آویزان شدن فیلامنت overhang
مشکلات چاپ سه بعدی
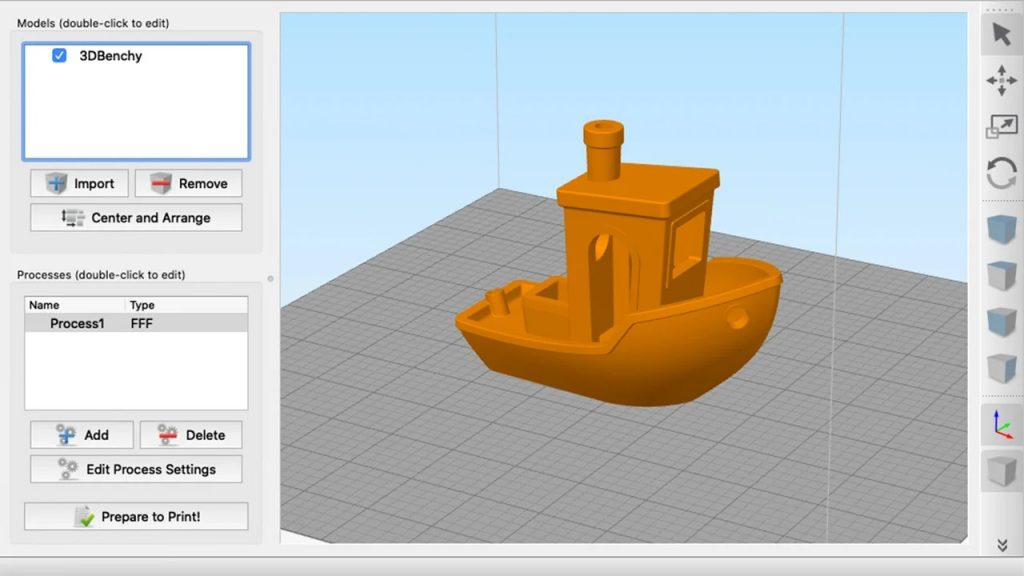
هر فردی یا هر مرکز خدمات پرینت سه بعدی، بدون شک تا به حال با مشکلات چاپ سه بعدی مواجه شده، مشکلات پرینت سه بعدی FDM میتواند از زمان طراحی تا زمان پرداخت سطح قطعه چاپ شده نهایی پیش بیاید.
مشکلات چاپ سه بعدی به پنج دسته اصلی تقسیم میشود. آویزان شدن فیلامنت
- الکتریکی (منبع تغذیه،کابل ها، سیم ترمیستور و…. )
- مکانیکی (بلبرینگ،شفت، نازل،اکسترود و……)
- برنامه نویسی (عدم کارکرد درست قطعات استپر موتور ها….)
- طراحی اولیه (عدم دقت به مراحل چاپ ،ساپورت گذاری، جای سوراخ و….)
- مشکلات چاپ سه بعدی (اکسترود نشدن فیلامنت، نازل گرفتگی و…..)

مشکل پرینت سه بعدی آویزان شدن فیلامنت overhang
هر اپراتور پرینتر سه بعدی حداقل یکبار با آویزان شدن بعضی از قسمت های پرینت مواجه شده است. دلیل این موضوع در چاپ سه بعدی به هر بخشی از چاپ اطلاق می شود که به بیرون و فراتر از لایه قبلی و بدون هیچ گونه support مستقیم گسترش یابد. آویزان شدن فیلامنت
در این مقاله می خواهیم به این موضوع بپردازیم که چگونه با نیروی جاذبه کنار بیایید و بتوانید قطعه پرینت شده با کیفیتی داشته باشید .
