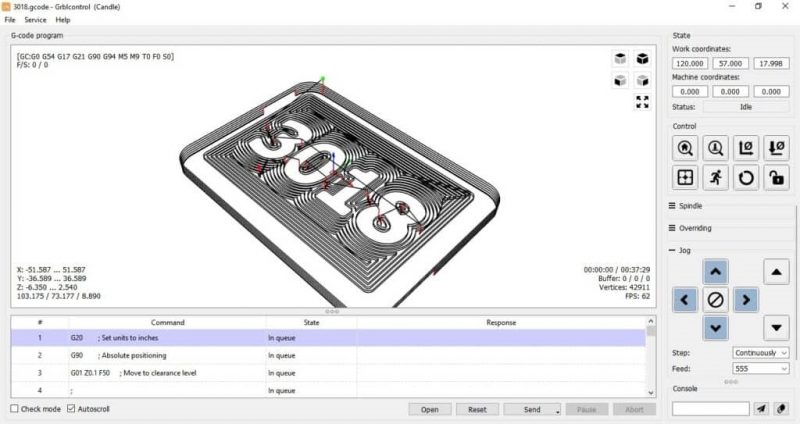
GRBL Candle
GRBL Candle یک نرمافزار کنترل رایگان و منبع باز برای ماشینهای CNC است. GRBL کنترل با کارایی بالا و کم هزینه برای CNC milling را ارائه میدهد.
Milling یا فرزکاری، فرایندی است که در آن با استفاده از فرو بردن کاتر و حرکات چرخشی، اقدام به حذف مواد زائد شود.
GRBL Candle دارای پیش نمایش و همچنین نمایش در زمان واقعی از پیشرفت برش دستگاه شما است. میتوانید مختصات صفر را تنظیم کنید، مختصات ماشینها را به صورت دستی جابجا کنید، مختصات فعلی را مشاهده کنید، و G-code را مشاهده و ویرایش کنید. برای به روز رسانی نرمافزار، باید نسخه فعلی را حذف و نسخه جدید را دانلود و مجددا نصب کنید.
ویژگیها: پشتیبانی از ماشینهای CNC ، ویرایش کد G، کالیبراسیون،، کنترل فرز، برش لیزری
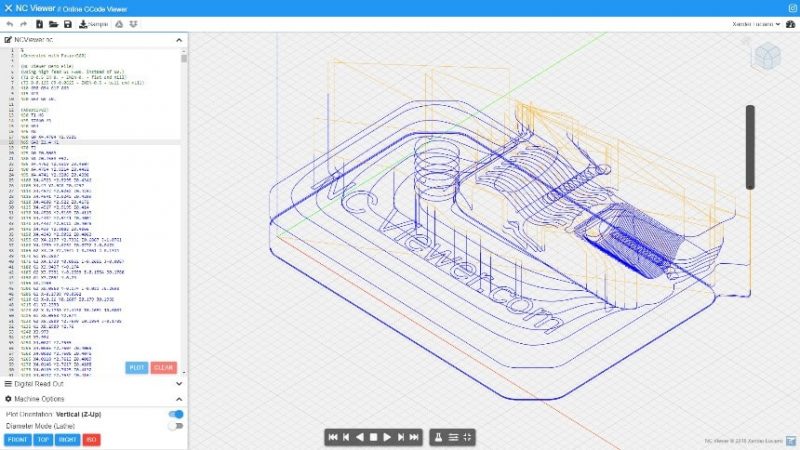
NC Viewer
آخرین نرمافزار در بخش معرفی بهترین نرمافزارهای CNC، NC Viewer است. این نرمافزار یک شبیهساز آنلاین CNC است که نیازی به نصب ندارد. میتوانید G-code را paste یا وارد کنید.
این نرمافزار فرایند شبیهسازی برش برای ماشینهای مختصات دکارتی را نشان نمیدهد. و فقط مسیر ابزار اسپیندل (spindle) را نمایش میدهد. بنابراین، نمیتواند جنبههایی مانند مرزهای کاری دستگاه را تایید کند.
با توجه به اینکه مبتنی بر وب است، جایگزین خوبی برای زمانی است که نیاز به بررسی سریع مدل دارید.
ویژگیها: وارد کردن یا paste کد G. امکان انتخاب زمان عادی، کند، یا سریع برای فرآیند شبیهسازی. امکان مدلسازی از طریق تلفن همراه،. ارائه حداکثر 5 محور، سازگار با ماوس سهبعدی.
با معرفی این نرمافزار بخش معرفی بهترین نرمافزارهای CNC به پایان میرسد. برای کسب اطلاعات بیشتر، دیگر مقالههای ما را مشاهده نمایید.
فایل های STL فرمت استاندارد برای مدل های سه بعدی به خصوص برای پرینت سه بعدی هستند. در مورد معنای حروف اتفاق نظر وجود ندارد، اما برخی از نظریهها حول محور «زبان متن استاندارد» و «زبان مثلثسازی استاندارد» میچرخند. این نوع فایل یک مدل را با مش(MESH) مثلثی نشان می دهد، که به معنای ایجاد شبکه ای از اشکال مثلثی کوچک است.تبدیل فرمت STL به STEP
در مقابل، STEP که مخفف (standard for the exchange of product model data) است، یک فرمت فایل CAD است که معمولا برای مدل های سه بعدی استفاده می شود. همانطور که از نام آن پیداست، فایل های STEP از یک برنامه CAD به برنامه دیگر بدون هیچ گونه مرحله تبدیلی قابل انتقال هستند.
بعضی از مواقع نیاز داریم تا فایل های STL را به STEP تبدیل کنیم اما خیلی از کاربران نمی توانند به راحتی این مسئله رو حل کنند.
تفاوت اصلی بین این دو نوع فایل این است که ویرایش فایل های STEP به دلیل فرمت که به طور خاص برای اهداف ویرایش CAD طراحی شده است، معمولاً بسیار آسان تر است. به همین دلیل، ممکن است مواقعی وجود داشته باشد که تبدیل یک مدل سه بعدی ذخیره شده به عنوان STL به یک فایل STEP مفید باشد. در این مقاله نگاهی به دو برنامه می اندازیم که می توان از آنها برای تبدیل فرمت STL به STEP استفاده کرد.تبدیل فرمت STL به STEP
تبدیل فرمت STL به STEP
یک قدم رو به جلو
اگر فایلها را از منابع آنلاین دانلود میکنید، به عنوان مثال از یک سایت طراحی خاص مانند GrabCAD یا my mini factory باشند، رایجترین قالبی که در آن مییابید STL است. اگر میخواهید فوراً یک مدل را چاپ کنید یا آن را در برنامهای مانند 3D-Tools تغییر دهید، همه اینها خوب و مناسب است. با این حال، اگر نیاز به تغییر آن با استفاده از مدلسازی پارامتریک دارید، مانند تغییر مکانیک یک اسباببازی خودکار دانلود شده از Thingiverse، یک فایل STL بهینهترین راه برای تغییر آن نیست و ممکن است کاملاً غیرممکن باشد.تبدیل فرمت STL به STEP
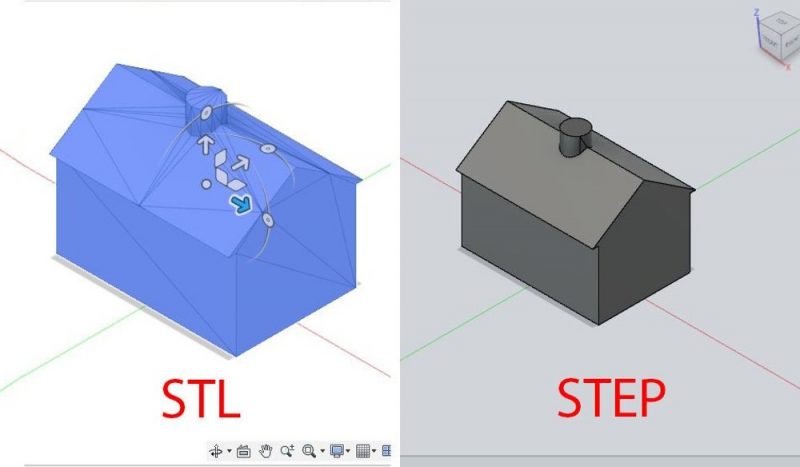
اما چرا؟ پاسخ به ماهیت فایل ها برمی گردد. برای درک بیشتر، بیایید آن را با تصاویر دو بعدی مقایسه کنیم. فایلهای STL را میتوان با فایلهای شطرنجی (مانند JPG) مقایسه کرد که از پیکسلهایی با رنگها و موقعیتهای خاص برای تشکیل یک تصویر تشکیل شدهاند. تصاویر شطرنجی برای اهداف نمایش مناسب هستند، اما افزایش اندازه تصویر فقط پیکسلهای بزرگتری ایجاد میکند و باعث میشود که دانهدار به نظر برسد. از طرف دیگر، فایل های STEP بیشتر شبیه فایل های برداری مانند SVG هستند. فایل برداری مجموعهای از ویژگیهای ریاضی است که یک تصویر را میسازد، و اصلاح چنین فایلهایی بدون از دست دادن کیفیت و متناسب نگه داشتن همه چیز بسیار آسانتر است.
فایل های STEP مزیت مشابهی را ارائه می دهند. آنها نه تنها یک هندسه بیرونی را مانند فایل مش ذخیره می کنند، بلکه می توانند بین یک جسم جامد، یک جسم توخالی و یک جسم سطحی مانند یک صفحه تمایز قائل شوند. علاوه بر این، فایلهای STEP میتوانند اطلاعات مربوط به مواد یک شی (به عنوان مثال، فولاد)، محدودیتها (مثلاً موازی ماندن چهرهها)، ضخامت، ابعاد و غیره را ذخیره کنند. اگر یک توپ آلومینیومی جامد به قطر 5 میلی متر در SolidWorks به عنوان یک فایل STEP ایجاد کنید و آن را در اتوکد باز کنید، برنامه جدید هنوز همه آن اطلاعات را در مورد توپ می داند.تبدیل فرمت STL به STEP
همچنین به همین دلیل است که تبدیل به فایلهای STEP به اندازه تبدیل، به عنوان مثال، از STL به OBJ، فرآیند سادهای نیست و چرا مبدلهای آنلاین آسانی وجود ندارد که بتوانیم این کار را توصیه کنیم. فایلهای STEP ماهیت متفاوتی با فایلهای STL دارند: اولی اشیایی جامد با پارامتر هستند در حالی که دومی اساساً مش هستند، بنابراین ابتدا باید تغییراتی در مش موجود ایجاد کنید تا آن را جامد کنید. این فرآیند در قسمت های بعدی توضیح داده خواهد شد و خوشبختانه با نرم افزار مناسب بسیار ساده است.تبدیل فرمت STL به STEP
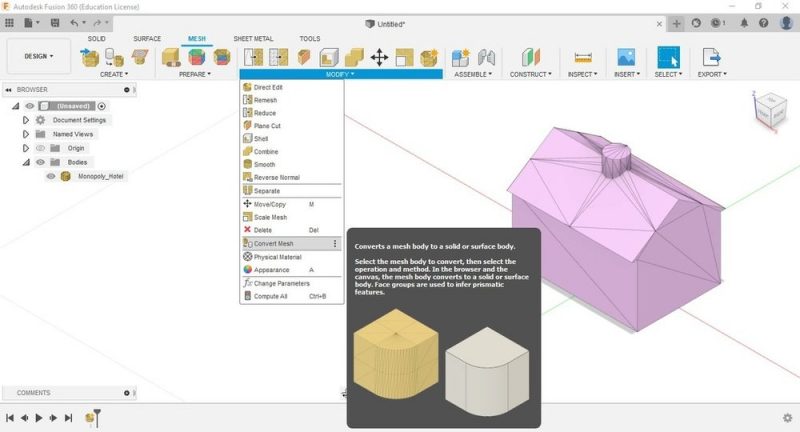
یک روش ساده برای تبدیل فایلهایSTL به فایلهای STEP استفاده از Autodesk’s Fusion 360 است. از آنجایی که فایل STL اساساً یک مش است، مهم است که توجه داشته باشید که Fusion 360 از سه روش مختلف کار با مش پشتیبانی میکند، اما قرار دادن یکی سادهترین روش است. . Fusion 360 در آخرین نسخه های خود شامل برخی از عملیات مش است که در جدول زمانی عملیات ثبت شده است.
