Retraction چیست و چگونه به تنظیمات مناسب برای این پارامتر از پرینت سه بعدی برسیم ؟
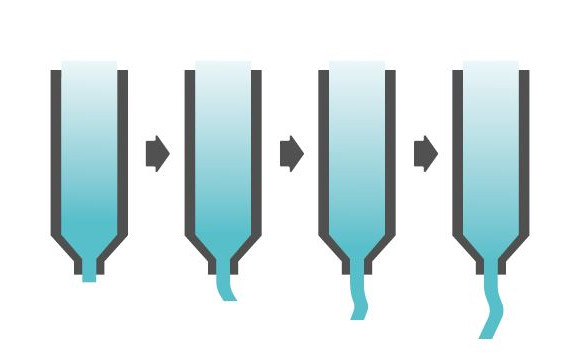
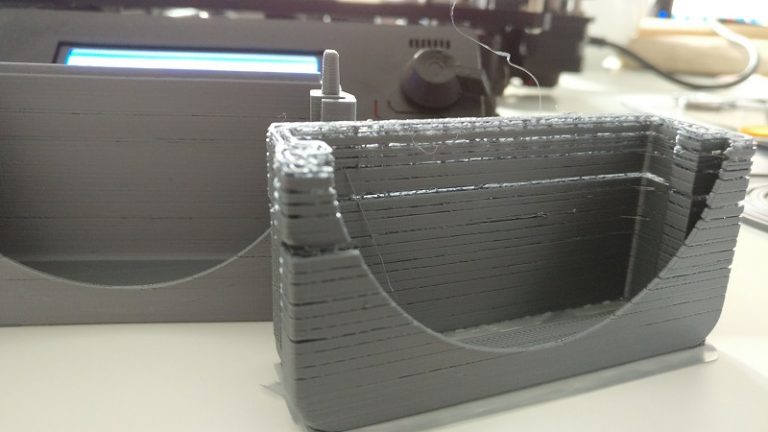
تست و نحوه تنظیم Retraction را می توان با مدل سه بعدی مخصوص پرینتر سه بعدی انجام داد . هنگامی که هد پرینت بین دو نقطه حرکت می کند ، فیلامنت به دلیل خروج از نازل در جایی که نباید ایجاد شود ، دیده می شود. این رشته ها یا حباب هایی را روی چاپ شما ایجاد می کند که کاملاً آزار دهنده هستند.
یک راه برای از بین بردن این مشکل این است که از Retraction بهره بگیرید. این تنظیم به اکسترودر این امکان را می دهد که طول مشخصی از فیلامنت را با سرعت مشخص به داخل نازل بکشد. وقتی مواد به طور موقت از نازل جمع می شوند ، احتمال تراوش بسیار کم است. با تنظیمات مناسب پس رفتن مواد در پرینتر سه بعدی ، نباید فیلامنتی ، پراکنده یا حتی لکه دار ببینید.
سرعت جمع آوری مواد پرینتر سه بعدی یکی از سه تنظیم اصلی است. سرعتی را که اکسترودر فیلامنت را جمع می کند تعیین می کند. با این حال ، قبل از بحث در مورد آن ، ابتدا باید نگاهی به Retraction Distance کنیم.
Retraction Distance
فاصله جمع شدن پرینتر سه بعدی طول فیلامنت را برای جمع شدن توسط موتور اکسترودر تعریف می کند. هرچه این فاصله بیشتر باشد ، فیلامنت از نازل فاصله می گیرد. اگر این فاصله خیلی کم تنظیم شود ، فیلامنت هنوز هم می تواند از نازل خارج شود. اگر خیلی زیاد تنظیم شود ، فیلامنت خیلی عقب کشیده می شود. فاصله زیاد در تنظیم Retraction Distance یک مشکل است زیرا شروع به اکسترود مجدد فیلامنت می تواند مدت زمان زیادی طول بکشد که همچنین ممکن است باعث گرفتگی شود.
به عنوان یک قاعده و قانون ، فاصله جمع شدن (Retraction Distance) بیش از طول نازل خود را انتخاب نکنید. بسیاری از پرینترها از فاصله جمع شوندگی بین 2 تا 7 میلی متر استفاده می کنند. این تنظیم را با افزایش 1 میلی متر انجام دهید تا زمانی که فاصله مناسب را پیدا کنید. تست و نحوه تنظیم Retraction
سرعت برگشت فیلامنت به نازل (Retraction Speed)
سرعت بازگشت فیلامنت به پرینتر سه بعدی ، سرعتی است که اکسترودر فیلامنت را جمع می کند. اگر خیلی کند باشد ، فیلامنت می تواند از نازل نشت کرده و موها و لکه ها ایجاد کند. اگر خیلی سریع باشد ، قبل از شروع دوباره اکسترود مواد ، تأخیری رخ می دهد. تست و نحوه تنظیم Retraction
معمولاً سرعت جمع شدن پیش فرض نرم افزار رابط کاربری پرینتر سه بعدی مناسب کار می باشد. در غیر این صورت ، این تنظیم را با 5 میلی متر بر ثانیه تغییر دهید تا سرعت مناسب حاصل شود.
حداقل مسافت جابجایی Retraction
این پارامتر نیازمند این است که گزینه Retraction در تنظیمات نرم افزار پرینتر سه بعدی فعال باشد. به عنوان مثال ، اگر روی 2 میلی متر تنظیم شود ، اگر هد پرینتر فقط 1.2 میلی متر حرکت کند ، اکسترودر فیلامنت را جمع نمی کند. تست و نحوه تنظیم Retraction
اگر با رشته هایی که در فاصله های کوتاه قرار دارند دست و پنجه نرم می کنید ، باید این فاصله را کاهش دهید.
با حداقل مسافت جابجایی 1 میلی متر شروع کنید و آن را با افزایش 5/0 میلی متر تنظیم کنید تا زمانی که اندازه این فاصله کامل را پیدا کنید.
تا اینجا به این موضوع پرداختیم که Retraction و پارامتر های حیاتی برای Retraction مناسب جهت پرینت چیست
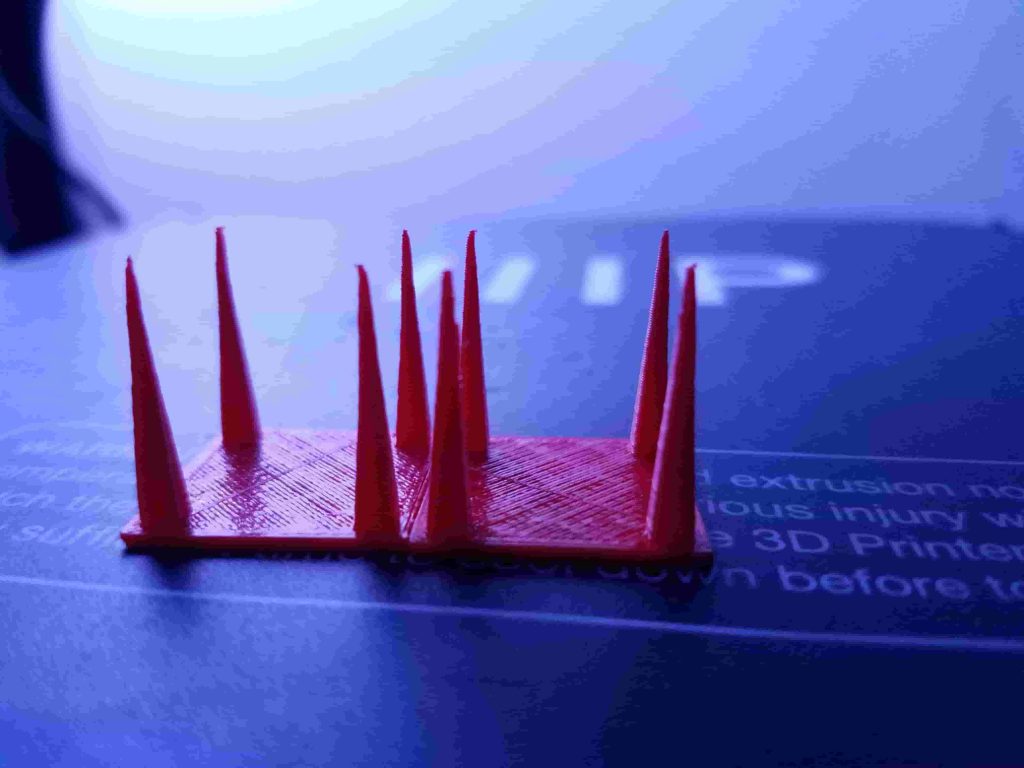
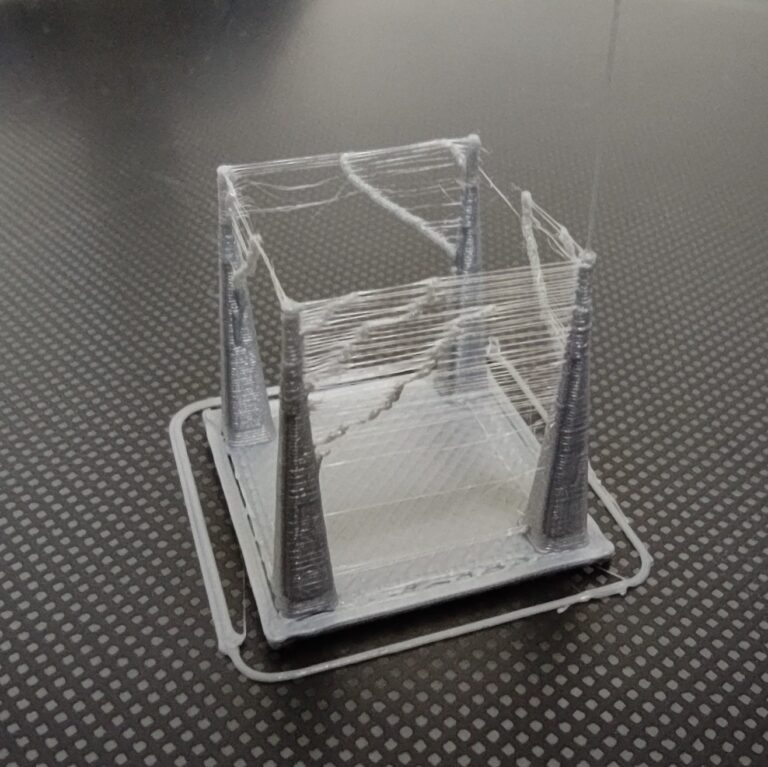
ولی برای تنظیم این پارمترها نیاز به آزمون و خطاست ، اما روی قطعه کار هایی که باید با کیفیت تمام پرینت شوند نمی توان این فرایند ها را پیدا سازی کرد ، پس برای تست و نحوه تنظیم Retraction از یک قطعه کوچک که مخصوص تست و کالیبره کردن Retraction است می توان استفاده کرد تا به بهترین شرایط برسیم .
