مروری بر 5 فیلامنت پرینتر سه بعدی
فهرست مطالب
فیلامنت PLA
Polylactic acid
فیلامنت PLA که به اختصار به نام پلاستیک PLA شناخته می شود که یک ماده پلاستیکی با پایه گیاهی است .این ماده یک پلی استر آلیفاتیک ترموپلاستیک است و ماده اولیه طبیعی است که در پرینت سه بعدی استفاده می شود.پنج فیلامنت پرینتر سه بعدی
فیلامنت PLA یک پلیمر ترموپلاستیک کاملاً زیست تخریب پذیر است که از مواد اولیه تجدید پذیر تشکیل شده است.
PLA ، همچنین به عنوان اسید پلی لاکتیک یا پلی لاکتید شناخته می شود ، یک ترموپلاستیک است که از منابع تجدید پذیر مانند نشاسته ذرت ، ریشه تاپیوکا یا نیشکر ساخته می شود ، برخلاف سایر مواد صنعتی که عمدتا از مشتقات نفتی ساخته می شوند.
این ماده به دلیل ریشه های اکولوژیکی بیشتر در صنعت چاپ سه بعدی محبوب شده است ، حتی در کاربردهای پزشکی و محصولات غذایی مورد استفاده قرار می گیرد.فیلامنت پرینتر سه بعدی
در بین تمام مواد چاپ سه بعدی ، PLA بخشی از محبوب ترین مواد مورد استفاده برای تولید مواد افزودنی است.

فیلامنت ABS در پرینتر سه بعدی احتمالاً محبوب ترین ترمو پلاستیک برای قالب گیری تزریقی است ، بنابراین همه جا آن را پیدا می کنید! سیستم های لوله کشی ، آلات موسیقی ، لوازم خانگی ، درپوش های صفحه کلید ، لگو ، کانوها و حتی تلویزیون های LCD و LED و حتی مانیتورهای رایانه.پنج فیلامنت پرینتر سه بعدی
این ماده عمدتا به دلیل مقاومت در برابر ضربه در دمای پایین و ایجاد قطعات سبک شناخته شده است، پلاستیک ABS در بازار چاپ سه بعدی FDM نیز بسیار محبوب است .
اکریلونیتریل بوتادین استایرن که به اختصار (ABS) گفته می شود به وضوح یکی از پلاستیک های با مورد استفاده بسیار زیاد است. این اولین بار در دهه 1940 در دسترس بود و در ابتدا به عنوان جایگزینی برای Bakelite به بازار عرضه شد. اما تنها در دهه 1950 بود که به پلاستیک محبوب در سراسر جهان تبدیل شد.
ABS بر خلاف PLA که از مواد زیست تخریب پذیر ساخته شده اما ABS از پلیمر های نفتی و پایه و اساس تشکیل دهنده آن از مواد نفتی می باشد .
امروزه در بسیاری از صنایع بسیار ارزشمند است ، زیرا پردازش آن آسان است و به راحتی ماشینکاری می شود. تکنیک های رایج ماشینکاری شامل تراشکاری ، اره ، فرز ، برش قالب و برش می باشد. بدون رنگ ، رنگ مایل به زرد دارد (شیری رنگ) و معمولاً به دو مدل رایج ورق ای (sheet) و لوله ای در بازار عرضه میشود. فیلامنت ABS در پرینتر سه بعدی

ABS VS PLA
دقت قطعات تولید شده
بخار های تصاعد شده در هنگام پرینت
به طور کلی تحمل و دقت اجزای پرینت شده FDM تا حد زیادی به کالیبراسیون پرینتر سه بعدی و پیچیدگی مدل بستگی دارد. با این حال ، می توان از ABS و PLA برای ایجاد قطعات دقیق ابعادی ، چاپ جزئیات تا 0.8 میلی متر و حداقل ویژگی ها تا 1.2 میلی متر استفاده کرد. برای اتصال قطعات ، تلرانس 0.5 میلی متر در نظر گرفته شود و استفاده از حداقل ضخامت دیواره 1-2 میلی متر ، مقاومت کافی در دیواره ها را تضمین می کند.
