تبدیل فرمت STL به STEP
فایل های STL فرمت استاندارد برای مدل های سه بعدی به خصوص برای پرینت سه بعدی هستند. در مورد معنای حروف اتفاق نظر وجود ندارد، اما برخی از نظریهها حول محور «زبان متن استاندارد» و «زبان مثلثسازی استاندارد» میچرخند. این نوع فایل یک مدل را با مش(MESH) مثلثی نشان می دهد، که به معنای ایجاد شبکه ای از اشکال مثلثی کوچک است.تبدیل فرمت STL به STEP
در مقابل، STEP که مخفف (standard for the exchange of product model data) است، یک فرمت فایل CAD است که معمولا برای مدل های سه بعدی استفاده می شود. همانطور که از نام آن پیداست، فایل های STEP از یک برنامه CAD به برنامه دیگر بدون هیچ گونه مرحله تبدیلی قابل انتقال هستند.
بعضی از مواقع نیاز داریم تا فایل های STL را به STEP تبدیل کنیم اما خیلی از کاربران نمی توانند به راحتی این مسئله رو حل کنند.
تفاوت اصلی بین این دو نوع فایل این است که ویرایش فایل های STEP به دلیل فرمت که به طور خاص برای اهداف ویرایش CAD طراحی شده است، معمولاً بسیار آسان تر است. به همین دلیل، ممکن است مواقعی وجود داشته باشد که تبدیل یک مدل سه بعدی ذخیره شده به عنوان STL به یک فایل STEP مفید باشد. در این مقاله نگاهی به دو برنامه می اندازیم که می توان از آنها برای تبدیل فرمت STL به STEP استفاده کرد.تبدیل فرمت STL به STEP

تبدیل فرمت STL به STEP
اگر فایلها را از منابع آنلاین دانلود میکنید، به عنوان مثال از یک سایت طراحی خاص مانند GrabCAD یا my mini factory باشند، رایجترین قالبی که در آن مییابید STL است. اگر میخواهید فوراً یک مدل را چاپ کنید یا آن را در برنامهای مانند 3D-Tools تغییر دهید، همه اینها خوب و مناسب است. با این حال، اگر نیاز به تغییر آن با استفاده از مدلسازی پارامتریک دارید، مانند تغییر مکانیک یک اسباببازی خودکار دانلود شده از Thingiverse، یک فایل STL بهینهترین راه برای تغییر آن نیست و ممکن است کاملاً غیرممکن باشد.تبدیل فرمت STL به STEP
اما چرا؟ پاسخ به ماهیت فایل ها برمی گردد. برای درک بیشتر، بیایید آن را با تصاویر دو بعدی مقایسه کنیم. فایلهای STL را میتوان با فایلهای شطرنجی (مانند JPG) مقایسه کرد که از پیکسلهایی با رنگها و موقعیتهای خاص برای تشکیل یک تصویر تشکیل شدهاند. تصاویر شطرنجی برای اهداف نمایش مناسب هستند، اما افزایش اندازه تصویر فقط پیکسلهای بزرگتری ایجاد میکند و باعث میشود که دانهدار به نظر برسد. از طرف دیگر، فایل های STEP بیشتر شبیه فایل های برداری مانند SVG هستند. فایل برداری مجموعهای از ویژگیهای ریاضی است که یک تصویر را میسازد، و اصلاح چنین فایلهایی بدون از دست دادن کیفیت و متناسب نگه داشتن همه چیز بسیار آسانتر است.