برای تست و نحوه تنظیم Retraction می توانید از فایل تست کردن Retraction که به صورت STL برای شما قرار دادیم استفاده کنید تا به Retraction مناسب پرینتر سه بعدی خود برسید و کیفیت پرینت سه بعدی که می زنید بهتر شود و از دست رشته های مزاحم که در حین پرینت ایجاد می شوند رهایی یابید .
تفاوت فیلامنت PLA و ABS ؟ کدام فیلامنت محکمتر است ؟ کدام فیلامنت بهتر است ؟
در بین فیلامنت های موجود در بازار PLA و ABS دو مورد از متداول ترین مواد پرینت سه بعدی با تکنولوژی FDM هستند. هر دو ترموپلاستیک هستند.
به این معنی که با گرم شدن وارد حالت نرم و قالب پذیر می شوند و پس از سرد شدن دوباره به حالت جامد برمی گردند. از طریق فرایند FDM ، هر دو ذوب شده و سپس از طریق یک نازل اکسترود می شوند تا لایه هایی را ایجاد کنند که یک قسمت نهایی ایجاد می کنند.
از میان انواع مختلف فیلامنت ها ، محبوب ترین آنها اسید پلی لاکتیک (PLA) است که به دلیل سهولت استفاده و قیمت پایین شناخته شده است.
اما مواد متداول دیگری نیز وجود دارد ، مانند اکریلونیتریل بوتادین استایرن (ABS) ، ماده ای که به طور گسترده مورد استفاده قرار می گیرد.
در این مقاله تفاوتهای اصلی بین این دو فیلامنت معمول استفاده می شود.
(اکریلونیتریل بوتادین استایرن) یک ترموپلاستیک رایج است که در صنعت قالب گیری تزریقی شناخته شده است. برای کاربردهایی مانند LEGO ، محفظه های الکترونیکی و قطعات سپر خودرو استفاده می شود. تفاوت فیلامنت PLA و ABS
(پلی لاکتیک اسید) یک ترموپلاستیک زیست تخریب پذیر (در شرایط صحیح) است که از منابع تجدید پذیر مانند نشاسته ذرت یا نیشکر حاصل می شود. این یکی از محبوب ترین پلاستیک های بیو پلاستیک است که برای کاربردهای مختلف از لیوان های پلاستیکی گرفته تا کاشت های پزشکی مورد استفاده قرار می گیرد.
تفاوت فیلامنت PLA و ABS
دقت قطعات تولید شده
بخار های تصاعد شده در هنگام پرینت
به طور کلی تحمل و دقت اجزای پرینت شده FDM تا حد زیادی به کالیبراسیون پرینتر سه بعدی و پیچیدگی مدل بستگی دارد. با این حال ، می توان از ABS و PLA برای ایجاد قطعات دقیق ابعادی ، چاپ جزئیات تا 0.8 میلی متر و حداقل ویژگی ها تا 1.2 میلی متر استفاده کرد. برای اتصال قطعات ، تلرانس 0.5 میلی متر در نظر گرفته شود و استفاده از حداقل ضخامت دیواره 1-2 میلی متر ، مقاومت کافی در دیواره ها را تضمین می کند.
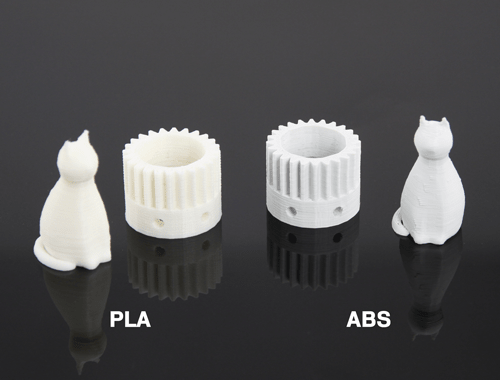
به دلیل دمای پایین چاپ ، PLA در صورت خنک شدن مناسب ، تاب پیدا نمی کند (پرینت آن را آسان تر می کند) و می تواند گوشه ها و ویژگی های واضح تری را در مقایسه با ABS چاپ کند. تفاوت فیلامنت PLA و ABS تفاوت فیلامنت PLA و ABS
بخار های تصاعد شده در هنگام پرینت
تقریباً همه فیلامنت ها هنگام چاپ بو و بخار ایجاد می کنند ، اما در برخی از آنها بیشتر از بقیه آشکار هستند. هنگامی که یک ترموپلاستیک گرم می شود ، بخارها آزاد می شوند و این بخارات معمولاً از نوع سالم نیستند ، زیرا ممکن است ذرات مضر داشته باشند.
PLA در واقع به دلیل بوی بد شناخته نشده است و این ماده گیاهی است ، بنابراین بخارهایی که وجود دارد خیلی نگران کننده نیستند. از طرف دیگر ، ABS به طور قابل توجهی سمی تر از PLA است و بوی وحشتناکی می دهد. هنگام استفاده از محفظه ، با بالا بردن درب محفظه ، بخارات به یکباره آزاد می شوند و این بو را گاهی غیر قابل تحمل می کند. بنابراین توصیه می شود مراقب محفظه خود باشید و از تهویه مناسب در هر اتاقی که پرینت سه بعدی می کنید اطمینان حاصل کنید. فیلترها به ویژه می توانند در این مورد کمک کنند. تفاوت فیلامنت PLA و ABS
مقاومت
انعطاف پذیری در ABS و PLA
با مقاومت کششی مشابه ، ABS و PLA هر دو برای بسیاری از کاربردهای نمونه سازی مناسب هستند. ABS اغلب به دلیل بهبود شکل پذیری نسبت به PLA ترجیح داده می شود. با استحکام خمشی بالاتر و کشیدگی بهتر قبل از شکستن ، می توان از ABS در پرینت های سه بعدی برای کاربردهای نهایی استفاده کرد در حالی که PLA برای نمونه سازی سریع محبوب است ، زیرا فرم بسیار مهمتر از عملکرد است.
PLA و ABS فیلامنت های انعطاف پذیر مانند TPU نیستند ، اما انعطاف پذیری هنوز عامل مهمی است زیرا تعیین می کند قطعات شکننده هستند یا دوام بیشتری دارند. “انعطاف پذیری” معمولاً به مقاومت خمشی اشاره دارد ، با مقادیر بالاتر که نشان دهنده مواد شکننده کمتر است ، اما همچنین می تواند کشیدگی را در نقطه شکست توصیف کند.
تفاوت فیلامنت PLA و ABS
تفاوت پرداخت بین ABS و PLA
تکنیک پرینت با FDM به این معنی است که هم برای ABS و هم برای PLA ، لایه های چاپ بعد از چاپ قابل مشاهده خواهند بود. ABS معمولاً مات پرینت می کند در حالی که PLA نیمه شفاف است و اغلب دارای براقیت بیشتری است.
از استون غالباً در فرآیند پرداخت برای صیقل دادن ABS استفاده می شود و همچنین به قطعه براقی خاصی می بخشد. ABS می تواند به راحتی سمباده کاری شود و اغلب پس از چاپ ماشینکاری می شود. PLA همچنین می تواند سنباده کاری و تراشیده شود ، با این حال مراقبت بیشتری لازم است. تفاوت فیلامنت PLA و ABS
مقاومت در برابر حرارت
زیست تخریب پذیری و قابل بازیافت بودن
برای کاربرد با دمای بالا ، ABS (دمای هیت بد در حدود 100 درجه سانتیگراد) مناسب تر از PLA (دمای هیت بد در حدود 60 درجه سانتیگراد) است. PLA می تواند به سرعت یکپارچگی ساختاری خود را از دست بدهد و به ویژه در صورت کمبود بار ، با نزدیک شدن به 60 درجه سانتیگراد ، شروع به افتادگی و تغییر شکل می کند.
PLA در شرایط عمومی جوی پایدار است و ظرف 50 روز در کمپوست های صنعتی و 48 ماه در آب تجزیه می شود (البته تحت شرایط خاص و فراهم بودن آنها). ABS قابل تجزیه نیست ، با این وجود قابل بازیافت است. PLA به طور منظم برای تولید اقلام مرتبط با غذا استفاده می شود ، با این وجود تأیید توسط سازنده فیلامنت برای ایمن بودن آن انجام می شود. تفاوت فیلامنت PLA و ABS
فیلامنتABS در پرینتر سه بعدی احتمالاً محبوب ترین ترمو پلاستیک برای قالب گیری تزریقی است ، بنابراین همه جا آن را پیدا می کنید! سیستم های لوله کشی ، آلات موسیقی ، لوازم خانگی ، درپوش های صفحه کلید ، لگو ، کانوها و حتی تلویزیون های LCD و LED و حتی مانیتورهای رایانه.
این ماده عمدتا به دلیل مقاومت در برابر ضربه در دمای پایین و ایجاد قطعات سبک شناخته شده است، پلاستیک ABS در بازار چاپ سه بعدی FDM نیز بسیار محبوب است .
اکریلونیتریل بوتادین استایرن که به اختصار (ABS) گفته می شود به وضوح یکی از پلاستیک های با مورد استفاده بسیار زیاد است. این اولین بار در دهه 1940 در دسترس بود و در ابتدا به عنوان جایگزینی برای Bakelite به بازار عرضه شد. اما تنها در دهه 1950 بود که به پلاستیک محبوب در سراسر جهان تبدیل شد.