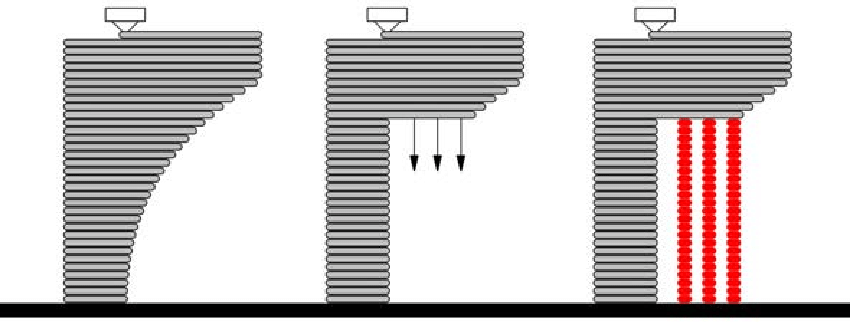
در فرآیند چاپ پرینتر سه بعدی FDM به دین سان می باشد که فیلامنت لایه به لایه روی هم قرار گیرد؛ بنابراین اگر در یک بخش از فایل مدل سه بعدی قسمتهایی آویزان باشند ،فیلامنت ذوب شده از اکسترودر خارج شده ولی هیچ لایه قبلی وجود ندارد تا بر روی آن سرد شود بنابراین رشته مذاب فیلامنت یا روی بستر چاپ ریخته میشود و یا به صورت رشته های درهمی در هوای خنک میگردد.
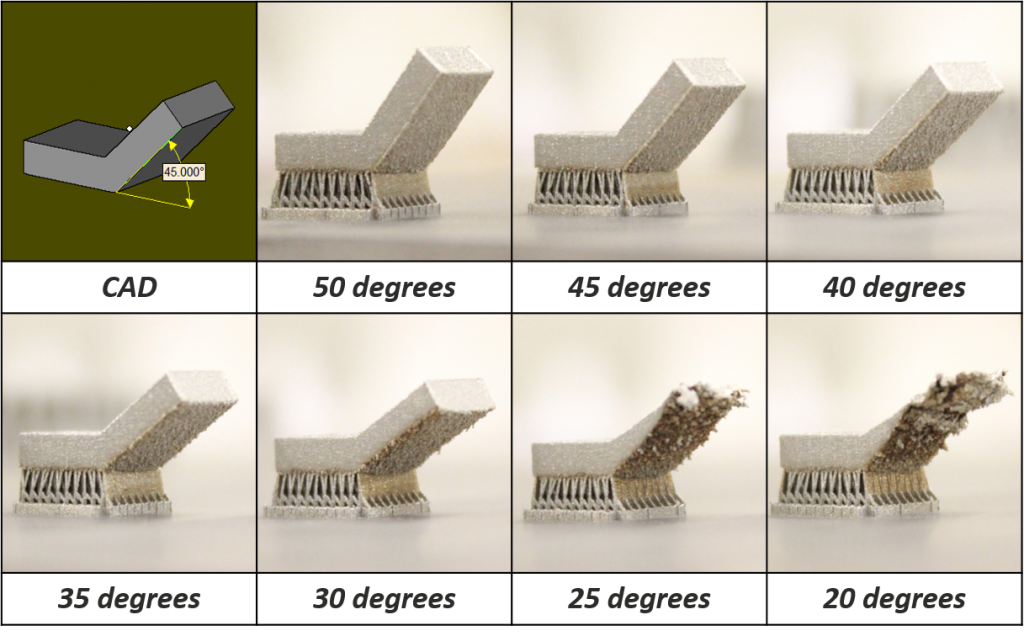
افتادگی یا آویزان شدن در زاویه بیشتر از 45 درجه بیشتر از 45 درجه
اکثر پرینترهای سه بعدی هیچ مشکلی برای پرینت با درجه 45 درجه و یا کمتر ندارند.
معمولاً می توان پرینت قطعه را از 45 درجه یا زاویه کمتر را بدون افت کیفیت چاپ کرد.
به این دلیل که هر لایه در یک برآمدگی 45 درجه 50٪ توسط لایه زیر پشتیبانی می شود.آویزان شدن فیلامنت
به عبارت دیگر ، هر لایه جدید ساپورت کافی برای سالم ماندن و امکان پرینت را دارد. هر لایه ای که از زاویه 45 درجه گذشته است به حالت افقی نزدیک می شود و چاپ آن دشوار می شود.
چنین برآمدگی هایی مستعد فر شدن ، افتادگی ، لایه لایه شدن یا فروپاشی هستند.
زاویه بالاتر از 45 درجه به این معنی است که هر لایه جدید لایه قبلی کمتری برای اتصال دارد.
پرینت با این شرایط پرینت را چاپ بی کیفیت همراه با رشته های رشته افتاده می توان دانست.