فایل های STEP مزیت مشابهی را ارائه می دهند. آنها نه تنها یک هندسه بیرونی را مانند فایل مش ذخیره می کنند، بلکه می توانند بین یک جسم جامد، یک جسم توخالی و یک جسم سطحی مانند یک صفحه تمایز قائل شوند. علاوه بر این، فایلهای STEP میتوانند اطلاعات مربوط به مواد یک شی (به عنوان مثال، فولاد)، محدودیتها (مثلاً موازی ماندن چهرهها)، ضخامت، ابعاد و غیره را ذخیره کنند. اگر یک توپ آلومینیومی جامد به قطر 5 میلی متر در SolidWorks به عنوان یک فایل STEP ایجاد کنید و آن را در اتوکد باز کنید، برنامه جدید هنوز همه آن اطلاعات را در مورد توپ می داند.تبدیل فرمت STL به STEP
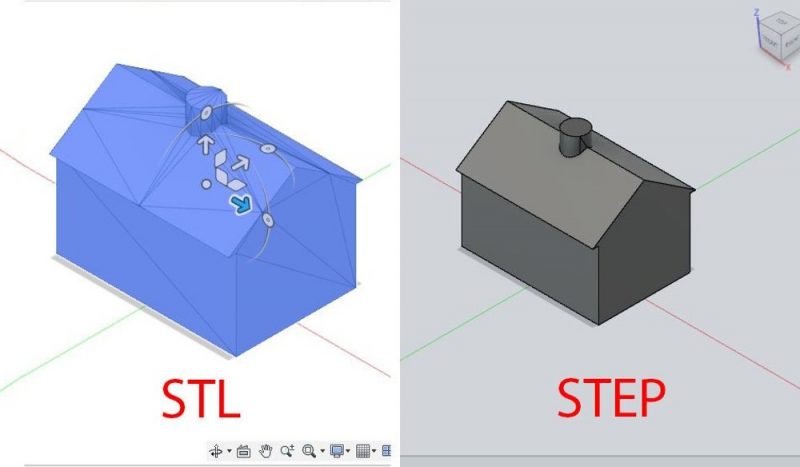
همچنین به همین دلیل است که تبدیل به فایلهای STEP به اندازه تبدیل، به عنوان مثال، از STL به OBJ، فرآیند سادهای نیست و چرا مبدلهای آنلاین آسانی وجود ندارد که بتوانیم این کار را توصیه کنیم. فایلهای STEP ماهیت متفاوتی با فایلهای STL دارند: اولی اشیایی جامد با پارامتر هستند در حالی که دومی اساساً مش هستند، بنابراین ابتدا باید تغییراتی در مش موجود ایجاد کنید تا آن را جامد کنید. این فرآیند در قسمت های بعدی توضیح داده خواهد شد و خوشبختانه با نرم افزار مناسب بسیار ساده است.تبدیل فرمت STL به STEP
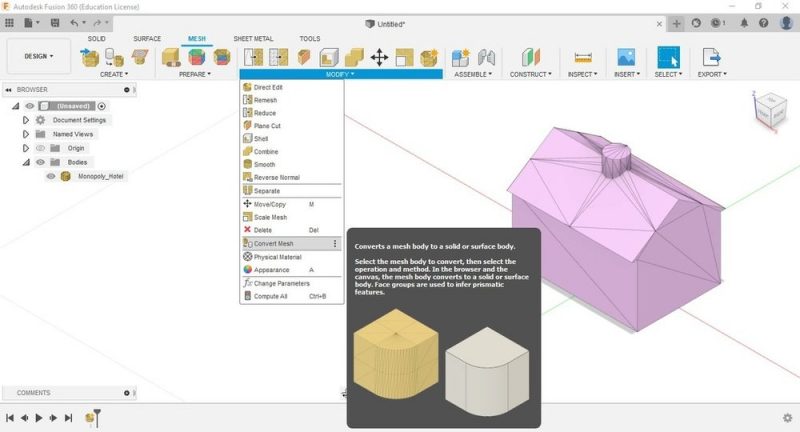
تبدیل فرمت STL به STEP با نرم افزار Fusion 360
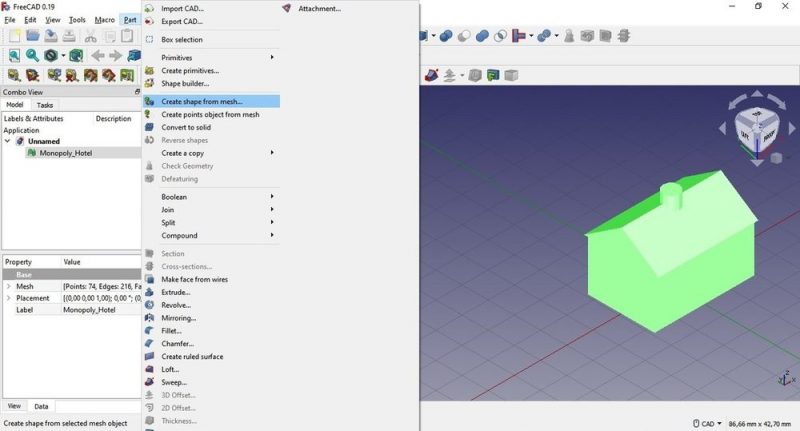
تبدیل فرمت STL به STEP با نرم افزار free CAD
یک روش ساده برای تبدیل فایلهای STL به فایلهای STEP استفاده از Autodesk’s Fusion 360 است. از آنجایی که فایل STL اساساً یک مش است، مهم است که توجه داشته باشید که Fusion 360 از سه روش مختلف کار با مش پشتیبانی میکند، اما قرار دادن یکی سادهترین روش است. . Fusion 360 در آخرین نسخه های خود شامل برخی از عملیات مش است که در جدول زمانی عملیات ثبت شده است.
برای پیروی از این روش اول، باید در Design Workspace، که فضای کاری پیش فرضی است که هنگام باز کردن Fusion 360 در آن هستید، باشید.تبدیل فرمت STL به STEP
یک جایگزین رایگان که با آن می توانید فایل های STL را به فایل های STEP تبدیل کنید FreeCAD است، یک برنامه CAD قابل دانلود.
FreeCAD در Workbenches، مشابه فضاهای کاری Fusion 360 سازماندهی شده است. میز کار بسته به عملیاتی که می خواهید انجام دهید، چیدمان های پیش فرض ابزارها هستند و Workbench انتخاب شده نیز گزینه های نوار منوی بالایی را تغییر می دهد. برای این فرآیند، میز کار Part مورد استفاده قرار می گیرد، زیرا ما باید منوی “Part” ظاهر شود.