ABS بر خلاف PLA که از مواد زیست تخریب پذیر ساخته شده اما ABS از پلیمر های نفتی و پایه و اساس تشکیل دهنده آن از مواد نفتی می باشد .
امروزه در بسیاری از صنایع بسیار ارزشمند است ، زیرا پردازش آن آسان است و به راحتی ماشینکاری می شود. تکنیک های رایج ماشینکاری شامل تراشکاری ، اره ، فرز ، برش قالب و برش می باشد. بدون رنگ ، رنگ مایل به زرد دارد (شیری رنگ) و معمولاً به دو مدل رایج ورق ای (sheet) و لوله ای در بازار عرضه میشود. فیلامنت ABS در پرینتر سه بعدی
قطعات پرینت شده با ABS
ABS به عنوان یک پلیمر ترموپلاستیک بدون تغییر در خصوصیات شیمیایی ذوب و سرد می شود. با توجه به دمای نسبتاً پایین مورد نیاز برای ذوب ، این امر باعث ایجاد فیلامنتی جالب توجه برای پرینتر های سه بعدی شود. فیلامنت ABS در پرینتر سه بعدی
تا قبل از ورود فیلامنت PLA به بازار های پرینتر سه بعدی ، ABS محبوب ترین ماده برای پرینت سه بعدی بود. هنوز هم ، یکی از بهترین گزینه های مواد برای پرینت سه بعدی قطعات با دوام ، مقرون به صرفه ، به ویژه در کاربردهای تجاری مانند نمونه سازی سریع ، همچنان باقی مانده است. فیلامنت ABS در پرینتر سه بعدی
علاوه بر این ، ABS در صورت استفاده صحیح ، سطحی با کیفیت ای عالی را ارائه می دهد ، که به خودی خود برای بسیاری یک چالش است. همچنین برای مثال در کاربردهای با درجه حرارت بالا مانند قطعات پرینتر سه بعدی مناسب است. فیلامنت ABS در پرینتر سه بعدی
فرایند تولید ABS
این پلیمر ترموپلاستیکی است که “ترپلیمر(terpolymer)” نامیده می شود و اغلب با پلیمریزاسیون اکریلونیتریل و استایرن در حضور پلی بوتادین عموماً 20٪ اکریلونیتریل بدست می آید. ، 25٪ بوتادین و 55٪ استایرن. بنابراین دستکاری این نسبت ها می تواند خواص ABS را اصلاح کند. به عنوان مثال استایرن ، عنصری است که به ABS استحکام و درخشندگی می بخشد ، در حالی که بوتادین به آن مقاومت در برابر ضربه و ویژگی های دمای پایین می دهد. فیلامنت ABS در پرینتر سه بعدی
صنعت تزریق پلاستیک یکی از اصلی ترین مصرف کنندگان پلاستیک ABS است ؛ این ماده دارای استحکام خوب ، مقاومت در برابر ضربه بالا و سبک بسیار زیاد است در حالی که از نظر قیمت بسیار مقرون به صرفه است.
چند سالی است که این یکی از مواد محبوب در بازار چاپ سه بعدی FDM ، یکی از اولین فیلامنت هایی است که با استفاده از PLA در بخش مورد استفاده قرار می گیرد ، چاپ هر دو ماده از سایر ترموپلاستیک های فنی و ارزان قیمت آسان تر است.
ویژگی های فیلامنت ABS چیست ؟
ABS که به صورت فیلامنت هایی با قطر 1.75 میلی متر یا 2.85 میلی متر و در چندین رنگ موجود است
برای بسیاری از صنایع که می خواهند قطعات عملکردی یا نمونه های اولیه را به صورت سه بعدی پرینت کنند ، ویژگی های جالبی دارد.
اگرچه چاپ نسبت به PLA دشوارتر است ، اما ABS به دلیل مقاومت در برابر ضربه و درجه حرارت بالا ماده ای بسیار محبوب برای کاربران چاپ سه بعدی است.
مات است ، سطوح صاف و براق را ارائه می دهد و می تواند توسط فرآیندهای شیمیایی با استفاده از استون جوش داده شود.
دمای ذوب ABS در حدود 210 درجه سانتی گراد است ، بنابراین توصیه می شود دمای اکستروژن بین 230 تا 260 درجه سانتیگراد باشد.
استفاده از صفحه بد (Heat bed)، (بین 80 تا 130 درجه سانتیگراد) الزامی است: این فیلامنتی است که در اثر تماس با هوا کوچک می شود که به این پدیده شرینکیج (shrinkage) گفته می شود که این باعث کوچک شدن قطعه (یا تاب خوردن آن) و در نتیجه جدا شدن از صفحه می شود. برای قطعات بزرگ حتی توصیه می شود از چسب مخصوص مانند Kapton یا لاک چسب استفاده کنید. سرانجام ، یک پرینتر سه بعدی با محفظه بسته مناسب است زیرا پلاستیک ABS ذرات ساطع می کند که می تواند برای کاربر خطرناک باشد.
هنگام چاپ با این پلیمر ترموپلاستیک ، پردازش کمی لازم است ، این یک مزیت اصلی است که باعث صرفه جویی در وقت در تولید قطعات پیچیده می شود.
با کمی تغییر شکل مشاهده شده می توان آن را رنگ آمیزی کرد و به خوبی مقاوم کرد. سرانجام ، این ماده ای است که باید خشک نگه داشته شود زیرا رطوبت هوا را جذب می کند ، که پرینت آن را بسیار دشوارتر می کند. فیلامنت ABS در پرینتر سه بعدی
این فیلامنت محکم ، سخت و بادوام شناخته شده است. این در برابر خراش مناسب است و مقاومت خوبی در برابر گرما ، برق و مواد شیمیایی روزمره دارد. ABS کمی انعطاف پذیر است و بنابراین شکننده تر از PLA است. اگر تیکه ای ازفیلامنت ABS را حرکت دهید و قبل از شکستن آن را دقیق نگاه کنید وبیشتر از حد معمول خم کنید ، در حالی که PLA خیلی راحت تر می شکند.
پرداخت راحت :
ABS بسیار آسان تر از PLA است. همچنین می توان آن را با بخار استون ، که به طور کامل تمام خطوط لایه را از بین می برد و یک سطح تمیز و صاف را ایجاد می کند ، پرداخت کرد.
قیمت ارزان و رقابتی نسبت به دیگر مواد مصرفی پیرنتر های سه بعدی: فیلامنت ABS در پرینتر سه بعدی
این یکی از ارزانترین فیلامنت های موجود است . ABS با توجه به خصوصیات مکانیکی برتر خود ارزش زیادی را نسبت به قیمت پرداخت شده ارائه می دهد.
معایب
بخار سمی :
در حین پرینت ABS مواد شیمیایی بد بو و سمی ترشح می شود. در حالی که تمام فیلامنت ها ذرات فوق ریز (UFP) آزاد می کنند ، شناخته شده است که ABS مقدار بیشتری از ترکیبات آلی فرار خطرناک (VOC) مانند استایرن را منتشر می کند. تحقیقات نشان می دهد غلظت ذرات ABS 33 تا 38 برابر بیشتر از PLA بود. البته این مسئله می تواند براحتی با قرار دادن پرینتر در یک اتاق با تهویه مناسب حل شود.
شرایط سخت پرینت سه بعدی
این امر به مدیریت درجه حرارت مناسب نیاز دارد ، زیرا برای جلوگیری از ترک خوردگی یا تقسیم لایه ها باید به آرامی سرد شود. پیچش یا حلقه زنی نیز خصوصاً برای اشیایی که سطح ایستاده بزرگی دارند و پرینترهای سه بعدی غیر محصور هستند نیز مسئله ساز است. کاملاً به تختخواب گرم نیاز دارد. برای رفع این مشکل هم می توان از کاور برای پرینتر سه بعدی در حین پرینت استفاده کرد .
حساسیت به اشعه ماورا بنفش (UV)
ABS به اشعه ماورا بنفش حساس است ، بنابراین می تواند در اثر تابش مستقیم خورشید آسیب ببیند. به همین دلیل ، پرینت سه بعدی قطعات خارجی با ABS توصیه نمی شود. PETG و ASA گزینه های خوبی برای چنین کاربردهایی هستند. فیلامنت ABS در پرینتر سه بعدی
به عنوان آخرین نکته ABS در هنگام ذخیره سازی نیاز به مراقبت ویژه دارد ، زیرا این ماده ماده رطوبت شناسی است (آب را جذب می کند). استفاده از فیلامنت مرطوب باعث اذیت شدن اپراتور های پرینتر های سه بعدی است ، بنابراین تا آنجا که ممکن است سعی کنید ABS را هنگام استفاده از آن در یک ظرف خشک ذخیره کنید.
تفاوت فیگور و اکشن فیگور DOLL VS FIGURE VS ACTION FIGURE
اگر به طور کلی بخواهیم بین عروسک ها با فیگور و اکشن فیگور تفاوت قائل شویم می توانیم به اینصورت بیان کرد که ،عروسک مدل کوچکی از انسان (به طور معمول نوزاد یا دختر) ، به عنوان اسباب بازی کودک استفاده می شود در حالی که اکشن فیگورها مدل هایی هستند که نشان دهنده یک شخص یا شخصیت خیالی هستند که شناخته می شوند.تفاوت فیگور و اکشن فیگور
این یک روش ساده و مستقیم برای تعیین تفاوت است اما بیایید کمی عمیق تر شویم. وقتی این کار را می کنیم ، خواهید دید که هیچ چیز به همان راحتی که به نظر می رسد ساده نیست. و به نظر می رسد هرچه بیشتر به آنها نگاه کنیم اختلافات کمتر به چشم می آید .
فرض کنید که “عروسک ها” یک وسیله بازی دخترانه هستند در حالی که چهره های اکشن فیگور عمدتا برای پسران تولید می کنند. حتی ممکن است برخی بگویند که عروسک ها لباس های متنوعی دارند در حالی که لوازم جانبی اکشن فیگور شامل وسایل ورزشی ، وسایل جنگی و… است.