برای پیروی از این روش اول، باید در Design Workspace، که فضای کاری پیش فرضی است که هنگام باز کردن Fusion 360 در آن هستید، باشید.تبدیل فرمت STL به STEP
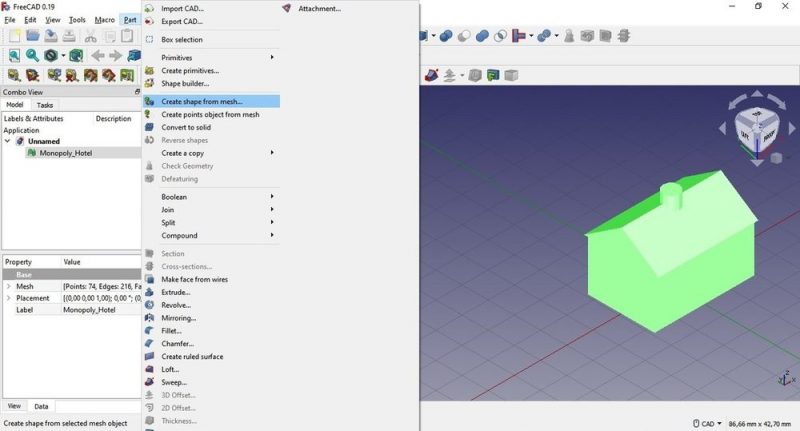
یک جایگزین رایگان که با آن می توانید فایل های STL را به فایل های STEP تبدیل کنید FreeCAD است، یک برنامه CAD قابل دانلود.
FreeCAD در Workbenches، مشابه فضاهای کاری Fusion 360 سازماندهی شده است. میز کار بسته به عملیاتی که می خواهید انجام دهید، چیدمان های پیش فرض ابزارها هستند و Workbench انتخاب شده نیز گزینه های نوار منوی بالایی را تغییر می دهد. برای این فرآیند، میز کار Part مورد استفاده قرار می گیرد، زیرا ما باید منوی “Part” ظاهر شود.
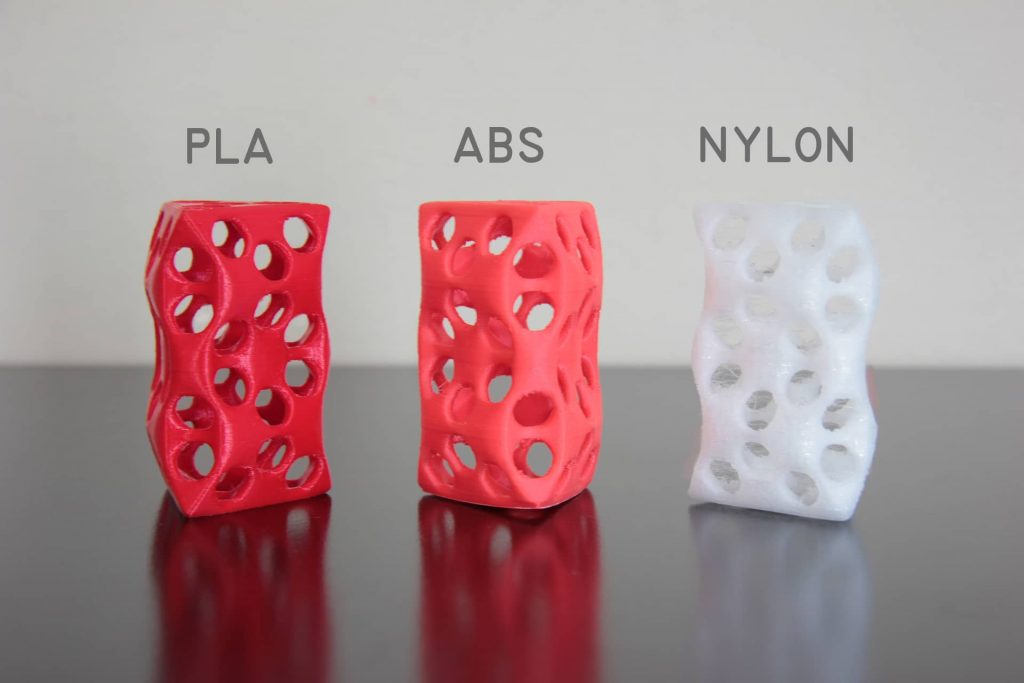
وقتی صحبت از مواد پرینت سه بعدی می شود، باید از نایلون به عنوان یکی از محبوب ترین مواد برای کاربران حرفه ای نام برد. شاید در اول به این تناقض بر بخورید که PLA و ABS محبوب ترین مواد برای پرینت می باشند ولی همان طور که گفتیم در رابطه با کاربران حرفه ای صنعت پرینت سه بعدی صحبت می کنیم ، البته از جهتی دیگر این را می توان تا حد زیادی به محبوبیت آن در خارج از چاپ سه بعدی نسبت داد. نایلون به دلیل خواص منحصر به فرد خود دارای طیف گسترده ای از کاربردها است و مزایای پرینت سه بعدی به این معنی است که قطعات را می توان به راحتی و ارزان ساخت.
نایلون را می توان با استفاده از سه فناوری مختلف، یعنی FDM، هم جوشی لیزری زینترینگ (SLS) و MultiJet Fusion (MJF) پرینت سه بعدی کرد. با این حال، تمرکز این مقاله حول پرینت سه بعدی FDM است.
فیلامنت نایلون Nylon
نایلون(Nylon) در چاپ سه بعدی
همانطور که نایلون در تولید سنتی به ماده ای پرکاربرد تبدیل شده است، نایلون نیز به یک ماده محبوب برای استفاده در پرینترهای سه بعدی تبدیل شده است. پرینت سه بعدی مزایای اضافی هندسه های نامحدود، تکرار و سفارشی سازی و مقرون به صرفه بودن حجم کم را فراهم می کند.
انعطاف پذیری و دوام نایلون به چاپ سه بعدی قطعات با دیواره های نازک کمک می کند. ضریب اصطکاک پایین آن با نقطه ذوب بالا آن را به ویژه در برابر سایش مقاوم کرده و امکان استفاده از آن را در چاپ برای قطعاتی مانند چرخ دنده های به هم پیوسته کاربردی می دهد. نایلون دارای خواص مکانیکی قابل مقایسه با ABS (یکی دیگر از مواد پرکاربرد در تولید سنتی و افزودنی) است. ABS با استحکام آن مشخص می شود، اما مقاومت نایلون در برابر سایش و خستگی آن را برای کاربردهایی که نیاز به چنین ویژگی هایی دارند برتری می دهد.
فیلامنت نایلون Nylon
جدای از مزایا،فیلامنت نایلون Nylon یک ایراد عمده دارد که اغلب می تواند عملکرد پرینت آن را مختل کند .این مسدله ای نیست جز جذب رطوبت . این ویژگی در ارائه عملکرد قابل پیش بینی مضر است. اما همین خاصیت به نایلون کمک می کند تا پس از پردازش آسان با رنگ های پارچه و اسپری رنگ، آن را برای استفاده در چاپ مدل های زیبایی (نمایشی) مناسب کند.
فیلامنت نایلون Nylon
مدل سازی به روش (FDM) سه بعدی نایلون
همانطور که قبلا ذکر شد، چاپ سه بعدی نایلونی در FDM کمی دشوار است، اما با ابزارهای مناسب می توان از آن برای ایجاد نتایج ثابت استفاده کرد. ما با برخی از چالش های رایج پرینت سه بعدی نایلونی بیان می کنیم.
چالش های رایج چاپ سه بعدی نایلون(Nylon)
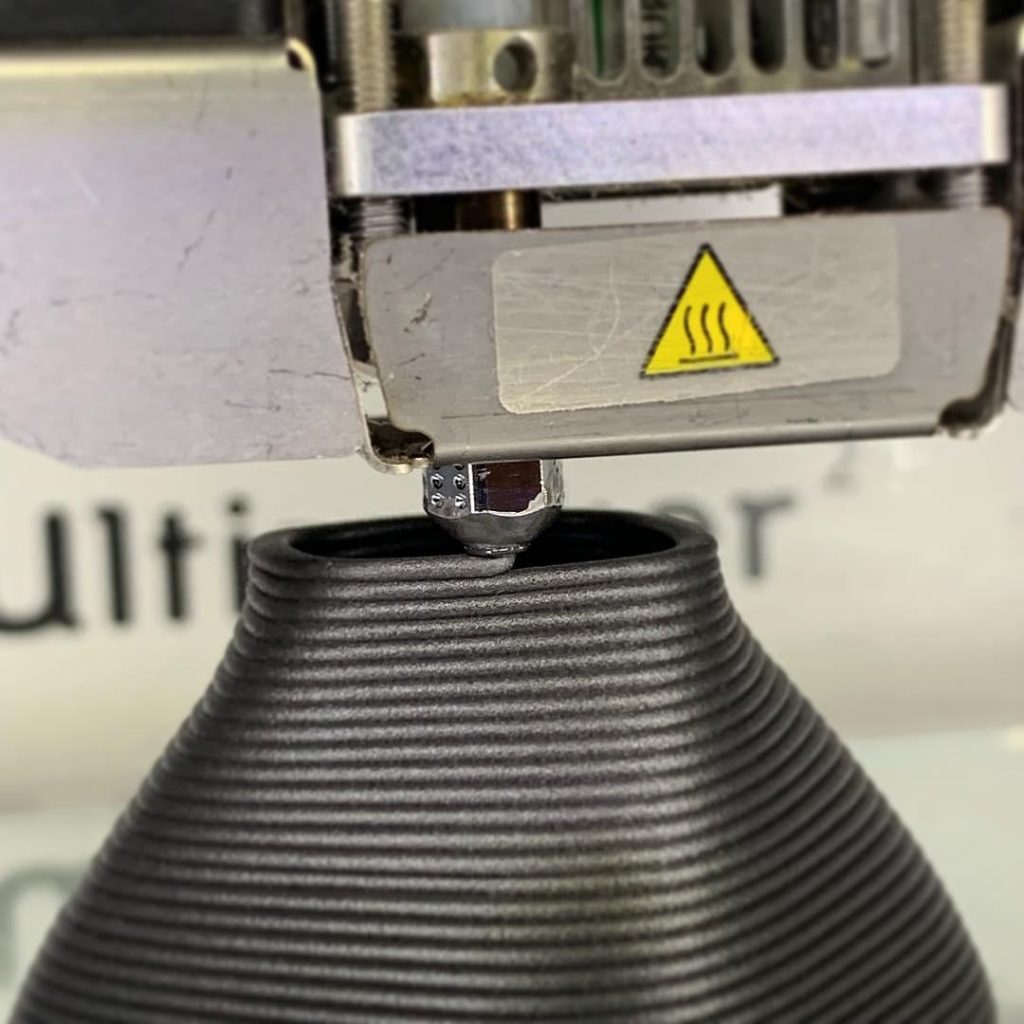
یکی از چالش های پرینت سه بعدی نایلون(Nylon) این است که نایلون بسیار جذب کننده رطوبت است. حتی قرار گرفتن کوتاه مدت در معرض رطوبت بالا می تواند منجر به فیلامنت “خیس” شود که هنگام چاپ می تواند منجر به ناهماهنگی در دقت ابعاد و استحکام قطعه شود. با توجه به این خاصیت، نگهداری رشته نایلونی در جای خشک بسیار مهم است. پرینترهای حرفه ای سه بعدی FDM محصور شده اند تا بتوان با خیال راحت از رطوبت جلوگیری کرد، اما برای کاربران جدیدی که با پرینترهای رومیزی DIY یا ارزان تر کار می کنند، مواد هنگام چاپ در معرض هوا قرار می گیرند. این باعث می شود که مستعد رطوبت باشد. رطوبت جذب شده توسط نایلون با عبور از بخاری گرم می شود و رطوبت حباب هایی تشکیل می دهد که در طول فرآیند گرمایش می ترکد. این ترکیدن شکاف های قابل مشاهده ای در قطعات پرینت سه بعدی ایجاد می کند که منجر به خروجی ضعیف می شود.