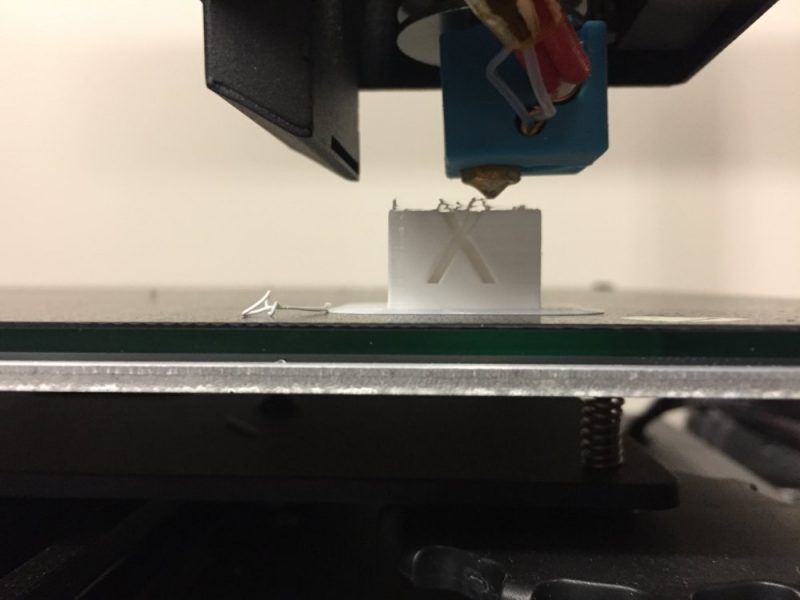
به دلیل دمای پایین چاپ ، PLA در صورت خنک شدن مناسب ، تاب پیدا نمی کند (پرینت آن را آسان تر می کند) و می تواند گوشه ها و ویژگی های واضح تری را در مقایسه با ABS چاپ کند.پنج فیلامنت پرینتر سه بعدی
تفاوت فیلامنت PLA و ABS
بخار های تصاعد شده در هنگام پرینت
تقریباً همه فیلامنت ها هنگام چاپ بو و بخار ایجاد می کنند ، اما در برخی از آنها بیشتر از بقیه آشکار هستند. هنگامی که یک ترموپلاستیک گرم می شود ، بخارها آزاد می شوند و این بخارات معمولاً از نوع سالم نیستند ، زیرا ممکن است ذرات مضر داشته باشند.
PLA در واقع به دلیل بوی بد شناخته نشده است و این ماده گیاهی است ، بنابراین بخارهایی که وجود دارد خیلی نگران کننده نیستند. از طرف دیگر ، ABS به طور قابل توجهی سمی تر از PLA است و بوی وحشتناکی می دهد. هنگام استفاده از محفظه ، با بالا بردن درب محفظه ، بخارات به یکباره آزاد می شوند و این بو را گاهی غیر قابل تحمل می کند. بنابراین توصیه می شود مراقب محفظه خود باشید و از تهویه مناسب در هر اتاقی که پرینت سه بعدی می کنید اطمینان حاصل کنید. فیلترها به ویژه می توانند در این مورد کمک کنند.
مقاومت
انعطاف پذیری در ABS و PLA
با مقاومت کششی مشابه ، ABS و PLA هر دو برای بسیاری از کاربردهای نمونه سازی مناسب هستند. ABS اغلب به دلیل بهبود شکل پذیری نسبت به PLA ترجیح داده می شود. با استحکام خمشی بالاتر و کشیدگی بهتر قبل از شکستن ، می توان از ABS در پرینت های سه بعدی برای کاربردهای نهایی استفاده کرد در حالی که PLA برای نمونه سازی سریع محبوب است ، زیرا فرم بسیار مهمتر از عملکرد است.
PLA و ABS فیلامنت های انعطاف پذیر مانند TPU نیستند ، اما انعطاف پذیری هنوز عامل مهمی است زیرا تعیین می کند قطعات شکننده هستند یا دوام بیشتری دارند. “انعطاف پذیری” معمولاً به مقاومت خمشی اشاره دارد ، با مقادیر بالاتر که نشان دهنده مواد شکننده کمتر است ، اما همچنین می تواند کشیدگی را در نقطه شکست توصیف کند.
تفاوت فیلامنت PLA و ABS
مقاومت در برابر حرارت
زیست تخریب پذیری و قابل بازیافت بودن
برای کاربرد با دمای بالا ، ABS (دمای هیت بد در حدود 100 درجه سانتیگراد) مناسب تر از PLA (دمای هیت بد در حدود 60 درجه سانتیگراد) است. PLA می تواند به سرعت یکپارچگی ساختاری خود را از دست بدهد و به ویژه در صورت کمبود بار ، با نزدیک شدن به 60 درجه سانتیگراد ، شروع به افتادگی و تغییر شکل می کند.پنج فیلامنت پرینتر سه بعدی
PLA در شرایط عمومی جوی پایدار است و ظرف 50 روز در کمپوست های صنعتی و 48 ماه در آب تجزیه می شود (البته تحت شرایط خاص و فراهم بودن آنها). ABS قابل تجزیه نیست ، با این وجود قابل بازیافت است. PLA به طور منظم برای تولید اقلام مرتبط با غذا استفاده می شود ، با این وجود تأیید توسط سازنده فیلامنت برای ایمن بودن آن انجام می شود.