اما این تصورات ممکن است کمی قدیمی به نظر برسد. به خصوص وقتی در نظر بگیرید که بسیاری از موارد استثنایی در این تعمیم وجود دارد که فقط با قالب متناسب نیست. بنابراین ، قبل از اینکه نگاهی به تفاوت ها و استثناها بیندازیم بیایید یک لحظه به تاریخ هر کدام نگاهی کنیم.
تاریخچه فوق العاده عروسک ها
اولین عروسک هایی که ما از خشت و چوب ساخته ایم و مربوط به تمدن های باستان مصر ، یونان و روم است. آنها در جادوها و آیین های مذهبی در سراسر جهان استفاده شده است. حتی از اسباب بازی های ساده گرفته تا هنرهای فانتزی ساخته شده از ظروف چینی نیز متغیر هستند. و همه جا از اروپا ، آفریقا ، آسیا و قاره آمریکا یافت شده است. تفاوت فیگور و اکشن فیگور
عروسک های G.I.Joe | اکشن فیگور متولد می شود
در حالی که عروسک ها دارای تاریخچه غنی هستند ، شخصیت های اکشن فیگور تاریخچه کوتاهی دارند که از سال 1964 آغاز می شود. این زمانی است که هاسبرو برای فروش عروسک های G.I.Jo خود از اصطلاح “اکشن فیگور” استفاده کرد.
آنها این کار را برای تصرف بازار پسر بچه هایی انجام دادند که “عروسک ها” را به عنوان یک اسباب بازی دخترانه می دیدند. و البته ایده آنها کار کرد. عروسک G.I Jo کمک کرد Hasbro به یکی از بزرگترین شرکت های اسباب بازی سازی در آمریکا تبدیل شود. اما ، حتی در آغاز مرز خیالی عروسک ها و شخصیت های اکشن فیگور مبهم بود.
عروسک اصلی GI Jo همین اشکن فیگور بود. این یک کپی پلاستیکی به طول 11.5 اینچ بود که شخصی به طور خاص به عنوان یک اسباب بازی برای کودکان ساخته شده است.
ممکن است ماکت یک مرد باشد. ممکن است مفاصل و لباس فرم نظامی کامل با برچسب های سگ داشته باشد. اما در اساسی ترین اصل این یک عروسک بود.
بنابراین ، اگر بیان چیزی نباشد که شخصیت های اکشن فیگور را از عروسک ها جدا کند ، شاید این لوازم جانبی باشد. عروسک اصلی GI Jo همراه با لباس نظامی و برچسب های سگ بود. آنها به عنوان اولین اقداماتی که تاکنون به بازار عرضه شده است ، به طور گسترده ای پذیرفته شده اند. بنابراین ، می توانیم فرض کنیم این لوازم جانبی است که اولین GI Jo را متفاوت کرده است.تفاوت فیگور و اکشن فیگور
آیا یک عروسک می تواند به عنوان یک فیگور و اکشن فیگور دانست ؟
ببایید مقایسه بین باربی و G.I.Joe را کنار بگذاریم و به سرزمین جادوگر اوز سفر کنیم. اگر فیلم را تماشا کرده باشید . می دانید گلیندا جادوگر خوب جنوب کیست.
او جادوگری است که از دوروتی به اوز استقبال می کند ، او را “برای دیدن جادوگر” می فرستد و برای نجات او را به مزارع خشخاش کوچ می کند. او یک لباس صورتی ، تاج براق و یک عصای جادویی به تن داشت. اما ، این واقعیت را کنار بگذارید ، قطعاً می توان گفت که عروسک مدل کوچکی از انسان است که به عنوان اسباب بازی کودک استفاده می شود.
فکر نمی کنم کسی با این مشکل داشته باشد ، احتمالاً به راحتی می توان گفت که یک اکشن فیگور عروسکی است که نوعی عمل را به تصویر می کشد. نحوه به تصویر کشیدن عمل می تواند بسیار متفاوت باشد. و اینکه آیا اصلاً اقدام خاص و یا معروف مانند رقصیدن جوکر بر روی پله ها را به تصویر می کشد یا خیر جای بحث دارد. بنابراین ، تفاوت واقعی این دو چیست؟ واقعا هیچ چیز تفاوت فیگور و اکشن فیگور
فیگور چیست؟
اگر سری به اسباب بازی فروشی های بزرگ زده باشید، حتما شما هم با محصولات پلاستیکی کوچکی که شمایل مجسمه مانند دارند رو به رو شده اید. این مجسمه های کوچک که به آن ها فیگور می گویند؛ معمولا شبیه سازی حالت های شخصیت های انیمیشنی یا فیلم های سینمایی هستند. این عروسک ها را در حالت های مختلفی تولید کرده اند. فیگورها در واقع در دسته اسباب بازی ها قرار گرفته و از پلاستیک تولید می شوند. این اسباب بازی ها برخلاف تصور عموم برای بازی کردن نبوده و بیشتر کلکسیونرها آنها را جمع آوری می کنند. فیگورها دارای بدنی ثابت بوده و قطعات متحرک ندارد. سربازهای پلاستیکی و نمونه هایی از ابر قهرمان ها جزو اولین فیگورهایی بوند که در دنیا تولید شدند.
فیگور شخصیت های کارتونی و انیمیشن ها
حتما شما هم بارها انیمیشن های معروف و یا حتی کارتون های به روز دنیا را دیده اید. از کارتون های بچگانه گرفته تا انیمیشن ها و انیمه های ژاپنی که بین نوجوانان و جوانان بسیار محبوب هستند. این فیلم ها و انیمیشن ها بزرگترین الهام بخش تولید کنندگان فیگورها بوده اند. آن ها با الهام از شخصیت های معروف و محبوب در این فیلم ها و کارتون ها، فیگورهایی که مشابه همان شخصیت هستند را تولید می کنند.
فیگور فیلم های سینمایی
یکی دیگر از معروف ترین فیگورهایی که تولید شده اند، مربوط به شخصیت هایی هستند که در فیلم های سینمایی بازی کرده اند. مثلا فیگورهای مربوط به شخصیت های مارول و دی سی که همگی بین اقشار مختلف جامعه بسیار محبوب هستند. معروف ترین فیگورهایی که برای ساخت آنها از فیلم های سینمایی الهام گرفته اند؛ مربوط به فیگور جوکر و اسپایدرمن یا مرد عنکبوتی است.
فیگور شخصیت های تخیلی
شخصیت های تخیلی زیادی در دنیای کتاب ها زندگی می کنند. معروف ترین آنها هم هری پاتر است. این شخصیت تخیلی و دیگر شخصیت هایی که در کتاب ها و توسط نویسنده ها خلق شده اند، نیز فیگورهای خاص خود را دارند. در بین کلکسیونرها فیگورهای مربوط به شخصیت های کتاب هری پاتر بسیار معروف هستند. یکی دیگر از شخصیت های معروف دراکولا است و فیگورهای این شخصیت به شدت محبوب هستند.
فیگور شخصیت های واقعی
شخصیت های واقعی در دنیا وجود دارند که تاثیرات زیادی در دنیا داشته اند. برای علاقه مندان فیگور این شخصیت ها نیز تولید شده است. حتما فیگورهایی از افراد معروفی مانند انیشتین و یا استیو جابز را دیده اید. از شخصیت های دیگر معروف دنیا نیز فیگورهای محبوب تولید شده است. به طور کلی حوزه فیگورها بسیار وسیع است. در هر زمینه ای شما خواهید دید که فیگورهای جذابی تولید شده اند. اما نکته مهم در مورد این فیگورها این است که آنها برای بازی کردن نیستند و اندام ثابتی دارند. کلکسیونرهای جوان و نوجوان جزو طرفداران پروپاقرص این فیگورها هستند. رنگ فیگورها ثابت بوده و با شستشو یا نور خورشید کمرنگ نمی شوند.
اکشن فیگور
اکشن فیگورها، همان فیگورها هستند. دقیقا با همان شباهت و همان شخصیت ها. با این تفاوت که در ساخت اکشن فیگورها از قطعات یکپارچه استفاده نمی شود. اکشن فیگورها معمولا دارای دست ها، پاها، سر یا لوازم جانبی متحرک هستند. برای مثال اگر اکشن فیگور یک شخصیت را با فیگور آن مقایسه کنید؛ متوجه خواهید شد که اکشن فیگور ها دارای دست ها و پاهای متحرک هستند. حتی اجزای جانبی آن نیز قابل جدا شدن از بدنه اکشن فیگور بوده و دوباره به آن متصل می شود. این را در نظر داشته باشید که هم اکشن فیگورها و هم فیگورها هر کدام طرفداران خاص خود را دارند. برای برخی از افراد فیگورها از نظر ظاهری جذابیت کمتری دارند. اما برخی دیگر فیگورها را به اکشن فیگورها ترجیح می دهند.
اسباب بازی
در دسته لوازم سرگرمی دسته ای به نام اسباب بازی وجود دارد. تقریبا به هر چیزی که سرگرم کننده باشد برچسب اسباب بازی می زنند. این دسته بندی از آنجا می آید که اسباب بازی ها در واقع اسباب و لوازمی برای بازی هستند. هر کدام از آنها نیز دسته بندی های خاص خود را دارند. برای مثال اکشن فیگورها و فیگورها نیز در دسته بندی اسباب بازی ها قرار می گیرند. انواع اسباب بازی ها متحرک و ثابت در مدل های مختلف می توانند سرگرم کننده باشند.
عروسک
اگر چه نباید به انواع اسباب بازی ها جنسیت داد، اما عروسک واژه ای است که با کاف تصغیر نشان دهنده این است که اسباب بازی عروسک یک عروس کوچک شده است. پس این دیدگاه به وجود می آید که عروسک ها مخصوص دخترها طراحی شده اند. عروسک ها هم در دسته اسباب بازی ها قرار می گیرند. آنها را از پارچه و پلاستیک می سازند. تفاوت این اسباب بازی با اکشن فیگورها و فیگورها این است که از آن برای بازی استفاده کرده و آن را کلکسیون نمی کنند. عروسک های زیادی در اشکال حیوانات و حتی دختران و پسران تولید می شوند. مخاطب عروسک ها بیشتر کودکان هستند. انواع پارچه ای و پولیشی آن برای نوزاد تا کودکی بسیار مناسب است. اما در نظر داشته باشید که استفاده از عروسک جنسیت خاصی نداشته و چه پسرها و چه دخترها می توانند از آنها استفاده کنند. این نکته در خصوص اکشن فیگورها و فیگورها نیز صادق است. اگر چه ممکن است آن ها از روی شخصیت ها مرد تولید شده باشند؛ اما به این معنی نیست که خانم ها نمی توانند از آن استفاده کنند. خانم های زیادی هستند که جزو کلکسیونرهای اکشن فیگورها و فیگورها هستند.