علاوه بر این، فیلامنت نایلون Nylon مستعد مشکلات تاب خوردگی (Warping) است. تاب برداشتن زمانی اتفاق میافتد که چاپ ناهموار خنک شود و پرینت از روی صفحه ساخته شود و قسمت چاپ شده را مخدوش کند. با چسباندن کارآمد Heat bed و استفاده از یک Heat bed با دمای ثابت برای حفظ حرارت ملایم لایه زیرین چاپ به طوری که در طول مدت چاپ به تخت بچسبد، می توان از این امر جلوگیری کرد. به عنوان یک اقدام احتیاطی اضافی، هنگام پرینت با نایلون، فن های خنک کننده را می توان خاموش کرد (تنظیمات فن در از نرم افزار اسلایسر خود خاموش کنید).
نکتههمچنین توصیه می شود که چاپ نایلون به دلیل ترکیب شیمیایی آن در فضایی با تهویه مناسب انجام شود.
فیلامنت نایلون Nylon
راه حل های برای پرینت سه بعدی نایلون (Nylon)
خوشبختانه، چاپگرهای سه بعدی حرفه ای وجود دارند که هم برای مشاغل مقرون به صرفه هستند و هم دارای ویژگی هایی هستند که امکان چاپ سه بعدی آسان و سازگار با نایلون را فراهم می کند. یکی از نمونههای این ویژگیهای حرفهای پیشرفته، یک محفظه ساخت گرم محصور است که تاب برداشتن و سرد شدن ناسازگار را در طول چاپ به حداقل میرساند و همچنین میتواند قبل از چاپ برای خشک کردن فیلامنت روی قرقره استفاده شود. یکی دیگر از این ویژگی ها، محفظه های مواد مهر و موم شده است که از تماس مواد با محیط اطراف جلوگیری می کند. این دو افزوده تقریباً به طور کامل مشکلات مربوط به پرینت سه بعدی نایلونی را حل می کند و اگر نایلون یک ماده چاپ سه بعدی ترجیحی باشد، ممکن است در هنگام خرید در نظر گرفته شود.
کسب و کار خدمات پرینت سه بعدی سریعتر از همیشه در حال رشد است. این به این دلیل است که افراد بیشتری به دنبال پرینت سه بعدی برای پروژه های خود هستند. افراد و گروه های مختلف مانند: یک فرد ، یک گروه تحقیقاتی یا حتی یک شرکت تولیدی، بسیاری مایل به سرمایه گذاری برای تامین تجهیزات پرینت سه بعدی نیستند و در عوض ترجیح می دهند ابتدا با یک سرویس چاپ سه بعدی کار کنند. این روزها، اکثر مراکز خدمات پرینت سه بعدی مبتنی بر کار با مشتریان حرفه ای است.
حتی اگر به پرینتر سه بعدی دسترسی دارید، گاهی اوقات استفاده از خدمات پرینت سه بعدی راه حل بهتری است. به عنوان مثال، ممکن است به قطعهای نیاز داشته باشید که با مواد یا رنگی ساخته شده باشد که در دست ندارید و ترجیح میدهید یک قرقره کامل از آن را خریداری نکنید، بنابراین سفارش دادن قطعه به جای خرید تمام تجهیزات و موجودی بسیار منطقیتر است. ، که ممکن است خارج از یک پروژه به آن نیاز نداشته باشید.
در این مقاله به بعضی از دلایلی که برای استفاده از خدمات پرینت سه بعدی وجود دارد می پردازیم :
دلایل استفاده از مراکز خدمات پرینت سه بعدی
مدیریت و تولید قطعات
با بهبود فناوریهای پرینت سه بعدی در طول سالها، این تکنیک به بلوغ رسیده است که میتواند هم نمونههای اولیه و هم قطعات مصرف نهایی را تولید کند، مخصوصاً برای کاربردهای خاص.
به طور کلی، توسعه و ساخت یک قطعه خاص به دلیل هزینه های بالای مرتبط با ابزار، می تواند بسیار گران باشد. از آنجایی که پرینت سه بعدی تکنیکی قابل انطباق است، ساخت تعدادی از قطعات مختلف و تکرارهای طراحی آنها مشکل کمتری دارد و آن را به یک راه حل قوی برای طرح های در حال تکامل تبدیل می کند.
به طور کلی، توسعه و ساخت یک قطعه خاص به دلیل هزینه های بالای مرتبط با ابزار، می تواند بسیار گران باشد. از آنجایی که پرینت سه بعدی تکنیکی قابل انطباق است، ساخت تعدادی از قطعات مختلف و تکرارهای طراحی آنها مشکل کمتری دارد و آن را به یک راه حل قوی برای طرح های در حال تکامل تبدیل می کند.
دلیل استفاده از مراکز خدمات پرینت سه بعدی
دلایل استفاده از مراکز خدمات پرینت سه بعدی
تنوع گسترده ای از مواد مصرفی
یکی از مهمترین نکات فروش خدمات پرینت سه بعدی، تنوع مواد است که ارائه می دهد. با نوآوری مداوم در صنعت، اغلب این ارائه دهندگان خدمات هستند که می توانند با جدیدترین چیزها، به ویژه سرمایه گذاری های بزرگتر کار کنند.
اکثر مراکز خدمات پرینت سه بعدی حداقل سه مورد از رایج ترین فناوری های چاپ سه بعدی را ارائه می دهند: FDM، چاپ رزین (از جمله جت مواد)، و SLS. برای FDM، برخی از رایج ترین مواد PLA، ABS و PETG هستند، در حالی که چاپ رزین عمدتاً از رزین حساس به نور استفاده می کند. از نظر SLS، پودر نایلون PA12 رایج ترین نوع مواد است. این مواد به انتخاب های استاندارد در دنیای خدمات پرینت سه بعدی تبدیل شده اند، اما گزینه های دیگری مانند فولاد ضد زنگ و حتی طلا نیز وجود دارد.
تنوع گزینه ها این امکان را برای مشتری فراهم می کند که با در نظر گرفتن خواص مکانیکی، شیمیایی و زیبایی، مواد مناسب برای پروژه خود را به دست آورد. بسیاری از گزینه های مواد فقط برای نیازهای حرفه ای مفید نیستند. یک سرویس پرینت سه بعدی حرفه ای نیز مواد ساده ای را ارائه می دهد که ممکن است فرد به آنها دسترسی نداشته باشد. در این مورد، به دست آوردن یک ماده خاص و استفاده از آن برای چاپ یک قطعه ممکن است بیشتر از سفارش صرف یک قطعه در آن ماده خاص هزینه داشته باشد.
چندین تکنیک پرداخت سطح را می توان در قطعات پرینت سه بعدی نیز استفاده کرد. برای شروع، قطعات پرینت سه بعدی را می توان پردازش کرد تا کاملاً دید لایه ها را پنهان کند و به نظر برسد که حتی از یک پرینتر سه بعدی ساخته نشده اند.
در پایان می توان بعداز سنباده زدن از: صاف کردن، پرداخت، آبکاری الکتریکی و رنگ آمیزی باشد. هر ماده پرینت سه بعدی برای هر تکنیک پس از پردازش مناسب نیست، اما ارائه دهندگان خدمات باید این را در طول فرآیند سفارش برای شما روشن کنند.
جدای از تنوع بسیار زیاد گزینه ها، یکی از بزرگترین مزایای استفاده از مراکز خدمات پرینت سه بعدی، کیفیت و راحتی آن است. پس از پردازش میتواند زمان زیادی را ببرد، و با استفاده از متخصصان حرفهای، میتوانید مطمئن باشید که کاربرد آن سازگار و با کیفیت بالا خواهد بود.
کیفیت قطعات تولید شده توسط مراکز خدمات پرینت سه بعدی
دلیل استفاده از مراکز خدمات پرینت سه بعدی می توان به این موضوع که پرینترهای سه بعدی دقیق تر می شوند و حتی مقرون به صرفه ترین ماشین ها دقت چشمگیری را نشان می دهند. با این حال، بسیاری از پرینتها برای تضمین تناسب کامل به دقت بیشتری (مانند جواهرات) یا تحملهای محکم نیاز دارند. یک کار حرفه ای که توسط یک مرکز خدمات پرینت سه بعدی ارائه می شود، می تواند قطعات را با دقت و پرداخت ثابت ارائه دهد.
تنها ماشین ها نیستند که به نتیجه نهایی کمک می کنند. افرادی که با پرینت سه بعدی کار می کنند سهم قابل توجهی در تولید یک قطعه با کیفیت حرفه ای دارند. آنها دانش و تخصص را دارند تا به شما در مورد نحوه بهترین آماده سازی مدل خود، انتخاب مناسب ترین متریال و در نهایت ایجاد قسمت پایانی راهنمایی کنند.
دلایل استفاده از مراکز خدمات پرینت سه بعدی
بهینه کردن هزینه با استفاده از مراکز خدمات سه بعدی !!!