اتفاقی که می افتد این است که فایلی که می خواهید پرینت گیرید اگر داری زاویه ای با بیش از 45درجه باشد شما باید در زیر آن قسمت ساپورت قرار دهید تا به این مشکل بر نخورید،چراکه با به وجود آمدن این مشکل بدین معناست که قطعه پرینت شده شما بی کیفیت خواهد بود .
دمای چاپ را کاهش دهید
در صورت امکان ، در دماهای پایین تر از حد معمول قطعه خود را پرینت کنید. نقطه ای را پیدا کنید که بسیار ناچیز از نقطه ذوب فیلامنت شما باشد اما آنقدر گرم باشد که باعث گرفتگی نازل نشود. البته ، شما باید از نوع فیلامنتی استفاده کنید که چسبندگی لایه مورد نظر شما را به بهترین وجه انجام می دهد.
در حالی که می خواهید فیلامنت شما سریع خنک شود ، نمی خواهید در ظاهر قطعه یا در استحکام آن کمبودی ببینید. بنابراین ، به دنبال یک ماده چاپ عالی بروید که ویسکوزیته را حفظ کند و رشته ای ایجاد نکند. هنگام استفاده از فیلامنت های بی کیفیت ، برآمدگی های چاپ سه بعدی دردسر سازتر خواهند شد.
سرعت پرینت خود را کاهش دهید
سرعت پرینت پایین تر به این معنی است که مواد شما پس از خارج شدن از پرینتر سه بعدی ، زمان بیشتری برای اتصال به لایه زیرین قطعه ای که در حین پرینت است ، نیاز دارد.
همچنین تضمین می کند که فن خنک کننده شما زمان بیشتری را برای انتقال هوا به قسمت مشخصی از چاپ خود صرف می کند. هر دو اثر خنک سازی سریع را تسهیل می کند ،
که احتمال لایه لایه شدن ، افتادگی یا فرورفتگی را کاهش می دهد.
تنظیمات support در slicer خود را تغییر دهید
تنظیمات پرینتر یکی از مسئله هایی است که در آویزان شدن لایه های پرینت تاثیر گذار است و تنظیمات صحیح و درست می تواند بروز این مشکل را تا حدود بسیار زیادی کاهش دهد.
معمولا پرینترهای تا زاویه 55 درجه نیز نیازی به ساپورت ندارند، اگر با پرینتر خود زیاد کار کرده باشید، متوجه میشوید که حالت پیش فرض نرم افزار جهت ساپورت زنی ، بهینه ترین حالت ممکن را ارائع نمیدهد.
جهت مناسب را برای مدل پیدا کنید
جهت گیری مدل خود به روش های مختلف باعث تغییر زاویه برآمدگی نسبت به صفحه Bed چاپ می شود.
در بعضی موارد این امر می تواند تعداد برآمدگی بالای 45 درجه را به میزان قابل توجهی کاهش دهد.
همچنین می تواند مزیت اضافه شده ای در کاهش میزان پشتیبانی مورد نیاز داشته باشد. آویزان شدن فیلامنت
کاهش عرض لایه (Layer Width)
هنگامی که می خواهید یک قطعه که با احتمال بالای افتادگی را که مشکل دار است پرینت کنید ، می خواهید در هر زمان کمترین مقدار مواد ذوب کند و تنها با استفاده از کمترین ضخامت لایه می توانید به این هدف برسید. لایه ای با جرم کمتر سریعتر خنک می شود و به پشتیبانی از برآمدگی ها کمک می کند.
همچنین ممکن است بخواهید تنظیمات سطح خود را پیکربندی کنید تا بتواند از داخل به بیرون پرینت کند. این تکنیک با پیشرفت چاپ شما پشتیبانی بهتری از لایه های بالایی ارائه می دهد.