فیلامنت PLA که به اختصار به نام پلاستیک PLA شناخته می شود که یک ماده پلاستیکی با پایه گیاهی است .این ماده یک پلی استر آلیفاتیک ترموپلاستیک است و ماده اولیه طبیعی است که در پرینت سه بعدی استفاده می شود. فیلامنت PLA یک پلیمر ترموپلاستیک کاملاً زیست تخریب پذیر است که از مواد اولیه تجدید پذیر تشکیل شده است.
PLA ، همچنین به عنوان اسید پلی لاکتیک یا پلی لاکتید شناخته می شود ، یک ترموپلاستیک است که از منابع تجدید پذیر مانند نشاسته ذرت ، ریشه تاپیوکا یا نیشکر ساخته می شود ، برخلاف سایر مواد صنعتی که عمدتا از مشتقات نفتی ساخته می شوند. این ماده به دلیل ریشه های اکولوژیکی بیشتر در صنعت چاپ سه بعدی محبوب شده است ، حتی در کاربردهای پزشکی و محصولات غذایی مورد استفاده قرار می گیرد.
در بین تمام مواد چاپ سه بعدی ، PLA بخشی از محبوب ترین مواد مورد استفاده برای تولید مواد افزودنی است.
نحوه تولید فیلامنت PLA
PLA در دهه 1930 توسط شیمیدان آمریکایی Wallace Carothers ایجاد شد که بیشترین تولید نایلون و نئوپرن در شرکت شیمیایی DuPont شناخته شده است. اما تنها در دهه 1980 بود که سرانجام PLA برای استفاده توسط شرکت آمریکایی Cargill تولید شد.
این پلیمر ترموپلاستیک با تخمیر یک منبع کربوهیدرات مانند نشاسته ذرت تولید می شود. در این حالت ، محصول طبیعی آسیاب می شود تا نشاسته را از ذرت جدا کرده و آن را با مونومرهای اسیدی یا لاکتیکی مخلوط کند. با این مخلوط نشاسته به دکستروز (گلوکز D) یا قند ذرت شکسته می شود. سرانجام ، تخمیر گلوکز باعث تولید اسید لاکتیک ، جز component اصلی PLA می شود. این ماده مایع شبه پلاستیکی غیر نیوتنی محسوب می شود.
ترمو پلاستیکPLA و پرینت سه بعدی
در تزریق پلاستیک ، این ماده برای ساخت بسته بندی استفاده می شود ، در درجه اول برای صنایع غذایی به عنوان جایگزینی پلاستیک های مشتق شده از سوخت های فسیلی ، زیرا مواد برای تماس با مواد غذایی مناسب است.
PLA در چاپ سه بعدی با استفاده از فناوری FDM مورد استفاده قرار می گیرد ، این ماده یکی از مواد استاندارد این فناوری است. زیرا این ماده گزینه موجود و رایج برای پرینترهای سه بعدی مصرف دارند. یکی از دلایل همه گیر شدن و استقبال زیاد از این فیلامنت ، استفاده آسان مواد پلاستیکی PLA است.
علاوه بر این ، نسخه های مختلفی از رشته های PLA در طول سال ها توسعه یافته است. به همین دلیل است که اکنون می توانید مقداری Aluminium PLA ، PLA ساخته شده با الیاف چوب یا PLA با ذرات برنز پیدا کنید. امکاناتی که PLA ارائه می دهد فوق العاده متنوع است.
فواید فیلامنت PLA چیست؟
فیلامنت PLA یک از محبوب ترین فیلامنت های موجود در ایران و جهان است که در بالا به صورت جزئی و مختصر توضیح دادیم اما به صورت کلی تر بدین شکل است که رشته PLA در ساخت مواد افزودنی مقبولیت گسترده ای پیدا کرده است ، بخشی از این ماده از محصولات تجدید پذیر ساخته می شود و همچنین به دلیل خواص مکانیکی آن. این اغلب انتخاب افراد تازه کار در چاپ سه بعدی است زیرا کار با PLAبسیار آسان است. این ماده که یک پلیمر نیمه بلور در نظر گرفته شده است ، دارای دمای ذوب 190 الی 220 درجه سانتیگراد ، کمتر از فیلامنت ABS است که شروع به ذوب بین 210 درجه سانتیگراد تا 260 درجه سانتیگراد می کند. این بدان معناست که هنگام چاپ با PLA ، استفاده از تخت چاپ گرم لازم نیست و محفظه بسته نیز ضرورتی ندارد. تنها عیب این است که رشته PLA دارای گرانروی بیشتری است که در صورت عدم مراقبت می تواند سر چاپ را مسدود کند.
این رشته دارای مشخصات مکانیکی مشابه رشته ABS نیست. بسیار مقاوم تر و انعطاف پذیر است. حتی در این صورت ، اگر پروژه پیچیدگی های مکانیکی عمده ای نداشته باشد ، اغلب کار با آن توصیه می شود ، زیرا بسیار ساده تر است. به عنوان مثال ، PLA به پردازش پیچیده پس از پردازش نیاز ندارد. در صورت نیاز می توان آن را سنباده زد و یا با کلروفرم برق انداخت و معمولاً ساپورت ها به راحتی جدا می شوند.
خصوصیات مکانیکی فیلامنت PLA چیست ؟
در مقابل ، PLA نسبت به ABS دوام ، شکنندگی و حساسیت بیشتری نسبت به گرما خواهد داشت.
PLA دارای دمای انتقال شیشه 65 درجه سانتیگراد و دمای ذوب 178 درجه سانتیگراد است. PLA مقاوم ترین در برابر حرارت نیست ، به همین دلیل برای اشیای تزئینی بدون محدودیت مکانیکی مناسب است.
اگر می خواهید قطعه خود را با فناوری FDM تولید کنید ، برای تولید قطعات با محدودیت های عمده ، استفاده از ABS ارجح است. ضخامت لایه تقریباً بین 70 و 400 میکرون متغیر است و به دقت پرینتر سه بعدی بستگی دارد.
فواید فیلامنت PLA چیست؟
پرینت سه بعدی با فیلامنت PLA مزایای زیادی دارد ، به خصوص اگر تازه کار هستید یا به دنبال تجربه ای بدون سرخوردگی هستید.
برای مبتدیان ، پرینت فیلامنت PLA بسیار آسان شناخته شده است. این ماده معمولاً از نازل پرینتر سه بعدی شما خارج می شود و هیچ مشکلی از قبیل تاب زدن یا مسدود شدن نازل وجود ندارد. علاوه بر این ، دمای پرینت برای فیلامنت استاندارد PLA در مقایسه با سایر مواد نسبتاً کم است ، و باعث می شود پرینت با آن متنوع تر و راحت تر باشد.
با این حال ، وقتی وارد مخلوط PLA می شوید که با مواد چوبی یا فلزی ترکیب شده اند ، پرینت آنها کمی دشوارتر می شود. یکی دیگر از مزایای فیلامنت PLA جزئیات سطح با کیفیت بالا است که پرینتر سه بعدی را ارائه می دهد. مواد دیگر مستعد زخم شدن یا لکه دار شدن هستند ، اما PLA موفق به از بین بردن این مشکلات زیبایی شناختی بالقوه می شود. برخلاف ABS ، که یکی دیگر از مواد چاپ سه بعدی محبوب است ، فیلامنت PLA هنگام اکسترود بوی بدی نمی دهد.
دلیل این که فیلامنت PLA دارای رنگهای مختلفی است و با هم مخلوط می شود این است که خود ماده به راحتی رنگدانه می شود. پردازش پس از آن نیز در مورد PLA راحت تر است و به کاربران اجازه می دهد کیفیت سطح را با کمی سنباده و اصلاح کنند.
اگرچه موادی مانند ABS و PETG مزایای مکانیکی خاصی دارند ، اما فیلامنت PLA چیزی نیست که بتوان راحتی از کنار آن گذر کرد. وقتی نوبت به کارایی می رسد ، PLA گزینه ای عالی برای نمونه سازی سریع است. نقطه ذوب در دمای پایین جزئیات بهتر سطح و ویژگی های واضح تری را در مقایسه با سایر مواد معمول استفاده می کند.
سرانجام ، همانطور که قبلاً نیز اشاره کردیم ، فیلامنت PLA غیر سمی و قابل تجزیه زیست است ، و آن را به ماده ای ایده آل برای کاربران چاپگر سه بعدی با آگاهی از محیط تبدیل می کند. خدمات پرینت سه بعدی کرج
مشکلات فیلامنت PLA چیست؟
اگرچه استفاده از فیلامنت PLA نسبت به سایر گزینه ها مزایای بی شماری دارد ، اما مشکلاتی نیز در رابطه با این ماده نیز وجود دارد.
به عنوان مثال ، فیلامنت PLA هنگام اعمال گرما تمایل به تغییر شکل یا ذوب شدن دارد ، و این امر برای قطعاتی که به مقاومت در برابر حرارت نیاز دارند غیر عملی است. همچنین از استحکام کمتری نسبت به ABS یا PETG برخوردار است و آن را به جای مکانیکی برای مصارف زیبایی بهتر می کند.
فیلامنت PLA همچنین علی رغم اینکه پرینت با آن بسیار راحت تر است ، نسبت به سایر مواد بافت خشن تری دارد. از آنجا که این ماده زیست تجزیه پذیر است ، این امر عمر کمتری را برای هر موردی که به صورت سه بعدی با PLA چاپ شده است ، ایجاد می کند.