در صورتی که پرینت سه بعدی برای یک سرمایه گذاری خاص در نظر گرفته شود، در واقع منطقی است که ابتدا آن را از طریق یک مرکز خدمات چاپ سه بعدی برون سپاری کنیم. این ممکن است به یک فرد یا شرکت اجازه دهد تا به فناوری های چاپ سه بعدی دسترسی داشته باشد و در عین حال از هزینه های ماشین آلات، مواد و نگهداری جلوگیری کند. هنگامی که متوجه شدید که آیا پرینت سه بعدی با نیازهای کسب و کار شما مطابقت دارد یا خیر، ممکن است زمان مناسبی باشد که خرید تجهیزات را در نظر بگیرید.
به طور کلی، میتوان پول زیادی برای برونسپاری پروژه صرفهجویی کرد تا زمانی که به «نقطه اوج» رسید، در این مرحله هزینههای خرید تجهیزات به یک سرمایهگذاری ارزشمند تبدیل میشود.
دلایل استفاده از مراکز خدمات پرینت سه بعدی
تولید در مقیاس نسبتا متوسط
از زمان ورود به رسانه های اصلی، پرینت سه بعدی به عنوان یک فرآیند کند توصیف شده است. به طور معمول، این به این اشاره دارد که پرینت سه بعدی قادر به رقابت با روشهای تولید مرسوم، مانند قالبگیری تزریقی، در اجرای دورههای تولید بزرگ نیست.
حقیقتی در این مورد وجود دارد، اما مهم است که بدانید چاپ سه بعدی تحت شرایط خاصی می تواند یک فرآیند بسیار کارآمد باشد. بله، زمانی که بخواهید مقادیر بسیار زیادی از قطعات مشابه بسازید بهترین نیست، اما توانایی تولید کم تا متوسط را دارد.
دلایل استفاده از مراکز خدمات پرینت سه بعدی
مشاوره و کمک تخصصی
همانطور که قبلا ذکر شد، مرکز خدمات پرینت سه بعدی با مجموعه ای از مشتریان مختلف کار می کند. آنها از افرادی که خواهان یک مجسمه کارتونی پرینت سه بعدی هستند گرفته تا برخی از شناخته شده ترین شرکت های جهان که به دنبال بهبود فرآیندها هستند را شامل می شود. در هر صورت، مشاوره عامل مهمی است که می تواند به بستن معامله کمک کند. کارشناسان صنعت تولید مواد افزودنی که توسط مراکز ارائهدهنده خدمات پرینت سه بعدی به کار گرفته میشوند، میتوانند به مشتریان کمک کنند تا قبل از حرکت به پروژه، یک استراتژی هوشمند تعریف کنند. با کار با مشتری در مورد نیازهای خاص پروژه آنها و آموزش آنها در مورد گزینه های موجود انجام می شود.
شناسایی مناطق دقیقی که پرینت سه بعدی را می توان در آنها اعمال کرد و بحث در مورد چالش های فنی و ویژگی های خاص، مانند اینکه کدام ماده برای این هدف بهترین است، همه بخشی از خدمات مشاوره است. گاهی اوقات، یک آمادگی خوب مبتنی بر مشاوره می تواند با پیشرفت پروژه باعث صرفه جویی در هزینه شود.
ما در مجموعه KING3D سعی کردیم همیشه با مشاوره و ارائه بهترین متد و روش رضایت مشتریان را کسب کنیم .
دلایل استفاده از مراکز خدمات پرینت سه بعدی
طراحی توسط طراحان مجرب
و اما مورد آخری که می خواهیم به آن اشاره کنیم :
بسیاری از خدمات پرینت سه بعدی انتظار دارند که از قبل یک مدل سه بعدی آماده برای چاپ داشته باشید. اگرچه این روش کار می کند، برخی از مشتریان به کمک بیشتری نیاز دارند. در شرایطی که مشتری نیاز به توسعه یک قطعه از ابتدا دارد و تجربه مدلسازی سه بعدی را ندارد، خدماتی با طراحان حرفهای بسیار مفید است. علاوه بر این، همه مدلهای سه بعدی کاملاً برای پرینت سه بعدی به عنوان یک فرآیند تولید مناسب نیستند. در این موارد، توصیه (یا اصلاحات) از یک متخصص تولید مواد افزودنی واقعا مفید است.
که ما با تکیه به متخصصین مجربی که در مجموعه KING3D داریم این خدمات رو به مشتریان ارائه می کنیم.
جدا شدن و ترک در لایه های پرینت سه بعدی بیشتر در پرینت های ABS اتفاق می افتد ، اگر خدمات پرینت انجام داده باشید در جریان هستید که ABS بیشتر برای کاربرد های صنعتی استفاده می شود و مشتریان رقبت بیشتری برای کار با این متریال دارند .
اما سختی پرینت ABS باعث مشکل برای کاربران پرینت سه بعدی می شود که ما تصمیم به بررسی و حل این موضوع گرفتیم و امیدوارم مشکلات شما نیز برطرف شود .
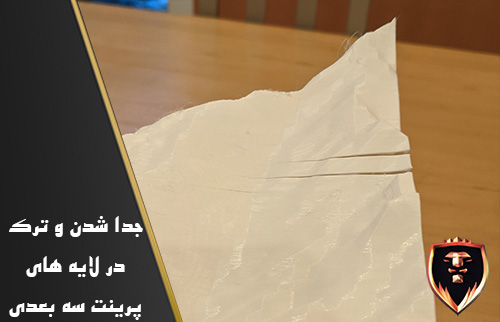
جدا شدن و ترکه در لایه های پرینت سه بعدی ، یک مسئله چاپ سه بعدی است که شامل چسبندگی ضعیف لایه به لایه است. این مشکل مشابه چسبندگی ضعیف لایه اول است ، زمانی که شما بین لایه اول پرینت خود و سطح ساخت پیوند ضعیفی دارید.
در حالی که چسبندگی ضعیف لایه اول می تواند به قسمتی با پایه تاب دار منجر شود ، جداسازی لایه می تواند پرینت های بسیار معیوب با ترک های قابل مشاهده بین لایه ها ایجاد کند. لایه لایه شدن به دلیل پیوندهای ضعیف لایه های میانی رخ می دهد ، هنگامی که یک لایه به اندازه کافی به لایه زیرین نمی چسبد. این می تواند به دلایل مختلفی از جمله دمای بسیار پایین ، سرد شدن بیش از حد ، ارتفاع زیاد لایه ، پایان داغ ناخالص و موارد دیگر رخ دهد.
در این مقاله ، ما راه حل های مختلف را بررسی می کنیم که به جلوگیری از به وجود آمدن ترک در چاپ سه بعدی شما کمک می کند.
پس از استفاده طولانی مدت ، hot end شما ممکن است کمی کثیف شده و احتمالاً حتی تا حدی (یا به طور کامل) مسدود شود. یک گرفتگی جزئی (یا کامل) به طور قابل توجهی روی اکستروژن پرینتر شما تأثیر می گذارد. به طور خاص ، کاهش مواد اکسترود شده می تواند پیوند بین لایه ها را کاهش دهد و مسائلی مانند جداسازی لایه ایجاد کند.
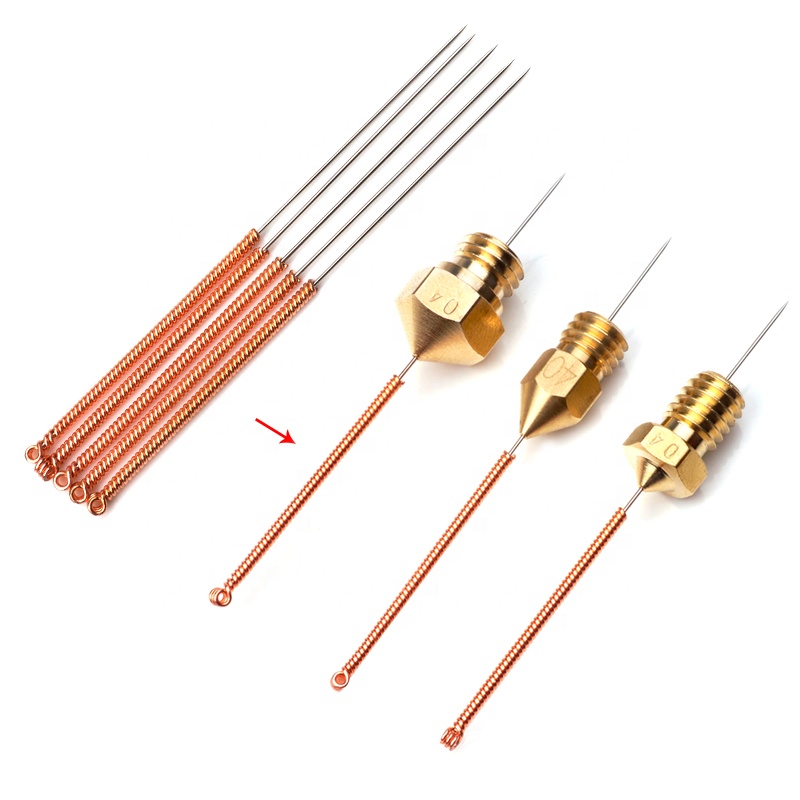
بنابراین ، اولین نکته ما این است که هر چند وقت یکبار hot end پرینتر خود را تمیز کنید تا اطمینان حاصل کنید که اکستروژن همیشه عاری از گرفتگی و گرفتگی است. برای انجام این کار ، کافی است هات اند خود را به دمای معمول پرینت خود گرم کنید و (با استفاده از نوعی فلز) هرگونه تجمع را از hot endخود حذف کنید. علاوه بر این ، فراموش نکنید که از یک سوزن برای تمیز کردن نازل خود استفاده کنید. و اگر فکر می کنید در حالت فوق العاده نیست ، جایگزینی ارزان و آسان برای نصب است .
از آنجا که تمیز کردن hot end و نازل دردسر چندانی ندارد ، می توانید هر چند وقت یکبار به عنوان یک اقدام پیشگیرانه این کار را انجام دهید ، حتی اگر جدایی لایه را مشاهده نمی کنید. با این کار احتمال بروز سایر مسائل مربوط به کیفیت چاپ بعداً کاهش می یابد.
جدا شدن و ترک در لایه های پرینت سه بعدی
• کاهش سرعت پرینت
سرعت چاپ را کاهش دهید ، که برای بسیاری از مسائل راه حل مناسبی است ، اما باعث افزایش اکستروژن شما در هنگام چاپ می شود.