تفاوت فیلامنت PLA و ABS
ویژگی ها | ABS | PLA |
مقاومت کششی | 27 MPa | 37 MPa |
کشیدگی | 3.5% – 50% | 6% |
مدول خمشی | 2.1 – 7.6 GPa | 4 GPa |
قابل بازیافت بودن | نه | بله ، تحت شرایط خاص |
دمای هیت بد Heat bed | 100 | 60 |
موارد استفاده | برای قطعات صنعتی ، لگو ، لوازم خانگی | نمونه سازی و مدل سازی |
نقطه ذوب | N/A | ℃173 |
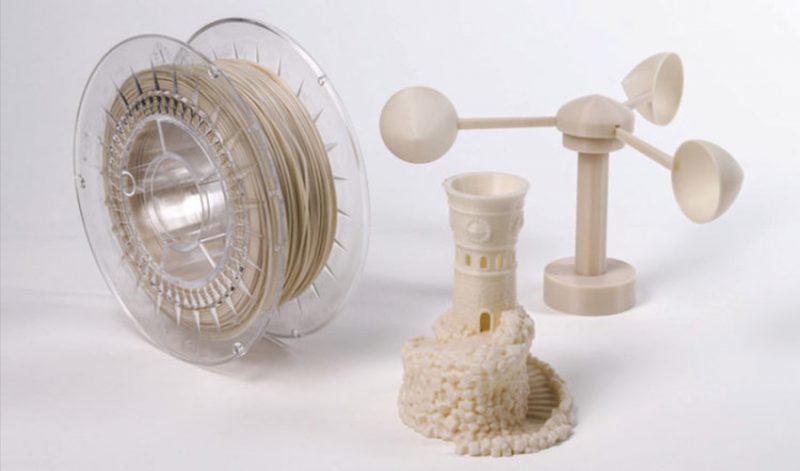
پرینت با فیلامنت PETG پلی آستر
فیلامنت PETG مخفف پلی اتیلن ترفتالات (با اصلاح گلیکول) است که یکی از رایج ترین پلیمرهای امروزی است.
این ماده برای ساخت بطری آب ، بسته بندی مواد غذایی و تعداد بیشماری از موارد معمول پلاستیکی استفاده می شود. این ماده در فرآیندهای شکل دهی حرارتی بسیار مورد استفاده قرار می گیرد و می تواند با الیاف شیشه ترکیب شده و رزینی ایجاد کند که در دنیای مهندسی مورد استفاده قرار می گیرد.
بیشتر غذاها و نوشیدنی ها با استفاده از PET نیز تحویل و بسته بندی می شوند. به طور خلاصه ، در بسیاری از محصولات مصرفی استفاده می شود ، به طوری که لیست همه آنها بسیار زیاد است.
پلاستیک PETG به عنوان فیلامنت پرینت سه بعدی ، ارزش خود را به عنوان یک ماده با دوام و استفاده آسان اثبات کرده است. به عبارت دیگر ،
این ماده کاربردی ترین ویژگی های رشته ABS (سختی و خواص مکانیکی قطعات عملکردی) را با سهولت چاپی که رشته PLA ارائه می دهد ، ترکیب می کند.
فیلامنت PETG ماده ای است برای پرینت سه بعدی با خواص بسیار سخت . این فیلامنت در استحکام فوق العاده بالا است و می تواند به چاپ های بسیار محکم و قوی دست یابد. جمع شدگی یا اصطلاحا شیرینکیج بسیار کمی دارد و این امر برای سطوح بزرگتر مسطح مناسب است. PETG یک جایگزین مناسب برای ABS و PLA است ، استحکام بالاتر ، جمع شدگی کمتر و سطحی صاف تر.
PETG رایج ترین شکل PET است که برای فیلامنت های پرینت سه بعدی استفاده می شود.