علاوه بر این ، PLA از نظر غذایی ایمن نیست و از نظر ماهیت کاملاً شکننده است ، و باعث می شود در اثر استرس مستعدتر در برابر شکنندگی شود. مانند بیشتر مواد چاپ سه بعدی ، انتخاب صحیح رشته PLA یا نبودن آن کاملاً به آنچه شما برای چاپ سه بعدی در نظر دارید بستگی دارد.
چه زمانی باید از فیلامنت PLA استفاده کنید؟
فیلامنت PLA ماده ای عالی برای کاربردهای بی شمار است. اگرچه خصوصیات مکانیکی موجود در سایر انواع فیلامنت ها را ندارد ، اما چاپ آن آسان است و دارای رنگها و سبک های مختلفی است.
بنابراین ، اکثر انواع فیلامنت های PLA برای پرینت بصری و نمونه سازی سریع و مدل سازی بسیار مناسب هستند ، خصوصاً در مواردی که قطعه پرینت شده با فشار یا کشش زیادی روبرو نشود.
بنابراین ، فیلامنت PLA برای اشیای پرینت شده که به خصوصیات مکانیکی ، دوام یا تجزیه پذیری وابسته نخواهند بود ، ایده آل است.
Post processing برای قطعه تولید شده با فیلامنت PLA به چه صورت است ؟
امکانات پس از پردازش با PLA بستگی به رشته ای دارد که در واقع با آن کار می کنید. متداول ترین روش های پس از پردازش همچنان سنباده زدن است که به شما امکان می دهد یک قطعه چاپ سه بعدی با سطح صاف تهیه کنید ، با از ورق هایی با سختی مختلف از سختی زیاد به کم استفاده می شود به اینصورت که اول خشن تراشی می شود و بعد از با سنبادهایی با سختی کمتر روند پرداخت را ادامه می دهیم تا به سطح دلخواه برسیم .
البته روشهای زیادی برای پس از پردازش رشته PLA وجود دارد و این روشها گاهی اوقات به نوع PLA شما بستگی دارد.
پس از سمباده زدن مدل خود ، می توانید از پرایمر یا پرکننده برای پوشاندن هر شکاف دیگر استفاده کنید که روی نحوه نشستن رنگ روی چاپ تأثیر می گذارد. رنگ اکریلیک بهترین گزینه برای رشته PLA است و به طور کلی مقرون به صرفه است و دارای رنگهای مختلفی است.
آیا با توجه به زیست تخریب پذیر بودن فیلامنت PLA پایداری این فیلامنت به چه صورت است و امکان زیر سوال بردن این مسئله ممکن است ؟در سال اخیر ، پایداری فیلامنت PLA زیر سوال رفته است. احتمالاً به این دلیل که اصطلاح زیست تخریب پذیر ، که اغلب برای اشاره به این فیلامنت استفاده می شود ، منجر به سردرگمی شده است. در واقع ، این ماده از مواد تجدید پذیر ایجاد می شود که در طبیعت پدیدار است ، اما این ماده را لزوماً قابل تجزیه نمی کند. این ماده می تواند تجزیه شود ، اما فقط در برخی شرایط هوازی. به عنوان مثال ، PLA هنگام قرار گرفتن در معرض کمپوست صنعتی می تواند به سرعت تخریب شود ، در غیر این صورت تجزیه در فضای باز ممکن است 80 سال طول بکشد و مانند سایر پلاستیک ها ، یک آلاینده پلاستیکی شود.
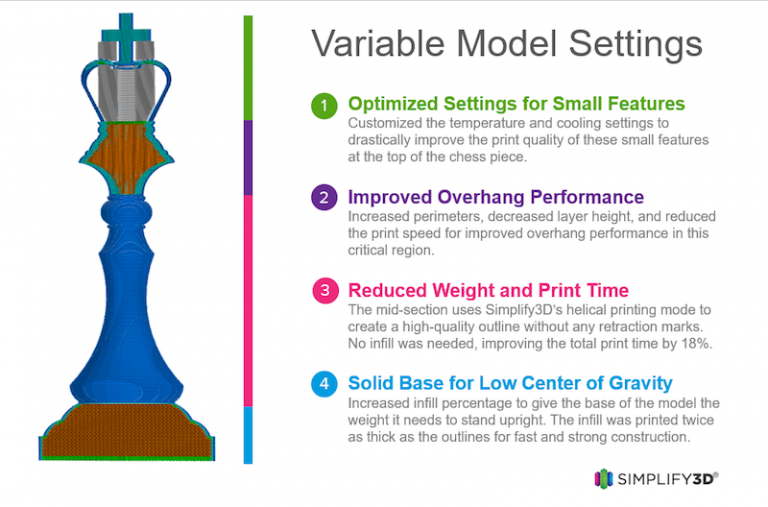
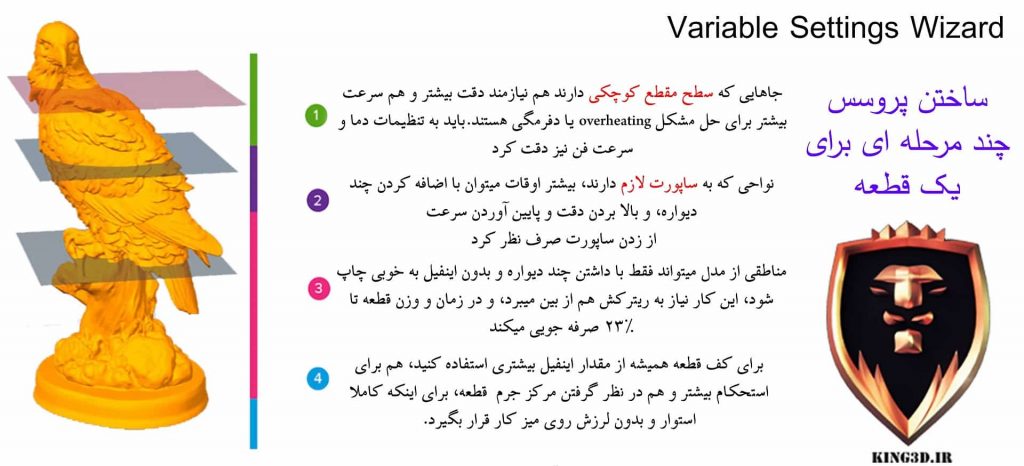
در قسمت قبل اموزش simplify3d به وارد کردن یک فایل سه بعدی و گرفتن خروجی G-C0DE اشاره کردیم، امروز میخواهیم راجب یک قابلیت منحصر به فرد در نرم افزار سیملیپفای یعنی ” Variable Settings Wizard ” اشاره کنیم. بهبود کیفیت چاپ شما نتیجه بهینه سازی تنظیماتی است که در طی مراحل پرینت استفاده می شود. بخشهای مختلف یک مدل برای دستیابی به بهترین نتیجه ممکن است نیاز به تنظیمات مختلف داشته باشد.
Simplify3D توانایی منحصر به فردی دارد که به کاربران اجازه می دهد به معنای واقعی کلمه هر بخش دلخواه را برای بخشهای مختلف مدل تغییر دهند .شما می توانید از این ویژگی قدرتمند برای بهبود کیفیت چاپ در مناطق مختلف قطعه ، کاهش زمان چاپ کلی یا حتی تغییر خصوصیات مکانیکی قطعه نهایی استفاده کنید. در این آموزش نحوه استفاده از این ویژگی برای استفاده بهینه از قطعات چاپ شده سه بعدی توضیح داده خواهد شد.
چگونگی استفاده از تنظیمات متغیرVariable Settings Wizard
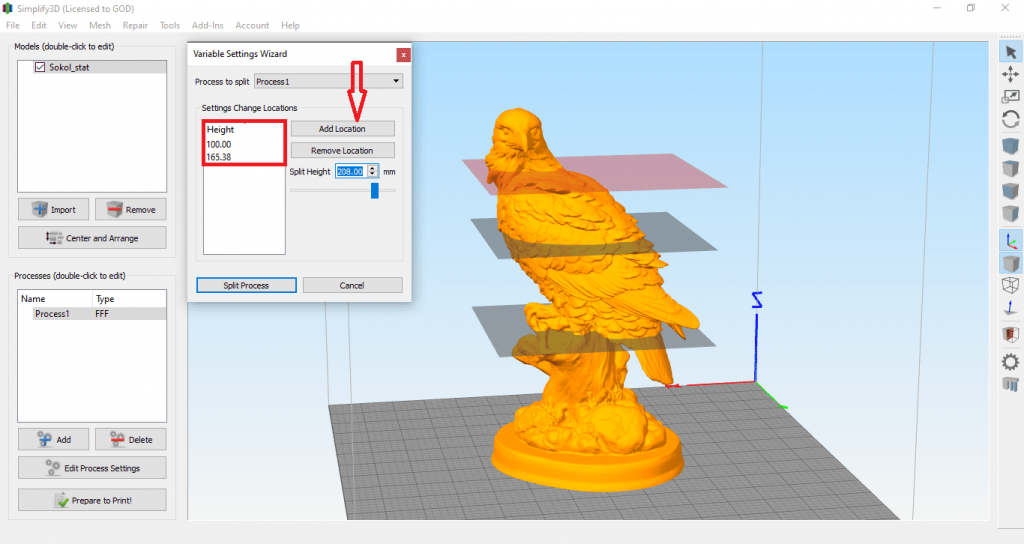
تنظیمات متغیر یا Variable Settings Wizard در نرم افزار simplify3d شما امکان می دهد تنظیمات مختلفی را که می خواهید برای هر منطقه از مدل خود تعیین کنید ، آسان کند. برای باز کردن این جادوگر ، به Tools> Variable Settings Wizard بروید. در بالای wizard ، می توانید روند اصلی را که می خواهید به عنوان الگو استفاده کنید ، انتخاب کنید. باقیمانده Variable Settings Wizard برای کمک به شما در انتخاب و تجسم مکان های مختلفی که می خواهید تغییر تنظیمات را ایجاد کنید اختصاص داده شده است. به عنوان مثال ، اگر مدل Falcon ما 250 میلی متر باشد، اما ما می خواهیم از تنظیمات مختلفی برای نیمه بالا و پایین مدل استفاده کنیم ، از wizard برای اضافه کردن یک مکان واحد در 100 ، 165 میلی متری استفاده می کنیم که در آن تنظیمات شروع به تغییر می کنند.