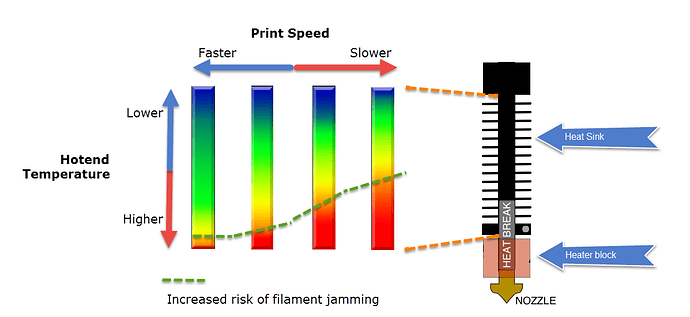
به خصوص اگر می خواهید با عجله چاپ کنید و تنظیمات سرعت خود را فراتر از توصیه های سازنده فیلامنت قرار داده اید ، این می تواند منبع هر گونه مشکل اکستروژن باشد. اگرچه سرعت چاپ بالا از نظر فنی به این معنی است که فیلامنت سریعتر از طریق نازل جریان می یابد ، اما اگر دمای hot end به اندازه کافی بالا نباشد ، مشکلات اکستروژن و جدایی احتمالی لایه ها را خواهید داشت. کاهش سرعت چاپ زمان بیشتری را برای داغ شدن ذرات و ذوب شدن فیلامنت می دهد.
هنگام تنظیم ، باید سرعت چاپ خود را بسته به متریال خود در حدود 5 تا 10 میلی متر بر ثانیه کاهش دهید ، تا زمانی که آن را به حدود 50 درصد از مقدار اصلی کاهش دهید. اگر هنوز جداسازی لایه را مشاهده می کنید ، به احتمال زیاد علت سرعت نیست.
جدا شدن و ترک در لایه های پرینت سه بعدی
• افزایش دمای hot end
نکته بعدی برای حل لایه لایه شدن و ترک خوردن قطعه، افزایش دمای داغ است ، که باید اکستروژن چاپ شما را افزایش دهد. هنگامی که دمای داغ بسیار پایین است ، فیلامنت زمان کافی برای ذوب شدن ندارد و باعث ایجاد مشکلاتی مانند کاهش اکستروژن می شود. با این حال ، دمای hot end نیز بر میزان خوب بودن لایه ها یو پیوند چاپ در طول و پس از فرآیند پرینت تأثیر می گذارد.
شکی نیست که دمای نازل بالاتر قطعات قوی تری را تولید می کند و این ادعا بارها در آزمایش هایی مانند آزمایشات CNC Kitchen ثابت می شود. نازل داغتر جریان فیلامنت را بیشتر تولید می کند و این ماده اضافی پیوند بین لایه ها را افزایش می دهد. علاوه بر این ، لایه های رشته ای که یک پرینت را تشکیل می دهند برای جوش خوردن به گرما نیاز دارند ، بنابراین طبیعتاً تأمین گرمای بیشتر به این روند کمک می کند.
هنگام بالا بردن دمای hot end برای بهبود پیوندهای لایه و حل ترک خوردن و لایه لایه شدن ، ابتدا دمای خود را حدود 10 درجه سانتی گراد افزایش دهید.
اگر مشکل همچنان ادامه داشت ، به افزایش دمای نازل خود در فواصل 5 درجه ادامه دهید. سعی کنید این کار را تا زمانی که مشکل برطرف شود یا تا زمانی که به حداکثر دمای پرینتر خود نرسیده اید یا از محدوده دمای فیلامنت خود فراتر نرفته اید ، انجام دهید. اگر این اتفاق می افتد و شما هنوز در حال مشاهده لایه برداری هستید ، احتمالاً دمای hot end ، دلیل مشکلات جداسازی لایه شما نیست.
جدا شدن و ترک در لایه های پرینت سه بعدی
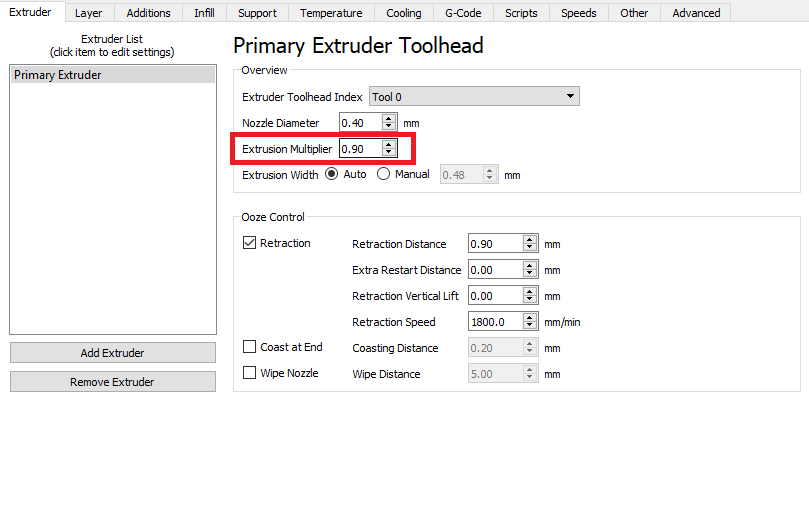
• افزایش flow rate
در رابطه با دو راه حل قبلی ، نکته چهارم ما افزایش سرعت جریان (ضرب اکستروژن) در تنظیمات اسلایسر سه بعدی است. با این حال ، قبل از انجام این کار ، مطمئن شوید که مراحل تنظیمات کامپیوتری را به درستی روی چاپگر خود تنظیم کرده اید ، زیرا مراحل جریان و تنظیمات اسایسر در کنار هم قرار می گیرند.
سرعت جریان تعیین می کند که اکسترودر چگونه سریع فیلامنت را در hot end (برای سرعت چاپ معین) تغذیه می کند. تغییر سرعت جریان یک روش رایج برای حل مسائل اکستروژن مانند اکستروژن زیاد یا اکستروژن پایین است و همچنین می تواند جداسازی لایه را حل کند. افزایش سرعت جریان باعث افزایش مقدار رشته ای می شود که از طریق نازل عبور می کند و همانطور که قبلاً گفتیم ، اکسترود بیشتر مواد به معنای فرصت بیشتری برای پیوند لایه ها است.
تنظیمات نرم افزار simplify3D
تنظیم سرعت جریان می تواند محل مناسبی برای شروع (پس از افزایش دما) برای از بین بردن جداسازی لایه باشد. هنگام افزایش میزان جریان خود ، این کار را با افزایش 5 درصدی انجام دهید تا زمانی که یا مشکل برطرف شود یا دچار اکستروژن بیش از حد نشوید. اگر این اتفاق بیفتد ، به این معنی است که شما بیش از حد پیش رفته اید و احتمالاً میزان جریان علت مشکل نیست.
جدا شدن و ترک در لایه های پرینت سه بعدی
• تنظیمات قسمت خنک کننده
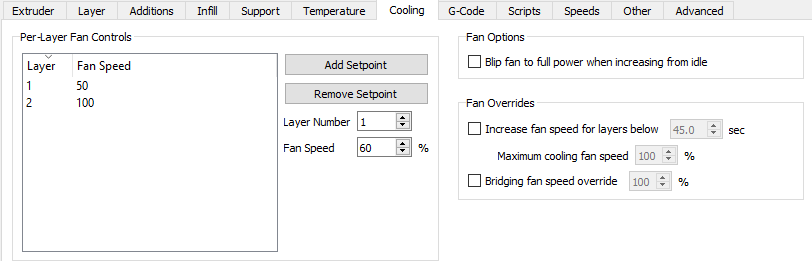
همانطور که جریان بیش از حد هوا می تواند باعث پیچ خوردگی لایه اول قطعات شود ، خنک شدن بیش از حد ، می تواند باعث ترک و جداشدن لایه های میانی شود. همانطور که می دانیم ، گرما برای همجوشی لایه ها مورد نیاز است ، بنابراین اگر لایه ها به سرعت سرد شوند ، اتصال آنها سخت تر می شود.
برای رفع این مشکل ، سرعت فن خنک کننده خود را 10 درصد کاهش دهید تا مشکل برطرف شود یا سایر خطاهای چاپ را تجربه کنید. از این که سرعت فن خنک کننده خود را تا 0٪ پایین بیاورید نترسید ، مخصوصاً برای موادی که حساس به خنک کننده مانند ABS هستند.
تنظیمات نرم افزار simplify3D
در حالی که جریان هوا در درجه اول از فن خنک کننده پرینتر شما تولید می شود ، می تواند از شرایط ناخواسته نیز ناشی شود. برای بررسی اینکه آیا علت جداسازی لایه شما این است ، می توانید یک قطعه آزمایشی را با سرعت پایین فن چاپ کنید در حالی که چاپگر خود را در یک محیط کنترل شده نگه دارید ، مانند یک اتاق بسته یا (موقت) در یک کیسه زباله برای جلوگیری از جریان هوا. اگر جداسازی لایه را مشاهده نمی کنید ، خنک شدن بیش از حد علت جدایی لایه شما است و باید محفظه ای برای پرینتر خود بسازید یا خریداری کنید.
جدا شدن و ترک در لایه های پرینت سه بعدی
• کاهش ارتفاع لایه های پرینت
ارتفاع لایه به اندازه کافی می تواند به لایه لایه شدن در چاپ کمک کند ، تنظیمات ارتفاع لایه را در دستگاه برش خود کاهش دهید. ارتفاع لایه دقیقاً همان چیزی است که به نظر می رسد ، اما می توانید آن را به عنوان فاصله تا محور Z که هد چاپ قبل از شروع یک لایه جدید تغییر می دهد ، در نظر بگیرید.
ارتفاع لایه معمولاً بر اساس قطر نازل شما تعیین می شود و ارتفاع لایه معمولی برای نازل با قطر 0.4 میلی متر 0.2 میلی متر است. هرچه ارتفاع لایه کوچکتر باشد ، پرینتر شما می تواند به جزئیات بیشتری برسد. هرچه این مقدار بزرگتر باشد ، قطعات قوی تر خواهند بود. اگر ارتفاع لایه بسیار زیاد باشد ، لایه های جداگانه به اندازه کافی نزدیک نمی شوند که به طور موثر بچسبد ، به طور بالقوه باعث لایه لایه شدن می شود.
اگر از نازل استاندارد 0.4 میلی متر با ارتفاع لایه بالای 0.2 میلی متر استفاده می کنید و جداسازی لایه را تجربه می کنید ، سعی کنید به ارتفاع لایه 0.2 میلی متر برگردید. اگر ارتفاع لایه 0.2 میلی متر نیز کار نمی کند ، ممکن است بخواهید حتی پایین تر بروید. با این حال ، اگر ارتفاع لایه ای به اندازه 0.16 میلی متر کار نمی کند ، احتمالاً دلیل لایه لایه شدن شما نیست.
راهکار آخری که به شما برای رفع مشکل ترک در لایه های میانی پرینت پیشنهاد می کنیم این است که از یک نازل با قطر بیشتر استفاده کنید . با کمال تعجب، قطر نازل شما می تواند بر چسبندگی لایه به لایه در چاپ تاثیر بگذارد و تا حدی، هرچه قطر نازل بزرگتر باشد، چسبندگی بهتری دارد. یک نازل با قطر بزرگتر، خطوط گستردهتری از فیلامنت ذوب شده را ایجاد میکند و سطح لایه بعدی را افزایش میدهد. بر این اساس، اگر ارتفاع لایه را افزایش دهید، فرصتهای کمتری برای جداسازی لایهها وجود خواهد داشت، زیرا برای ایجاد همان قسمت، لایههای کمتری نیاز است.