G مخفف اصلاح شده با گلیکول است و این باعث می شود رزین حاصل شفاف تر و شکننده تر از PET خام باشد. PET خام معمولاً برای چاپ سه بعدی استفاده نمی شود. PETE ، PETP ، PETT و PET-P نسخه های اصلاح شده PET هستند (کوپلیستر نامیده می شوند) ، اما تا کنون متداول ترین ماده مورد استفاده در پرینت سه بعدی PETG است.پنج فیلامنت پرینتر سه بعدی
5 نکته درباره نحوه پرینت مناسب PETG
وقتی نوبت به پرینت با فیلامنت PETG می رسد ، شناخت نقاط قوت و ضعف مهم است ، اما همچنین باید بدانید که چگونه می توانید از این فیلامنت بیشترین بهره را ببرید. مهم است که هنگام تصمیم گیری برای شروع پرینت سه بعدی با PETG ، موارد احتمالی را در نظر بگیرید ، بنابراین می دانید چه انتظاری دارید. برای کمک به شما در زمینه چاپ سه بعدی رشته PETG ، ما 5 نکته در مورد استفاده از رشته PETG را به شما ارائه می دهیم:
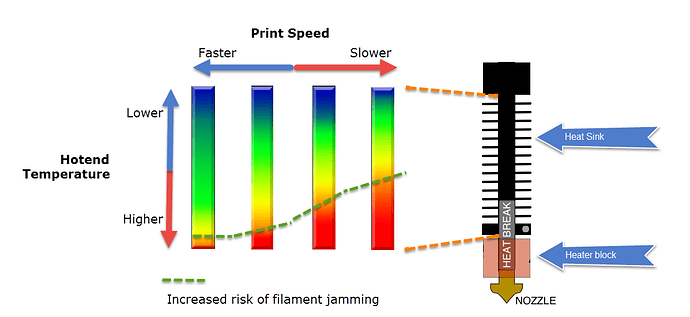