مراحل ذیل را دنبال کنید تا تمام مکانهایی را که می خواهید تنظیمات مدل خود را تغییر دهید اضافه کنید.
هنگام استفاده از wizard ، یک صفحه قرمز شفاف شاهد برش مدل های سه بعدی خود در فضای کاری Simplify3D خواهید بود.
با استفاده از نوار لغزنده افقی ، این صفحه را به مکانی که می خواهید تنظیمات چاپ را تغییر دهید ، منتقل کنید.
اگر از قبل محل دقیق محور Z را می دانید ، می توانید این عدد را به صورت دستی در کادر ورودی “Split Height” وارد کنید.
بعد از قرار دادن صفحه قرمز در ارتفاع Z صحیح ، روی “Add Location” کلیک کنید تا این مکان اضافه شود به لیست بروید.
مراحل 1-2 را برای هر مکان دیگری که می خواهید اضافه کنید تکرار کنید.
می توانید به دلخواه مکان اضافه کنید. پس از اتمام کار ، بر روی دکمه “روند تقسیم” در پایین سمت چپ کلیک کنید تا تغییرات نهایی شود.
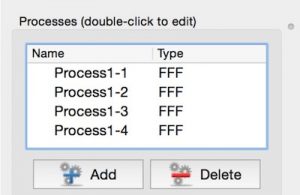
پس از خارج شدن از جادوگر ، متوجه خواهید شد که روند اصلی به چندین قسمت تقسیم شده است. هر قسمت شامل نام فرآیند اصلی و همچنین تعدادی برای نشان دادن این منطقه است که این فرآیند را کنترل می کند.
به عنوان مثال ، ما 3 مکان تقسیم شده برای مدل falcon خود اضافه کردیم. فرایند اصلی “Process1” نام داشت ، بنابراین پس از استفاده از جادوگر ، ما با “Process1-1” ، “Process1-2” ، “Process1-3” و “Process1-4” باقی مانده ایم. “Process1-1” تنظیمات را در پایین مدل falcon کنترل می کند ، در حالی که “Process-4” تنظیمات را در بالای مدل کنترل می کند. Variable Settings Wizard
تنظیمات نواحی مشخص شده
برای ویرایش تنظیمات مربوط به یک منطقه خاص ، کافیست روی فرآیند مرتبط با آن منطقه دوبار کلیک کنید.
به عنوان مثال ، برای ویرایش تنظیمات پایه قطعه شطرنج ، روی “Process1-1” دوبار کلیک می کنیم.
سپس می توانید تنظیماتی را که برای آن منطقه خاص می خواهید تغییر دهید و برای ذخیره تغییرات روی تأیید کلیک کنید.
اگر می خواهید تنظیمات را در چندین فرآیند همزمان ویرایش کنید ، می توانید از ویژگی مفید دیگری در Simplify3D به نام Process Grouping استفاده کنید.
همچنین می توانید با رفتن به برگه Advanced و بررسی تنظیمات “شروع / توقف چاپ در ارتفاع” ، محدوده دقیق محور Z را که یک فرآیند اعمال می شود ، تأیید کنید.
Variable Settings Wizard
Variable Settings Wizard
پس از اتمام سفارشی سازی Variable Settings Wizard ، روی “آماده شدن برای چاپ” کلیک کنید.
با این کار پنجره جدیدی باز می شود که می توانید فرایندهایی را که می خواهید برای این چاپ در نظر بگیرید انتخاب کنید. در مورد ما ، “انتخاب همه” را انتخاب می کنیم تا هر 4 فرآیند ایجاد شده را انتخاب کنیم.
لطفاً همچنین اطمینان حاصل کنید که حالت “چاپ مداوم” را انتخاب کرده و سپس OK را انتخاب کنید تا برش مدل خود را شروع کنید.
این نرم افزار به طور خودکار تنظیمات مربوط به هر منطقه از مدل شما را در یک چاپ واحد ترکیب می کند و به شما امکان کنترل کامل نتایج را می دهد.
پس از اینکه برش به پایان رسید ، به حالت پیش نمایش (Preview Mode) منتقل می شوید و در آنجا می توانید شبیه سازی چاپ را برای تأیید تغییرات خود مشاهده کنید.
می توانید حالت رنگ آمیزی پیش نمایش را به “روند فعلی” تغییر دهید ، که برای هر یک از فرآیندهای ایجاد شده از رنگ دیگری استفاده می کند.
این یک روش عالی برای بررسی اینکه کدام بخش از مدل شما توسط هر فرآیند چاپ می شود ، است.
هنگامی که از تغییرات خوشحال شدید ، می توانید چاپ مدل تازه سفارشی خود را شروع کنید! Variable Settings Wizard
نتیجه !با استفاده از قابلیت Variable Settings Wizard می توان زمان پرینت را تا حدودی کاهش داد و با توجه به این موضوع که برای قسمت های مختلف با توجه به نوع شکل هندسی و نحوه قرارگیری و موقعیت قطعه می توان تنظیمات متفاوتی برای فایل مورد بحث در نظر گرفت.
این قابلیت یکی از ابزار های بسیار کاربردی در نرم افزار Simpilify3D می باشد .
یکی از مشکلات رایج پرینت سه بعدی در پرینترهای FDM چاپ نشدن برخی از لایه ها یا اصطلاحا (layer missing) می باشد .
شرایط ایجاد شده به اینصورت می باشد که در برخی از قسمت های پرینت تعدادی فضای خالی ایجاد می شود به این دلیل که پرینتر تعدادی از لایه ها را بدون فیلامنت رها کرده است.
اما مشکل گم شدن لایه ها حین پرینت در چاپ سه بعدی به چه علت به وجود می آید؟
هنگام پرینت ، لایههای نازکی روی لایههای زیرین قرار میگیرند. در این پروسه میزان پلاستیک استفاده شده برای چاپ، بسیار اهمیت دارد زیرا مقدار آن استحکام و تعادل بین قطعه پرینت شده را برقرار میکند .
پرینتر ممکن است نتواند مقدار فیلامنت مورد نیاز برای چاپ لایه های حذف شده را فراهم کند. ممکن است مشکلی در فیلامنت وجود داشته باشد .
چاپ نشدن برخی از لایه ها ، به وجود آمدن این مشکل به این علت حائز اهمیت می باشد که به طور مستقیم و به وضوح بر کیفیت قطعه پرینت شده در پرینتر سه بعدی در تاثیر دارد و برای حل این مسئله مشکل باید پارامتر های بسیاری را مورد برسی قرار داد.
در صورت به وجود آمدن چاپ نشدن لایه ها باری قطعه پرینت شده ممکن است قطعه پرینت شده به راحتی دچار جدایش و شکسته در این نواحی شود .
و حتی شما می توانید به راحتی لایه های داخلی را مشاهد کنید، پس باید هر چه سریع تر به بررسی و حل این موضوع پرداخت.
چاپ نشدن برخی از لایه ها می تواند دارای علت های متعددی باشد که قدم به قدم به هر یک از آنها می پردازیم :
قسمت های مکانیکی پرینتر خود را چک کنید ،به اینصورت که اجزایی مانند پیچ و مهره ها و یاتاقان ها را بررسی کنید. و مطمئن شوید به درستی در جای خود قرار گرفته اند.
بررسی کردن محورها که در جای خود به خوبی قرار گرفته اند و حرکت نمی کنند. برای اطمینان پرینتر را خاموش کنید( استپر ها را غیر فعال کنید) و هد پرینتر را در راستای طول و عرض حرکت دهید اگر هد به راحتی جابجا نشد مشکلی با محور ها، یاتاقان ها و یا پیچ ها وجود دارد.
همچنین ممکن است مشکلی در یکی از میله های محور Z یا بلبرینگ وجود داشته باشد. میله می تواند تحریف ، کثیف یا دچار روغن زیاد شود.
در تنظیمات نرم افزار پرینتر سه بعدی (هیچ تمایزی در نوع نرم افزار نمی باشد) گزینه RERACTION DISTANCE و RERACTION SPEED را کاهش دهید .
وقتی مقدار کافی فیلامنت توسط پرینتر 3بعدی برای چاپ مدل در دسترس نباشد می تواند مشکلاتی ایجاد کند. این می تواند به نوعی گرفتگی ، دمای پایین ، خنک شدن بیش از حد یا نازل فرسوده باشد.·
در بعضی از مواقع چاپ نشدن و جا افتادن برخی از لایه ها می تواند از تنظیم نبودن و کالیبره نبودن BED باشدروانکاری به راحتی فراموش می شود ، اما نگه داشتن همه چیز با روغن مناسب برای عملکرد روان دستگاه ضروری است. روغن سبک مانند روغن چرخ خیاطی ایده آل است و حتی بهتر است از اسپری DW-40 استفاده کرد و می توان آن را تقریباً از هر فروشگاه دیگر با قیمت نسبتاً ارزان تهیه کرد. قبل از استفاده آزادانه ، فقط تمیز و عاری از آلودگی و چاپ میله ها را بررسی کنید – پاک کردن سریع میله ها قبل از استفاده از روغن جدید ، همیشه ایده خوبی است. وقتی همه میله ها تمیز به نظر می رسند ، فقط کمی لمس کنید ، اما نه خیلی زیاد. سپس با استفاده از نرم افزار کنترل کننده چاپگر سه بعدی مانند (SIMPILIFY3D ، CURA ، …) هد را از محور X و Y حرکت دهید تا مطمئن شوید که میله ها به طور مساوی پوشانده شده و حرکت نرم دارند. اگر کمی روغن اضافه کردید نگران نباشید فقط مقداری را با پارچه ای بدون پرز پاک کنید.
اگر فیلامنت پرینتر در حین کار به اتمام برسد و مجبور باشید فیلامنت دیگری در داخل دستگاه قرار دهید. در قسمتی که دستگاه توقف کرده است ممکن است قسمتی از لایه چاپ نشود.