اکثر پرینترهای سه بعدی از یک نازل با قطر 0.4 میلی متر به عنوان استاندارد استفاده می کنند، بنابراین ممکن است بخواهید برای امتحان این راه حل به نازل 0.5 یا حتی 0.6 بروید. اگرچه این اصلاح میتواند کارساز باشد، توصیه میکنیم ابتدا از سایر مراحل استفاده کنید . زیرا با افزایش قطر نازل ، کیفیت پرینت تحت تاثیر قرار می گیرد .
در نهایت، اگر قطر نازل خود را افزایش میدهید، فراموش نکنید که دمای نازل و سرعت جریان خود را برای جبران افزایش اکستروژن تنظیم کنید.
دلایل بی شماری وجود دارد که چرا قطعه پرینت سه بعدی شما ممکن است نیاز به انعطاف پذیری ، خم شدن ، کشسانی یا نرم شدن داشته باشد. خوشبختانه طیف وسیعی از فیلامنت ها در بازار وجود دارد که می توانند ویژگی های مورد نظر شما را در عین چاپ آسان ارائه دهند.
فیلامنت های انعطاف پذیر می توانند خاصیت کشسانی و دوام ، استحکام و سایر ویژگی های جذاب مانند بازدارندگی شعله ، ایمنی مواد غذایی و خواص ضد باکتریایی را ارائه دهند. آنها می توانند تخلیه الکترواستاتیک را از بین ببرند ، در برابر محو شدن در اشعه ماوراء بنفش مقاومت کرده و در برابر حلالهای شیمیایی مقاومت کنند ، که این امر آنها را برای کاربردهای صنعتی نیز ایده آل می کند. امروزه بیشتر رشته های انعطاف پذیر را برای تماس طولانی مدت با پوست پیدا می کنید ، بنابراین برای پروتزها و وسایل الکترونیکی پوشیدنی ایده آل هستند. همچنین فیلامنت های انعطاف پذیر ساخته شده از 100٪ مواد بازیافت شده وجود دارد.
معرفی فیلامنت TPU
پلی اورتان ترموپلاستیک (TPU) نوعی الاستومر است که با انعطاف پذیری و دوام بالای آن در پردازش مشخص می شود و ویژگی های هر دو پلاستیک و لاستیک را ترکیب می کند. در ترکیب شیمیایی آن متوجه می شویم که سازگاری آن به دلیل وجود توالی های متناوب بخشهای سخت و نرم است ، یعنی با تغییر نسبت این بخشها ، سختی و انعطاف پذیری مواد نیز تغییر می کند. این امر روی شفافیت قطعات نهایی ، نرمی لمس یا چسبندگی قطعات تأثیر می گذارد. به طور کلی می توان گفت که TPU یک پلیمر بسیار متنوع است که مجموعه ای بسیار جالب از ویژگی ها را برای قطعات ارائه می دهد. علاوه بر این ، این فرصتی برای چاپ سه بعدی مدلهای انعطاف پذیر است.
اما هنگام استفاده از فیلامنت TPU به چه نکاتی باید توجه کنیم؟
در صنعت تولید مواد افزودنی ، این ماده دنیایی از امکانات را برای بازارهای مختلف ، مانند کفش ، در ایجاد کفهای الاستیک یا صنعت خودرو ، برای ایجاد لاستیک و کمک فنر باز می کند. TPU برای قطعات نهایی ، نمونه های اولیه کاربردی ، مدل های مفهومی و اجزای سفارشی ایده آل است. این نوع مواد به طور گسترده ای استفاده می شود ، به عنوان مثال ، برای تولید روکش تلفن همراه ، زیرا دستگاه را در برابر ضربه و شکستگی محافظت می کند. اکنون بیایید به ویژگی های برجسته این مواد انعطاف پذیر نگاه کنیم.
ویژگی های فیلامنت TPU در چاپ سه بعدی
از نظر خواص ، باید بدانیم که این پلیمرها دارای مزایای زیادی هستند ، مانند مقاومت بالا در برابر ضربه ، سایش ، سایش و برش. علاوه بر این ، آنها دارای چسبندگی لایه ای کاملاً پیشرفته ای هستند که به یکنواختی مکانیکی عالی در قطعات تولید شده دست می یابد و آنها را همسان می کند. با این حال ، این نوع مواد دارای محدودیت های خاصی است که باید در نظر بگیریم. TPU به خوبی با محیط های گرم سازگار نیست. این عامل قابل توجه است زیرا با وجود طیف گسترده ای از کار ، نمی تواند دمای بالا را تحمل کند. علاوه بر این ، تنظیمات چاپ باید با توجه به تکنولوژی مورد استفاده متفاوت باشد.
هنگام چاپ قطعات با TPU ، با استفاده از FDM ، پیشنهاد می کنیم یک لایه نازک از چسب را روی تخت چاپ قرار دهید ، که چسبندگی مواد را تسهیل می کند. همچنین توصیه می شود که نازل اکستروژن برای ذوب شدن فیلامنت به دمایی بین 210 C الی 235 C برسد (البته بستگی به برند آن دارد). اینها نکات کلی هستند ، اما برای پرینت موفق با TPU بر اساس پیکربندی هر پرینتر سه بعدی و کالیبراسیون مناسب است. بنابراین ، توصیه می شود قبل از شروع پرینت های پیچیده تر ، آزمایشهای کوچکی را با این ماده انجام دهید.
از نظر ساخت سنگ استریولیتوگرافی ، TPU برای مدلهای کوچک و با دیواره نازک یا برای شبیه سازی مواد با طول زیاد توصیه نمی شود. هنگام پیکربندی مدل ، توصیه می شود مدل ها شکل نهایی داشته باشند و نزدیک به پلت فرم تولید ، اما با زاویه بیشتر از 20 درجه نباشد. قطعات نازک و بالاتر برای چاپ مشکل بیشتری خواهند داشت ، اگرچه همیشه می توان از ساپورت برای اطمینان از نتیجه مطلوب استفاده کرد.
خب تا اینجا با فیلامنت منعطف پذیر آشنا شدیم و به ویژگی های این فیلامنت پرداختیم ولی این فیلامنت برای پرینتدارای تنظیمات متفاوتی هنگام پرینت نیاز دارد، در این بخش به تنظیمات نرم افزار اسلایسر می پردازیم .
TPU با نازل گرم تر از PLA پرینت می کند ، معمولاً در حدود 220-230 درجه سانتی گراد ، در حالی که بسیاری از کاربران PLA را در دمای یا حدود 200 درجه سانتی گراد چاپ می کنند. احتمالاً متوجه خواهید شد که باید دمای تخت گرم خود را افزایش دهید و ممکن است برای چسبندگی به تخت از نوار یا اسپری مو استفاده کنید ، حتی اگر PLA شما بدون کمک به تخت شما بچسبد.
علاوه بر این ، سرعت خود را به 40 میلی متر بر ثانیه کاهش دهید. اگر دستگاه اکسترودر شما گرفتگی ایجاد می کند یا به شما چاپ های کثیف و تار می دهد ، ممکن است لازم باشد عقب نشینی خود را در حد صفر تنظیم کنید. شما همچنین باید فاصله نازل را از تخت تنظیم کنید ، زیرا TPU به اندازه PLA به “فشردن” نیاز ندارد.
وقتی صحبت از پرینت با فیلامنت TPU می شود ، درک نقاط قوت و ضعف مهم است. چگونه می توانید بیشترین بهره را از این مواد ببرید؟
هنگام تصمیم گیری برای شروع با مواد TPU ، توجه به مسائل احتمالی بسیار مهم است ، بنابراین می دانید چه چیزی انتظار می رود.
1- بهینه سازی feed rate
اغلب بهترین حالت استفاده از نرخ تغذیه ثابت است که در هنگام چاپ سه بعدی با فیلامنت های انعطاف پذیر کند است. این امر به این دلیل است که مواد کشسان هستند و در صورت تغییر ناگهانی در سرعت پرینت ، می توان آن را غیرقابل کنترل کرد. افزایش سرعت چاپ می تواند منجر به فشرده شدن فیلامنت شود که می تواند منجر به گرفتگی شود. اغلب می توان چندین تلاش برای یافتن سرعت مطلوب چاپ برای چاپ سه بعدی مواد TPU انجام داد. با این حال ، نقطه شروع خوب سرعت 35 میلی متر بر ثانیه است.
برای دستیابی به این هدف با استفاده از مواد TPU ، قطعاتی با ارتفاع لایه های پایین پرینت کنید ، اطمینان حاصل کنید که آنها در محدوده 0.1 میلی متر تا 0.2 میلی متر هستند(100 الی 200 میکرون). در ارتفاع لایه پایین ، نیاز به پلاستیک کمتری وجود دارد و این بدان معناست که اکسترودر با نرخ کمتری تغذیه می کند که باعث کاهش بار بر روی فیلامنت می شود.
2- از تلرانس منفی بهره ببرید و از raft برای TPU استفاده نکنید !
طراحی قطعه ای که انعطاف پذیر باشد و نیاز به قرار گرفتن در داخل قطعه دیگر داشته باشد ، ارزش استفاده از تلرانس منفی بین قطعات را دارد. این امر باعث می شود که قسمت انعطاف پذیر قابلیت کشش راحت بر روی شی دیگر را داشته باشد.
با استفاده از فیلامنت های انعطاف پذیر مانند مواد TPU ، اجتناب از استفاده از raft مهم است. زیرا برای لایه های پایه ، feed rate دارای میزان اکستروژن بالاتری هستند که می تواند منجر به مشکلات شود .
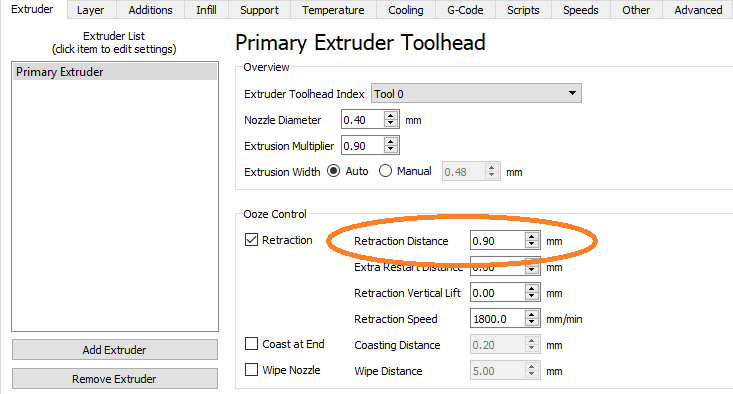
3- تنظیمات retraction
از آنجا که مواد TPU انعطاف پذیر و کشسان هستند ، آن را نسبت به حرکات سریع مانند عقب نشینی بسیار حساس می کند. بنابراین ، برای پرینت سه بعدی موفق با استفاده از فیلامنت TPU ، بسیار مهم است که تنظیمات جمع شدن را برای محدود کردن حرکات بهینه کنید. بسیار مهم است که با مقدار کمی عقب نشینی در حالی که از سرعت کمتری برای کمک به خروج احتمالی از اکسترودر استفاده می کنید هات اند استفاده کنید.