- درجه حرارت مناسب
PETG دارای نقطه ذوب بالاتری نسبت به PLA است و بنابراین ، توصیه می شود دمای اکسترودر در جایی بین 210 تا 250 درجه سانتیگراد تنظیم شود. اطمینان از اینکه دمای صفحه ساخت بین 80 تا 100 درجه سانتیگراد تنظیم شده باشد بسیار مهم است.
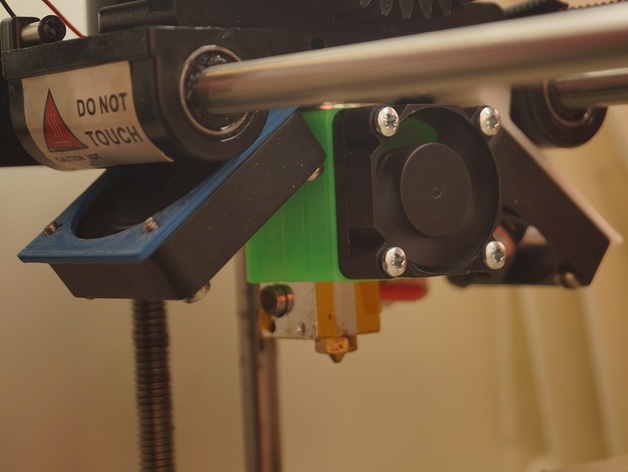
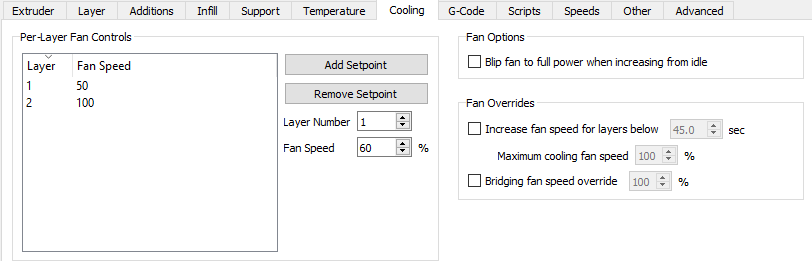
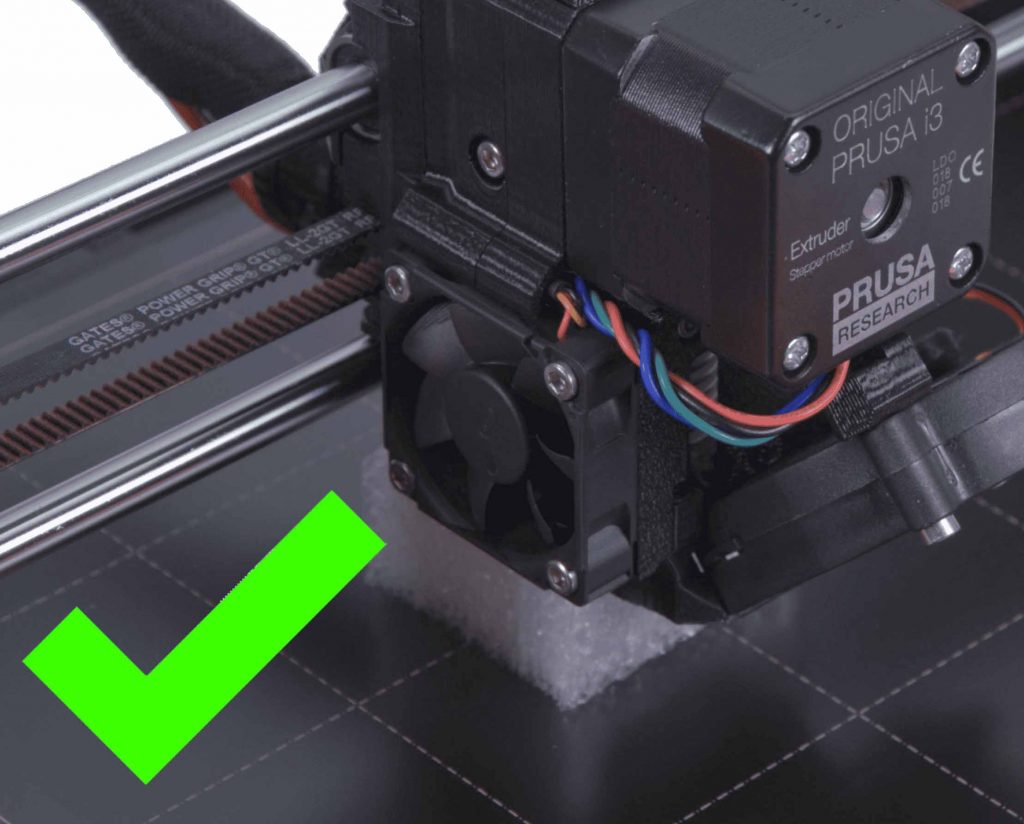
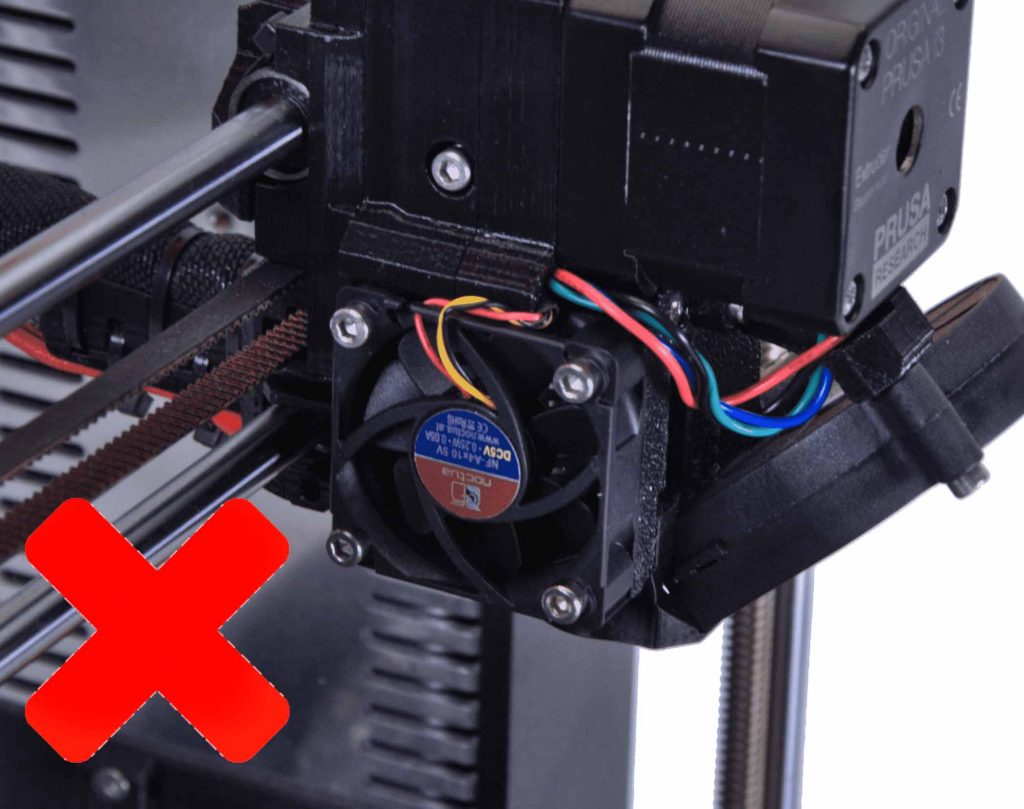
- استفاده از فن
هنگام چاپ با PETG ، باید از فن خنک کننده استفاده کنید. این به این دلیل است که فن در انتهای گرم (نازل) رشته را خنک می کند و به جمع شدن کمک می کند. خنک سازی سریع باعث می شود که چاپ شما جزئیات داشته باشد ، بدون هیچ رشته یا لکه ای. ما توصیه می کنیم برای PETG لایه اول یا دو لایه بدون فن روشن (با دمای بالاتر به چسبندگی لایه فوق العاده قوی کمک می کند) و فن کامل آن را پرینت کنید.