یک علت دیگر که می تواند باعث Missing layer شود و بیشتر اوقات به آن توجه نمی کند میزان سفت بودن و یا شل بودن پیچ retraction می باشد . که با سفت کردن آن می توان باعث ورود کمتر فیلامنت در hot end و باعث چاپ نشدن برخی از لایه ها در پرینت شد.
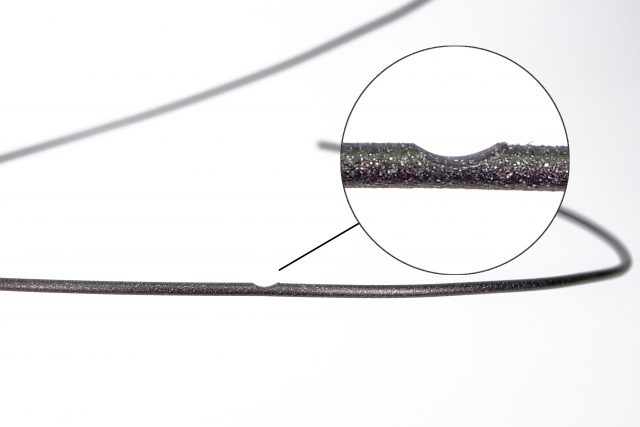
اگر در برخی از قسمت های فیلامنت دچار خوردگی باشد و باعث تغییر قطر فیلامنت بشود و فیلامنت کافی به Hot end نرسد ممکن است باعث گم شدن برخی از لایه های پرینت در چاپ سه بعدی شود .
مشکل گم شدن لایه های چاپ سه بعدی حین پرینت همان طور که گفتیم از علل بسیاری ناشی می شود و طبق تجربه متوجه می شوید که با تغییر کدام پارامتر این مسئله را می توان حل کرد، و شاید چندین دلیل در پرینتر شما ناشی شده باشد و نیازمند بررسی درست و با دقت می باشد.امیدواریم این مقاله براتون مفید واقع شده باشد و مشکلتان حل شده باشد.
آموزش نرم افزار Simplify3D اولین گام برای قطعه ای که با پرینت سه بعدی تولید شده،داشتن فایل سه بعدی و سپسG-CODE گرفتن برای پرینتر سه بعدیFDM نرم افزارهای مختلف و متنوعی وجود دارد ، برای گرفتن پرینتی با کیفیت و مناسب تنظیمات درست و دقیق در نرم افزار رابط کاربری پرینتر سه بعدی بسیار تاثیرگذار می باشد.
نرم افزار Simplify 3D یک از نرم افزارهای کاربردی و با محیط کاربری آسان می باشد که در مقاله به بررسی و آموزش این نرم افزار می پردازیم .
در این آموزش می خواهیم همراه با شما بیاموزیم که چگونه انواع مختلف فایل در نرم افزار SIMPLIFY3D استفاده می شود .
وارد کردن فایل سه بعدی درنرم افزار SIMPILIFY
اولین مرحله برای شروع کار نرم افزار Simplify3D وارد کردن مدل سه بعدی است که می خواهید چاپ کنید. این فایل ها عموما از یک برنامه طراحی CAD صادر می شود یا از وب سایتی که فایلهای طراحی سه بعدی مانند :
را ارائه می دهد ، استفاده می شود. متداول ترین نوع فایل برای این مدل های سه بعدی ، فایل STL (STereoLithography) است ، اما Simplify3D همچنین از پرونده های OBJ و 3MF پشتیبانی می کند. آموزش نرم افزار Simplify3D
فایل های مورد نظر را می توان با درگ کردن یا با گزینه IMPORT در منوی سمت چپ بالا فایل را وارد محیط نرم افزار SIMPLIFY کرد
این فایل ها حاوی اطلاعاتی در مورد مدل سه بعدی است که می خواهید ایجاد کنید. آنها با استفاده از صدها مثلث که سطح قطعه را مشخص می کنند ، مرز و شکل مدل سه بعدی شما را تعریف می کنند. در واقع می توانید با وارد کردن مدل خود و سپس رفتن به View> Wireframe ، این مثلث ها را در نرم افزار Simplify3D مشاهده کنید.خدمات مدلسازی سه بعدی کرجپرینت سه بعدی کرج
مراحل پرینت سه بعدی یک قطعه با نرم افزار SIMPILFY3D چگونه است ؟
پس از وارد کردن مدل سه بعدی خود ، مرحله بعدی پیکربندی تنظیماتی است که نحوه برش و چاپ قطعه را بر روی دستگاه شما تعیین می کند. این کار را می توانید با کلیک روی “ویرایش تنظیمات فرآیند” در پنجره اصلی Simplify3D انجام دهید. Simplify3D بارگزاری تنظیمات مختلف برای چاپگرهای مختلف یا ذخیره تنظیمات سفارشی را آسان می کند تا بعداً بتوانید آنها را دوباره استفاده کنید. آموزش نرم افزار Simplify3D
ما تا این مرحله از آموزش SIMPILIFY3D نحوه وارد کردن فایل و اینکه نرم افزار SIMPILIFY3D از چه فایل هایی پشتیبانی می کند پرداختیم ،اما این نرم افزار چطور می تواند مدل و طرح وارد شده را چاپ کند .
هنگامی که آماده شروع چاپ فایل ها هستید ،نرم فزار Simplify3D مدل سه بعدی شما را به صدها لایه نازک تقسیم می کند. سپس دستورالعمل های دقیق هر لایه را ایجاد می کند تا چاپگر شما بداند چگونه آن قسمت از مدل را بسازد. همه این دستورالعمل ها در یک فایل مسیر ابزار واحد قرار می گیرند که به چاپگر شما می گوید که کجا را حرکت دهید ، چه سرعت را باید حرکت دهید ، چه مقدار پلاستیک را برای اکسترود بگیرید ، از چه دمایی استفاده کنید و خیلی تنظیمات دیگر. سپس می توانید این پرونده های مسیر ابزار را به چاپگر سه بعدی خود منتقل کنید تا پرینت شروع شود .
G-CODE چیست ؟G Code نام زبان برنامه نویسی اکثر ماشین ابزارهای کنترل عددی (CNC) میباشد. به زبانی دیگر G Code زبانی حروفی-عددی میباشد، که نحوه حرکت ابزارها و همچنین دیگر لوازم و ادوات ماشین نظیر باز یا بسته بودن مایع خنک کن، روشن یا خاموش بودن مکنده براده، باز یا بسته بودن درب دستگاه و ... را کنترل میکند.
برای این دستورالعمل ها فایل G-CODE ، قالب استاندارد فایل است که اکثر کاربران با آن آشنایی دارند. این یک فایل متنی ساده است ، که در آن هر خط در فایل یک دستور جدید برای چاپگر سه بعدی شما را نشان می دهد . آموزش نرم افزار Simplify3D
خوشبختانه ، اگر پرینتر شما از قالب فایل دیگری استفاده می کند ، Simplify3D ایجاد این فایل های دیگر را نیز آسان می کند. به عنوان مثال ، اگر پرینتر شما از فایل های X3G استفاده می کند ، Simplify3D هنگامی که آماده شروع چاپ هستید ، هم یک فایل GCODE و هم X3G صادر می کند. به این ترتیب شما دارای یک فایل استاندارد GCODE هستید که دستورالعمل های متن ساده ای را که برای چاپ استفاده می شود و همچنین فایل باینری X3G را که پرینتر شما نیاز دارد ، نشان می دهد. همین مورد برای هر قالب فایل دیگری (MAKERBOT ، 3W ، G3DREM ، BFB و … ) اعمال می شود.
هنگامی که آماده ایجاد این فایل های مسیر ابزار در Simplify3D هستید ، روی “Prepare to Print” کلیک کنید ، و مدل شما به صورت جداگانه در لایه ها و دستورالعمل های مسیر ابزار قرار می گیرد. شما قادر خواهید بود پیش نمایش واقعی این دستورالعمل ها را بررسی کنید تا دقیقاً ببینید که قطعه شما چگونه ساخته می شود و همچنین می توانید محدودیت ها و . وقتی از پیش نمایش راضی باشید ، دو گزینه پیش رو دارید:
شروع به چاپ از طریق USB کنید ، یا ذخیره مسیرهای ابزار در دیسک. اگر تصمیم دارید از طریق USB پرینت کنید نیازی به ذخیره کپی از فایلهای مسیر ابزار خود نیست زیرا این اطلاعات را مستقیماً به پرینتر منتقل می کنید. اگر می خواهید این پرونده ها را به hard Disk خود منتقل کنید یا به کارت SD پرینتر خود منتقل کنید ،
می توانید روی “ذخیره ابزارها در دیسک” کلیک کنید. آموزش نرم افزار Simplify3D
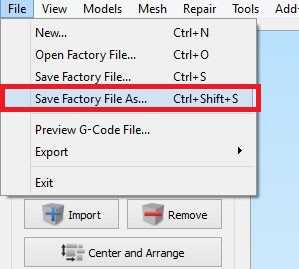
factory Files: یک فایل ترکیبی برای حفظ پروژه Simplify3D
Simplify3D روشی منحصر به فرد برای ذخیره تمام اطلاعات پروژه در یک فایل جامع ، معروف به “پرونده کارخانه” ارائه می دهد. Factory File حاوی یک نسخه از مدلهای سه بعدی است که وارد شده است.
با رفتن به File> Save Factory File As می توانید این پرونده را خروجی بگیرید.
هر زمان که از Simplify3D خارج شدید ، حالت برنامه به طور خودکار ذخیره می شود تا در دفعه بعدی که برنامه را باز کردید ، به راحتی بتوانید همان جایی را که متوقف کرده اید از سر بگیرید. با هر بار بسته شدن و بازگشایی برنامه نیازی به ذخیره یک Factory File نیست. با این حال ، موارد دیگری نیز وجود دارد که ممکن است بخواهید این فایل را ذخیره کنید مانند به اشتراک گذاری پروژه خود با یک همکار یا ایجاد “بک آپ” برای استفاده شخصی. آموزش نرم افزار Simplify3D
امیدواریم این قسمت از آموزش نرم افزار SIMPILIFY3D براتان مفید بوده باشد.


































-min")