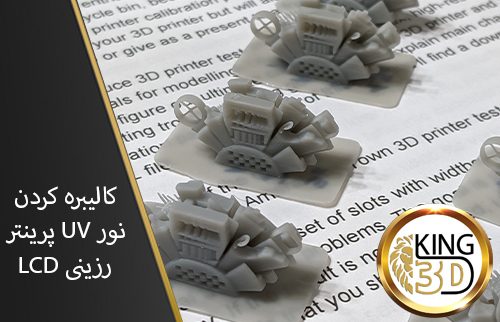
تست زمان مناسب نوردهی رزین
نحوه کالیبره کردن پرینتر رزینی – تست زمان مناسب نوردهی رزین
کالیبره کردن پرینتهای سه بعدی رزین بخش مهمی از به دست آوردن مدلهای موفق است نه اینکه دائماً از طریق شکست مواجه شوید.تست زمان مناسب نوردهی رزین ،زمان قرار گرفتن رزین استاندارد در برابر نور را...