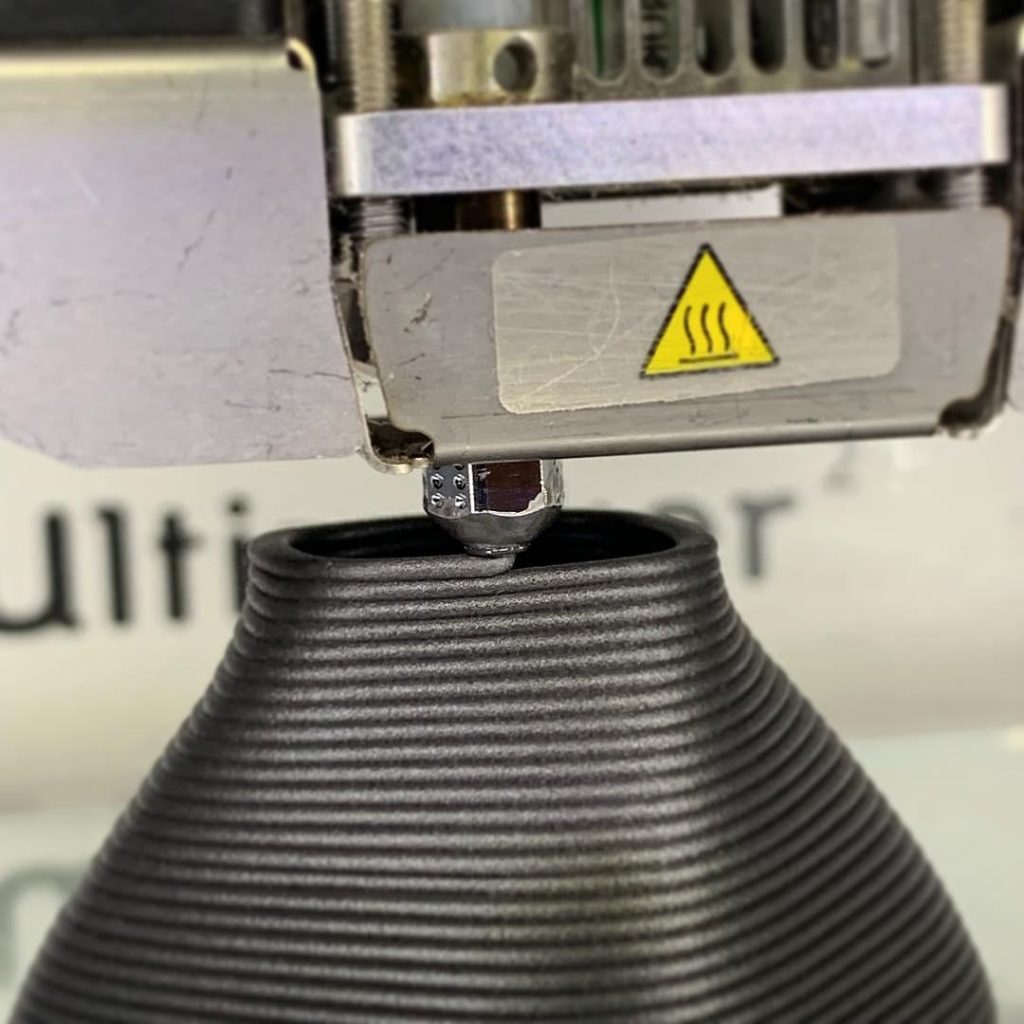
- کیفیت خوب لایه اول
درست پرینت گرفتن اولین لایه برای یک نتیجه نهایی موفق ضروری است. بدون آن احتمالاً نیاز به چاپ مجدد قطعه خواهید داشت ، بنابراین این نکات را در نظر داشته باشید. اطمینان حاصل کنید که هیت بد (Heat Bed) پرینتر به درستی کالیبره شده باشد. ترجیحاً با استفاده از کالیبراسیون خودکار ، به حداقل رساندن خطر یک اشتباه انسانی است. بهترین سطح برای چاپ پلاستیک PETG صفحه ساخت PEI است. در پایان پایین قطعه صاف و مانند شیشه است. پس از اتمام فرآیند خنک سازی ، می توان قطعه پرینت شده سه بعدی را با کمترین تلاش از سطح چاپ برداشته و در نتیجه سطح زیرین تمیز و صاف باشد.پنج فیلامنت پرینتر سه بعدی
فیلامنت انعطاف پذیر TPU
پلی اورتان ترموپلاستیک (TPU) نوعی الاستومر است که با انعطاف پذیری و دوام بالای آن در پردازش مشخص می شود و ویژگی های هر دو پلاستیک و لاستیک را ترکیب می کند. در ترکیب شیمیایی آن متوجه می شویم که سازگاری آن به دلیل وجود توالی های متناوب بخشهای سخت و نرم است ، یعنی با تغییر نسبت این بخشها ، سختی و انعطاف پذیری مواد نیز تغییر می کند. این امر روی شفافیت قطعات نهایی ، نرمی لمس یا چسبندگی قطعات تأثیر می گذارد. به طور کلی می توان گفت که TPU یک پلیمر بسیار متنوع است که مجموعه ای بسیار جالب از ویژگی ها را برای قطعات ارائه می دهد. علاوه بر این ، این فرصتی برای چاپ سه بعدی مدلهای انعطاف پذیر است.