پنجره تنظیمات در نرم افزار simplify3D
4- کم کردن فاصله
چاپ سه بعدی مواد منعطف با اکسترودر Direct Drive مناسب تر است. با این وجود ، هنگام استفاده از تنظیمات مناسب در چاپگر سه بعدی با اکسترودر Bowden ، می توانید به نتایج مشابه برسید. برای مسیری که فیلامنت در ناحیه مذاب حرکت می کند مهم است که دارای محفظه تنگ باشد ، که می تواند از هر گونه پیچ وتاب خوردن جلوگیری کند.
5- موقعیت قرقره فیلامنت
چند تغییر در قرقره مواد می تواند تفاوت زیادی ایجاد کند. به طور معمول ، چرخ محرک اکسترودر رشته را به داخل نازل می کشد ، که منجر به مقدار کمی پیچش در این فرایند می شود. با این حال ، از آنجا که TPU الاستیک است ، فیلامنت در این هنگام کشیده می شود که می تواند منجر به اکستروژن کمتر شود. بنابراین ، قرقره را بالای چاپگر نصب کنید تا فیلامنت به سمت پایین باز شود که می تواند هرگونه مقاومت را کاهش دهد.
در مقاله های گذشته به صورت جسته و گریخته به مشکل تاب خوردگی اشاره کرده بودیم ، به دلیل شایع بودن این مشکل تصمیم بر این موضوع گرفتیم تا یک مقاله به صورت اختصاصی برای این مورد بنویسیم .جمع شوندگی (Warping) پرینت سه بعدی
اگر از پرینتر سه بعدی استفاده کرده اید ، احتمالاً دچار پیچ خوردگی چاپ سه بعدی شده اید. پیچ خوردگی یکی از رایج ترین مشکلاتی است که در چاپ سه بعدی با آن مواجه می شوید و یکی از آزاردهنده ترین آنهاست، فکر کنید یک قطعه را برای پرینت قرار داده اید بعد از چندین ساعت با قطعه ای معیوب طرف هستید .
اگر از پرینتر سه بعدی استفاده کرده اید ، احتمالاً دچار پیچ خوردگی چاپ سه بعدی شده اید. پیچ خوردگی یکی از رایج ترین مشکلاتی است که در چاپ سه بعدی با آن مواجه می شوید و یکی از آزاردهنده ترین آنهاست.
پیچ خوردگی پرینت سه بعدی ، همیشه باعث خرابی فاجعه بار قطعه در حال پرینت نمی شود ، مانند برخی مشکلات دیگر. با این حال ، باعث می شود قطعه به اندازه ای تغییر شکل دهد که غیرقابل قبول و غیرحرفه ای به نظر برسد.
بدترین حالت این است که چاپ سه بعدی تاب خورده(WARRPING) شما می تواند از صفحه گرم شده ، خارج شده و باعث خرابی کامل آن شود.
جمع شوندگی(Warping) پرینت سه بعدی
اما چرا چاپ سه بعدی دچار تاب خوردگی warping می شود؟
مشکل تاب خوردگی پرینتر سه بعدی معمولاً زمانی رخ می دهد که یک شیء پس از چاپ به طور ناهموار سرد می شود. همان طور که می دانید سرد شدن باعث انقباض می شود و این انقباض باعث ایجاد تنش در امتداد سطوح جانبی جسم می شود. هرچه سرد شدن سریعتر اتفاق بیفتد ، فشار بیشتری بر جسم وارد می شود.
این تنش در گوشه هایی که دو طرف به هم می رسند بیشتر است. در آنجا ، فشار کششی که از دو طرف اعمال می شود ، باعث تغییر شکل گوشه جسم و بالا و داخل آن می شود. نتیجه برای چشم خوشایند نیست و بعضی مواقع باعث می شود که جسم غیرقابل استفاده شود.
در واقع راه هایی برای جلوگیری از پیچش پرینترهای سه بعدی وجود دارد. افزایش دمای محیط برای افزایش زمان سرمایش یا بهبود جدی چسبندگی به بستر. خوشبختانه روشهای ساده ای برای انجام هر این مورد وجود دارد که به زودی به آنها می پردازیم.جمع شوندگی (Warping) پرینت سه بعدی
جمع شوندگی(Warping) پرینت سه بعدی
چگونه می توان یک چاپ پیچ خورده را برطرف کرد؟
برای انجام این کار، باید چاپ را نزدیک به دمای انتقال شیشه گرم کنید (جایی که آنقدر نرم می شود که دوباره قالب گیری شود). شما به یک سطح فلزی بزرگ ، مانند ماهیتابه ، به اندازه کافی بزرگ نیاز دارید تا چاپ را در Bed (صفحه کار پرینت سه بعدی) به سمت پایین قرار دهید . سشوار بگیرید و چاپ را در تابه بگذارید. آن را با قدرت کامل گرم کنید و خشک کن را به اطراف بچرخانید تا به طور مساوی گرم شود.
بعد از یک دقیقه یا بیشتر ، می توانید خشک کن را خاموش کنید و باید بتوانید روی چاپ نگه دارید تا به حالت صاف برگردد. شما باید آن را چند دقیقه نگه دارید تا کمی سرد شود.
این عمل را تا زمانی که به اندازه کافی کار کند تکرار کنید. خود را از قرار دادن دوباره چاپ روی یک تخت گرم یا بدتر گرم کردن تابه ناراحت نکنید ، زیرا این کار باعث می شود قسمت پایین چاپ گرم شود. شما باید آن را به طور مساوی گرم کنید.
سوال مهمتر این است که چطور می توان جلوی ایجاد و بروز این مسئله را گرفت ؟
هیت بد (Heat bed)
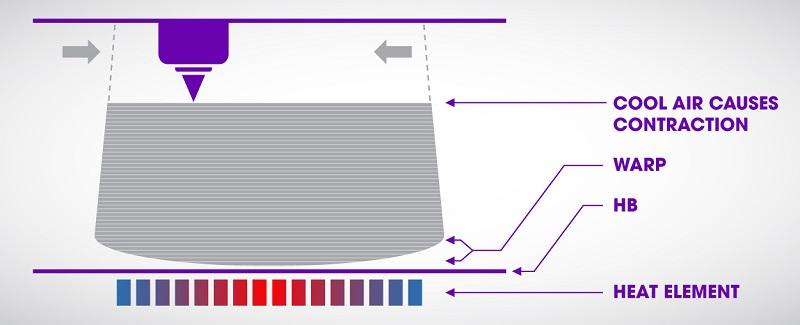
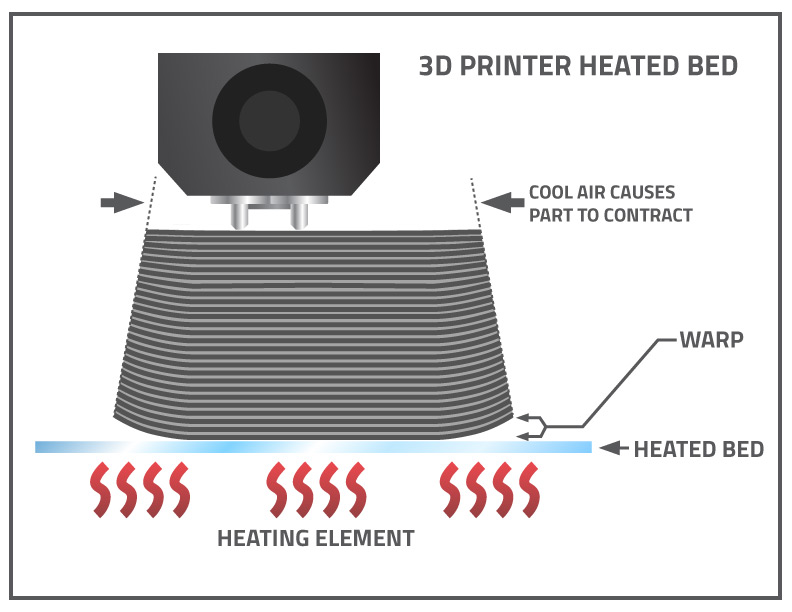
هیت بد ها یک راه حل همه جانبه برای پیچ خوردگی نیستند ، اما هنگامی که همراه با سایر عوامل پیشگیرانه استفاده شوند ، احتمال تاب خوردن اجسام شما را کاهش می دهند. نکته ای که در هیت بد باید به آن توجه کرد ممکن است لبه ها به اندازه کافی گرم نشوند (بسته به پرینتر شما). نمودار زیر علل شایع تاب خوردگی (WARPING) را نشان می دهد.
بنابراین اگر پرینت های بزرگ پیچ خورده باشند ، اما پرینت های مرکزی کوچکتر این را در نظر بگیرند.
همچنین فرض کنید که گرمای تخت شما یکنواخت است. هنوز در حال پیچ خوردن ABS روی تخت گرم هستید؟ ممکن است به این دلیل باشد که عناصر گرمایش حتی زیر صفحه شیشه ای یا فلزی نیستند.
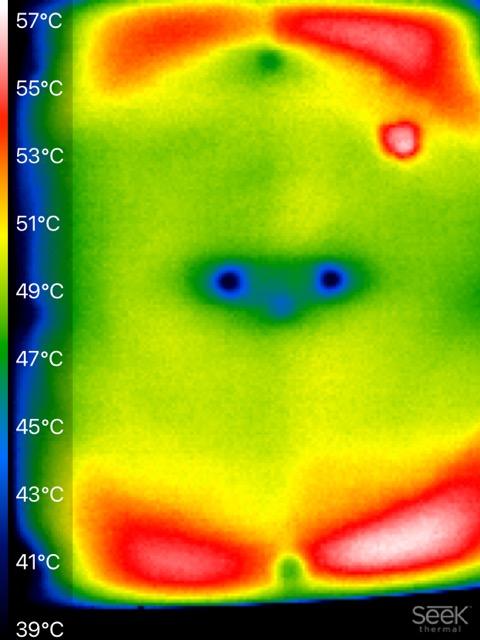
تصویر حرارتی زیر را مشاهده کنید و درجه حرارت نقاط مختلف هیت بد با درجه حرارت متفاوتی هستند .
نکته بعدی درباره این مسئله بسیار مهم است که چگونه مواد چاپ مختلف تحت تأثیر قرار می گیرند. به عنوان مثال ، PLA به هیت بد احتیاج ندارد. با این حال ، هنگامی که قطعه در دمای 50 درجه سانتیگراد چاپ می شود ، می تواند به چند لایه اول کمک کند تا کمی پیوسته تر بچسبند.
راههای دیگر برای جلوگیری از رفتارهای نادرست ABS ، همانطور که می تواند یک مسئله رایج باشد ، بهبود دمای محیط محفظه چاپ برای کند کردن سرمایش چاپ است.
نکته ای که در مورد Heat Bed باید به آن توجه کرد این است که عنصر گرمایش همیشه به یک اندازه و کاملا یکنواخت نیست ، این بدان معناست که ممکن است لبه ها به اندازه کافی گرم نشوند ،بسته به پرینتری که مورد استفاده قرار می گیرد. تصویر زیر نشان دهنده شایع پیچ خوردگی می باشد .