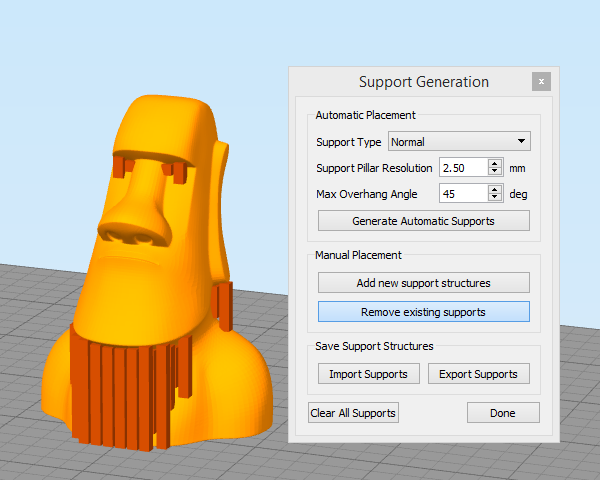
استفاده از ساپورت
اگر هیچ راه حل دیگری کار نمی کند ، همیشه می توانید به ساپورت ها مراجعه کنید.
ساپورت ها ساختارهای اضافی پرینت شده در زیر قسمت هایی از مدل ها هستند که پشتیبانی مستقیم یا کمی از بقیه مدل ندارند.
از آنجا که آنها بخشی از مدل واقعی نیستند ، پس از اتمام چاپ باید حذف شوند.
غالباً ساپورت از موارد ضروری است که هزینه های مواد ، زمان پرینت و کارهای پس از پردازش را افزایش می دهد.
از طرف مثبت ، آنها امکان ایجاد پیش آمدگی پرینت سه بعدی از هر زاویه را دارند.
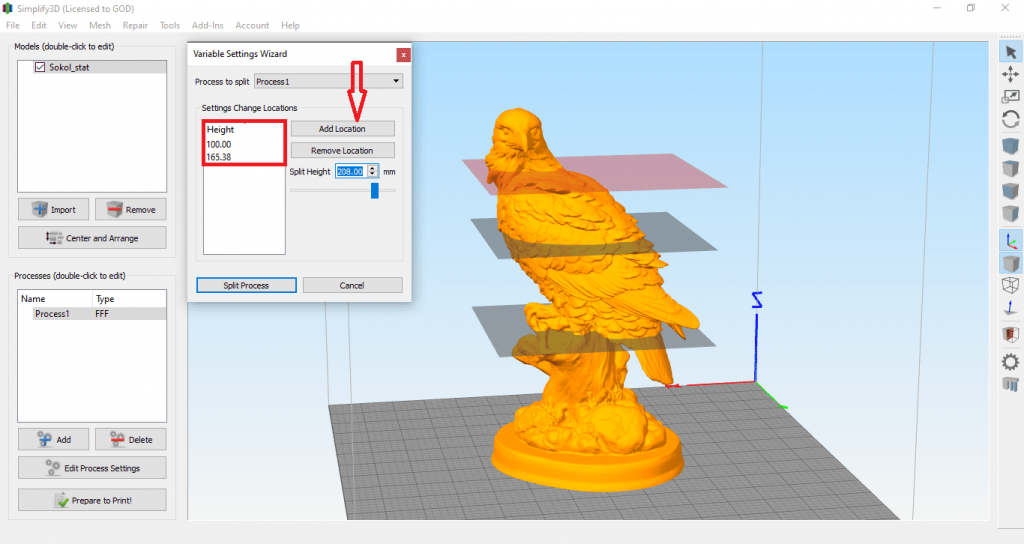
تقسیم کردن مدل به قسمت های کوچک تر
برخی اوقات با توجه به مدل شاید بهتر باشد که مدل کاملا به قسمتهای جداگانه قسمت شده و هر کدام جداگانه چاپ شوند.
با این کار شما از دردسر ساپورت گذاری پیچیده مدل در حالت یکبار چاپ خلاص میشوید.
البته تنها چالش پرینت سه بعدی در چند قسمت پیدا کردن شیوه مناسب برای اتصال قطعات به یکدیگر و ایجاد حالتی یکپارچه در آن است.
جریان هوا را کنترل کنید
احتمال کاهش افتادن فیلامنت که سریعتر خنک شده ، کمتر است.
بنابراین ، ممکن است بخواهید اطمینان حاصل کنید که فیلامنت شما در اسرع وقت به حالت جامد در می آید.
از فن خنک کننده استفاده کنید یا برای جابجایی هوای بیشتر، یک فن شعاعی با یک دمنده مناسب نصب کنید.آویزان شدن فیلامنت






















{kind=link}