TPU با نازل گرم تر از PLA پرینت می کند ، معمولاً در حدود 220-230 درجه سانتی گراد ، در حالی که بسیاری از کاربران PLA را در دمای یا حدود 200 درجه سانتی گراد چاپ می کنند. احتمالاً متوجه خواهید شد که باید دمای تخت گرم خود را افزایش دهید و ممکن است برای چسبندگی به تخت از نوار یا اسپری مو استفاده کنید ، حتی اگر PLA شما بدون کمک به تخت شما بچسبد.
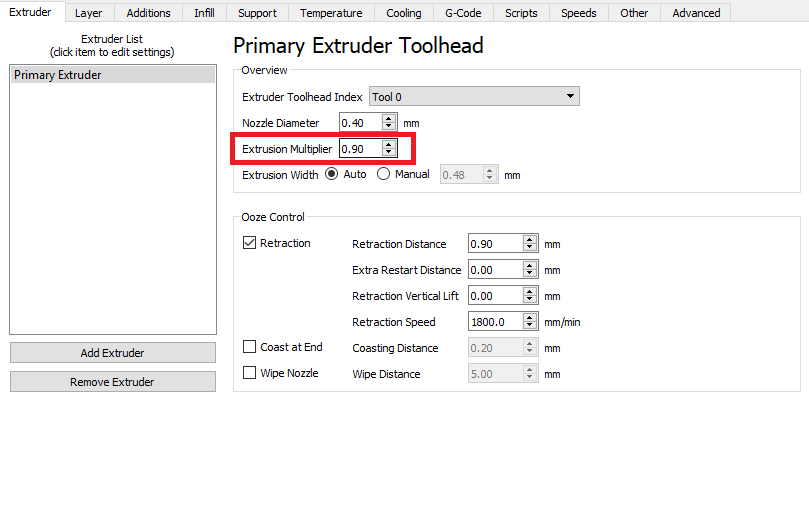
علاوه بر این ، سرعت خود را به 40 میلی متر بر ثانیه کاهش دهید. اگر دستگاه اکسترودر شما گرفتگی ایجاد می کند یا به شما چاپ های کثیف و تار می دهد ، ممکن است لازم باشد عقب نشینی خود را در حد صفر تنظیم کنید. شما همچنین باید فاصله نازل را از تخت تنظیم کنید ، زیرا TPU به اندازه PLA به “فشردن” نیاز ندارد.پنج فیلامنت پرینتر سه بعدی
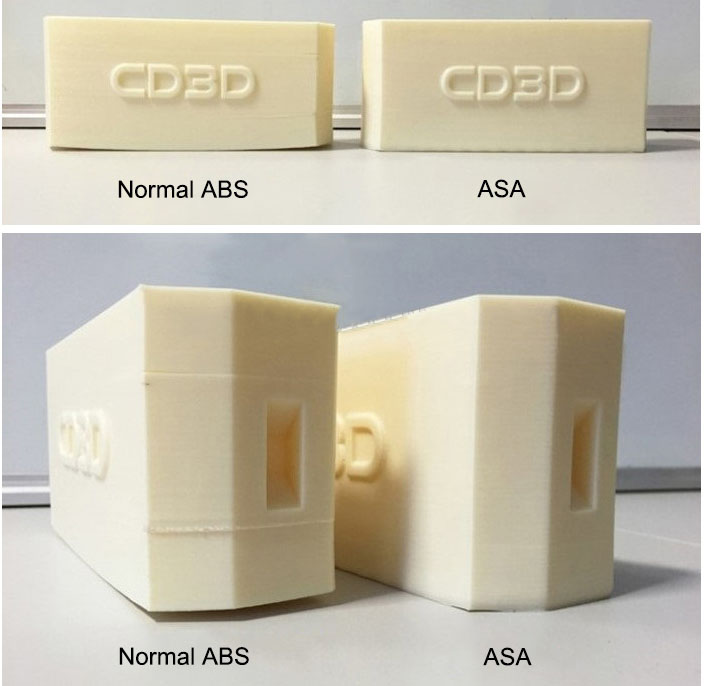
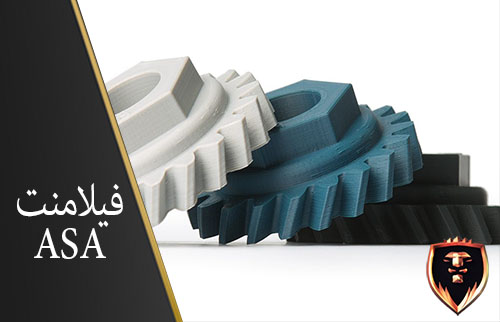
فیلامنت ASA
آکریلونیتریل استایرن اکریلات (Acrylonitrile styrene acrylate)که به اختصار (ASA) شناخته می شود ،یک ترموپلاستیک است که می توانید به صورت سه بعدی چاپ کنید و دارای خواص بسیاری است که آن را برای اهداف مهندسی و فضای باز مناسب می کند. ASA اساساً هم خانواده و بهبود یافته اکریلونیتریل بوتادین استایرن (ABS) است که بیشتر شناخته شده و مورد استفاده قرار می گیرد . ASA بدون برخی از اشکالات بسیاری از مزایای ABS دارد.فیلامنت ASA چیست