دمای هدف این Heat bed 50 درجه سانتیگراد است ، به منطقه سردتر در مرکز توجه کنید. معمولاً این جایی است که مردم معمولاً چاپهای کوچکتر را قرار می دهند. بنابراین ممکن است پرینت های کوچک در حال پیچ خوردن باشند ، اما چاپهای بزرگتر صاف بمانند و چاپ خوبی داشته باشند.
همچنین لازم به ذکر است که اگر Heat bed پرینتر شما از آلومینیوم یا شیشه ای ضخیم ساخته شده باشد – دماسنج ممکن است قبل از اینکه سطح واقعی هیت بد هنوز به طور کامل گرم شود ، دمای کامل را بخواند.
در این حالت بهتر است 5 دقیقه پس از خواندن دمای مناسب قبل از شروع به چاپ ، منتظر بمانید. این می تواند به معنای تفاوت بین موفقیت لایه اول و بلند کردن ABS شما در چاپ بعدی باشد.
بسیار مهم است که چگونه مواد مختلف چاپ تحت تأثیر قرار می گیرند. به عنوان مثال ، PLA به هیت بد گرم احتیاج ندارد. با این حال ، هنگامی که روی یک در دمای 50 درجه سانتیگراد چاپ می شود ، می تواند به چند لایه اول کمک کند تا کمی پیوسته تر بچسبند.
اما اگر از PLA تاب خورده در پرینت سه بعدی برخوردید ، احتمالاً در دمای بسیار گرم (مانند بیش از 60 درجه سانتیگراد) می تواند باعث پیچ خوردگی شود. این یک قانون کلی در پرینت PLA می باشد .
در حالی که اگر پرینتر سه بعدی ABS با تخت گرم شده در حال پیچ خوردن است ، احتمالاً علت اصلی این است که تخت گرم شده به درستی و مناسب گرم نمی شود. بنابراین معمولاً دمای آن را بیشتر کنید و یا مشکل را بیابید که چه مسئله باعث بروز این مورد شده است.
راههای دیگر جلوگیری از مشکلات ABS ، همانطور که می تواند یک مسئله رایج باشد ، بهبود دمای محیط محفظه چاپ برای کند کردن سرمایش چاپ است.
به طور کلی همیشه بهترین کار این است که ABS را در محفظه ای چاپ کنید ،بدلیل اینکه در شرایطی که محیط گرم نیست دچار مشکل می شوید.
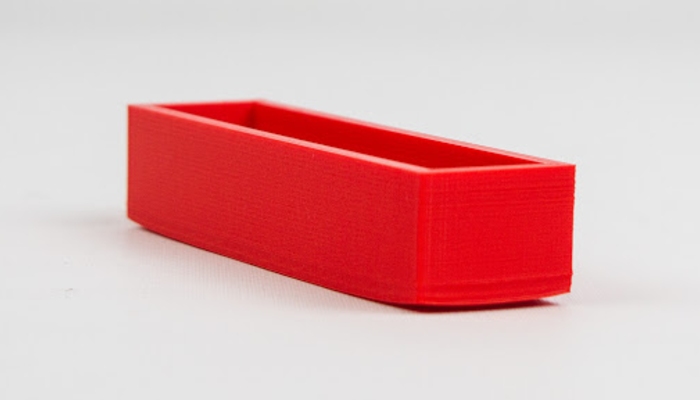
اگر مشکلات دائمی با پیچ خوردگی چاپ ABS خود دارید ، ممکن است بخواهید از مخلوط ABS یا ABS Juice بر روی هیت بد خود استفاده کنید ، که باید به میزان قابل توجهی به چسبندگی کمک کند.
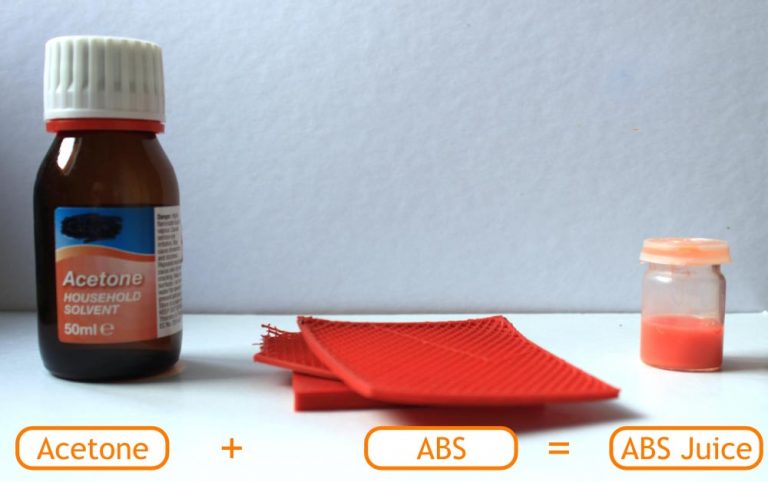
ABS juice چیست؟
ABS juice مخلوط یا ضایعات ABS است که تا حدی در استون حل شده است ، تا محلول قابل رنگ آمیزی یکنواخت روی تخت گرم شده شما ایجاد شود و چسبندگی فوق العاده ای برای سطح هیت بد بوجود می آورد .
کلید کنترل پیچ خوردگی یک روند خنک کننده آهسته و پیوسته است. هرچه سرمایش سریعتر اتفاق بیفتد ، احتمال پیچ خوردگی شی شما بیشتر است ، مهم نیست چند قدم برای جلوگیری از آن برداشته اید. اگر پرینتر شما باید در منطقه ای با تردد زیاد قرار داشته باشد ، ممکن است بخواهید آن را محصور کنید تا دما ثابت بماند یا در حین پرینت بسیار گرمتر شود. به همین دلیل است که اگر می خواهید موارد تاب خوردگی را کاهش دهید ، این موارد را رعایت کنید .امیدوارم در حل این مشکل کمک کرده باشیم و این مقاله پاسخگوی سوال های شما بوده باشد
تکنولوزی پرینت سه بعدی در آینده بسیار کارا می تواند باشد ، این تکنولوژی در زمان و موائ مصرفی و از جهات بسیار زیادی انقلابی بزرگ در صنعت به پا کرده است .
برای درک بهتر این موضوع می توان به گزارش شرکت makerBot اشاره کرد.
با ما تا انتهای این مقاله درباره آینده پرینت سه بعدی همراه باشید .
MakerBot ، یکی از زیرمجموعه های Stratasys ، اخیراً نتایج گزارش روندهای پرینت سه بعدی خود را منتشر کرده است. این مطالعه شامل بیش از 1200 از متخصصان در صنایع مختلف ، از هوافضا تا پزشکی و خودرو بود. یافته های کلیدی نشان داد که تقریباً سه چهارم (74)) از پاسخ دهندگان در حال برنامه ریزی برای سرمایه گذاری در فناوری چاپ سه بعدی در سال 2021 هستند و 50 درصد آنها قصد دارند تا 100000 دلار هزینه کنند.
آینده پرینت سه بعدی
تبدیل پرینت سه بعدی در دوران همه گیری کرونا به یک نیروی تولیدی قوی
پرینت سه بعدی در اوایل همه گیری کرونا بسیار کارا بود ، زیرا شرکت ها از این فناوری برای تولید سریع تجهیزات حفاظتی و دستگاه های تنفس استفاده کردند. این امر بر درک ارزش پرینت سه بعدی تأثیر داشت. پاسخ جامعه پرینت سه بعدی باورنکردنی بود. وقتی زنجیره های تأمین به دلیل همه گیری کرونا با مشکل مواجه شد ، پرینت سه بعدی توانست وارد عمل شود و خود را به عنوان یک جایگزین مناسب برای تولید سنتی برای قطعات مهم معرفی کند. انعطاف پذیری و سرعت چاپگرهای سه بعدی در ایجاد اختلال در زنجیره تامین تجهیزات محافظت فردی (PPE) در مناطق آسیب دیده و نوآوری در طرح های” قابل پرینت “برای همه چیز از محافظ صورت گرفته تا ماسک های تنفسی موثر بود.
آینده پرینت سه بعدی
جست و جو برای متریال و محصولات جدید
در این گزارش علاقه به محصولات سفارشی نشان داده شد. در حالی که بسیاری از کاربران ، چاپ سه بعدی را راهی برای ایجاد محصولات نهایی می دانند ، بخش خوبی از کاربران بر تحقیق و توسعه تمرکز کرده اند. این گزارش به خودی خود دلایلی را مطرح نمی کند که چرا پاسخ دهندگان مواد جدیدی را پیش بینی می کنند . کاربران به دنبال مواد با استحکام بالا و درجه حرارت بالا هستند که می توانند برای برنامه های کاربردی نهایی از جمله جیگ ، وسایل و جلوه های نهایی روباتیک استفاده شوند.
مرز بعدی برای تکنولوژی افزودنی ،کاربردهای موثر و تولید انبوه خواهد بود
طی یک سال آینده و در دهه آینده ، ما شاهد رشد این بخش فرعی و لوازم جانبی و موارد استفاده اولیه تا تولید انبوه ، قطعات یدکی و کاربردهای کاربردی نهایی برای قطعاتی هستیم که به طور سنتی با سایر تکنیک های تولید ساخته می شد. به این صنعت اکنون به اندازه کافی بالغ شده است و ما می توانیم ماشین هایی را طراحی کنیم که از این فناوری ها در محصولاتی که مردم هر روز از آنها استفاده می کنند ، استفاده کنند.
آینده پرینت سه بعدی
95 الی 99 درصد از هزینه تولید به قطعات کاربردی نهایی منتقل می شود
اولین موج فناوری چاپ سه بعدی در درجه اول در اعتبار سنجی طراحی ، نمونه سازی وسایل بود که کارخانه را پربارتر می کرد و برخی از ابزارهای کاربردی. اگر به کل هزینه های تولید امروز نگاه کنید ، کمتر از 5 درصد مربوط به نمونه سازی ، توسعه محصول یا ابزارآلات است. “
در دهه آینده ، ما شاهد یک مسیری خواهیم بود که فناوری مقرون به صرفه تر است ، موارد استفاده بیشتر و عرضه مواد اولیه بیشتر وجود دارد. که فضای برنامه را باز می کند. این امر همچنین بازارهای جدیدی را قادر می سازد که از قطعات اصلی و قطعات یدکی استفاده نهایی کنند.
اکنون می توانید به شکل دلخواه خود برسید ، آن را سبک کنید تا عملکرد مورد نیاز خود را بدست آورید و با استفاده از جدیدترین ابزارهای طراحی مانند طراحی مولد ، می توانید کارهای باورنکردنی انجام دهید. وقتی مردم پنجاه سال آینده به چهارمین انقلاب صنعتی نگاه می کنند ، کمتر در مورد اینترنت اشیا صحبت خواهند کرد و بیشتر در مورد چگونگی حذف 30 تا 50 درصد از مواد موجود در خودروها و اینکه چگونه همه چیز کارآمدتر شده است صحبت خواهند کرد.