ترموپلاستیک ASA دارای تعدادی ویژگی است که آن را از پلاستیک های پیشرو یعنی PLA و ABS متمایز می کند. برای شروع ، ABS بسیار مستعد اثر تاب(Warping) است ، یعنی هنگام پرینت قطعاتی که سطح زیادی را اشغال می کنند ، گوشه ها بلند می شوند. علاوه بر این ، تمایل به تغییر رنگ در تماس با شرایط محیطی سخت تر دارد. این دو عیب در مورد پلاستیک ASA رخ نمی دهد. در برابر اشعه ماورا بنفش بسیار مقاوم تر است. چاپ این فیلامنت از دو مورد معمولاً مورد استفاده در انجمن آسان تر است. این خصوصیات باعث می شود که ASA در صنایعی مانند خودروسازی مورد استفاده قرار گیرد.فیلامنت ASپنج فیلامنت پرینتر سه بعدیA چیست
نکات پیش رو شما را هنگام بروز مشکلات رایج هنگام پرینت با ASA کمک می کند:
- اطمینان حاصل کنید که سطح هیت بد (Heat bed) مناسبی دارید
- از چسب بستر مانند چسب ABS (ABS Juice)، نوار کاپتون ، چسب یا اسپری مو استفاده کنید
- از محفظه استفاده کنید
- درجه حرارت را تنظیم کنید تا از گرم شدن بیش از حد جلوگیری شود
- فن خنک کننده را روی سرعت پایین تنظیم کنید (5-10٪ بعد از لایه اول)
- اطمینان حاصل کنید که تخت خواب یکنواخت است
- هنگام تعویض مواد ، نازل را تغییر دهید. فیلامنت ASA چیست
- دمای نازل برای پرینت ASA در حدود °C 220-245
- دمای هیت بد در حدود 90-110 °C
- برای پرینت این فیلامنت نیازی به روشن بودن فن نیست