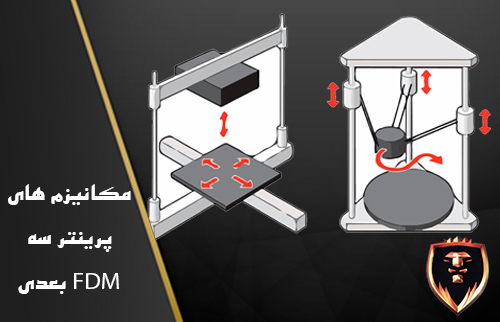
انواع مکانیزم های پرینتر سه بعدی fdm
مکانیزم های پرینتر سه بعدی FDM به 4 دسته تقسیم بندی میشوند.
مکانیزم های پرینتر سه بعدی
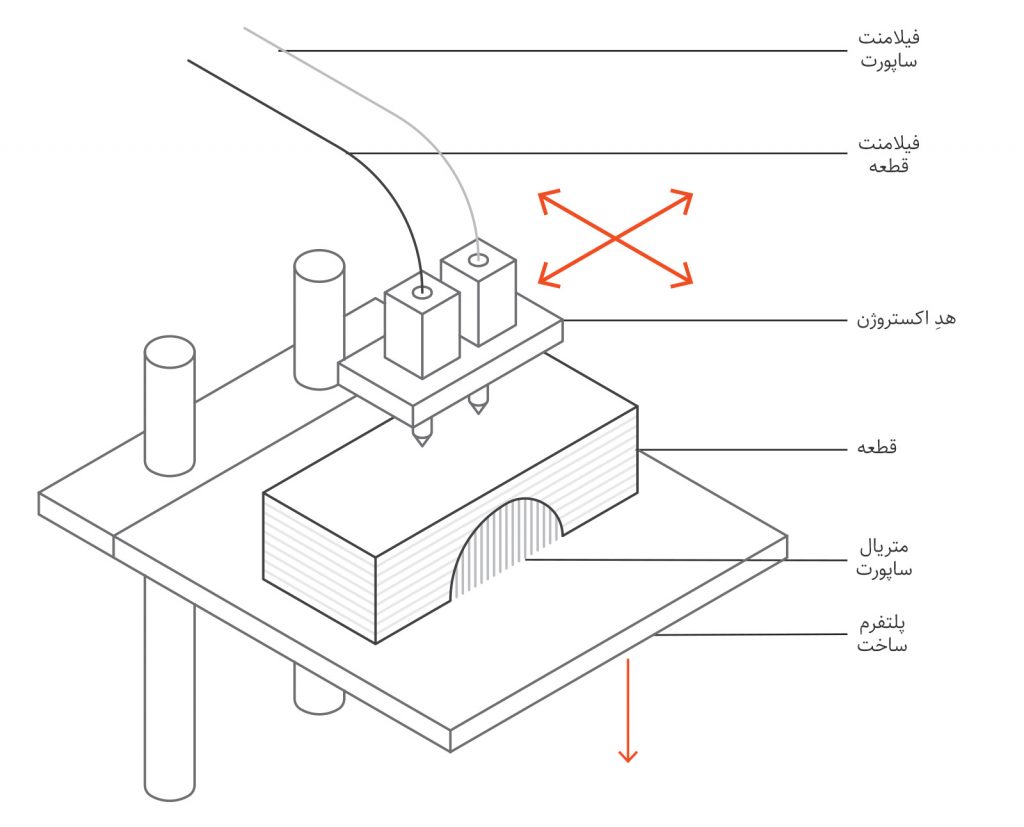
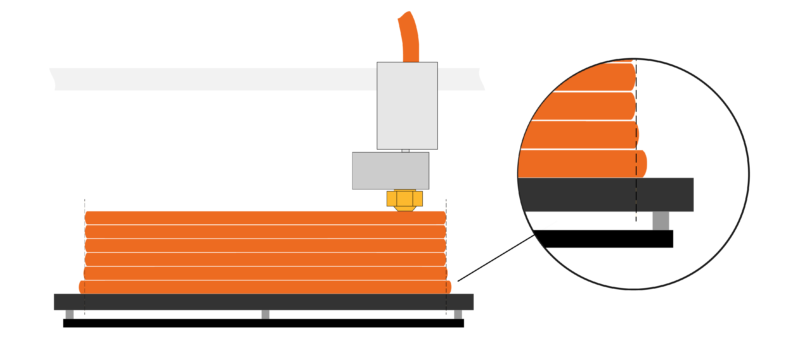
FDM محبوب ترین روشی پرینت سه بعدی است که در سال ۱۹۹۲ توسط اسکات کرامپ اختراع شد و از آن زمان تا کنون برای تولید نمونه های اولیه با استفاده از چاپ سه بعدی استفاده می شود. سیر و تحول این روش به گونه ای بود که خیلی سریع به ارزان ترین و سریع ترین روش برای تولید کالاهای سفارشی تبدیل شد.مکانیزم های پرینتر سه بعدی
- فرآیندپرینت سه بعدی FDM تمیز، ساده و بدون دردسر و ارزان است.
- به کمک این روش میتوان نمونههایی مشابه با قطعات اصلی تولید کرد. نمونه سازی سریع rapid prototyping
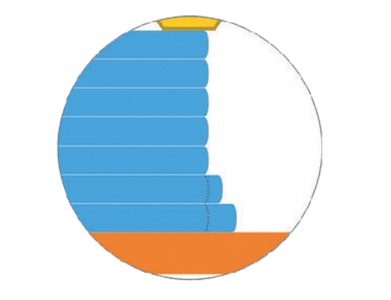
- در این فرآیند حداقل اتلاف مواد وجود دارد. چراکه قطعات توسط اکستروژن مواد نیمهمذاب ساخته میشوند، بنابراین فقط به میزان مورد نیاز برای ساخت مدل و ساپورت از ماده اولیه مصرف میشود و دور ریز مواد حداقل است.
- ساپورتها به راحتی از محصول جدا میشوند و نیاز به عملیات پرداخت خاصی وجود ندارد.
- فیلامنت در پرینتر سه بعدی FDM به راحتی قابل تعویض و اگر حین کار تموم شود، به راحتی میتوان فیلامنت جدید رو بارگزاری کرد، و فرایند پرینت رو ادامه داد
معرفی 4 مکانیزم پرینتر سه بعدی FDM Delta Cartesian Scara Polar
DELTA
polar
SCARA
Cartesian+CORE XY
مدل دلتا :
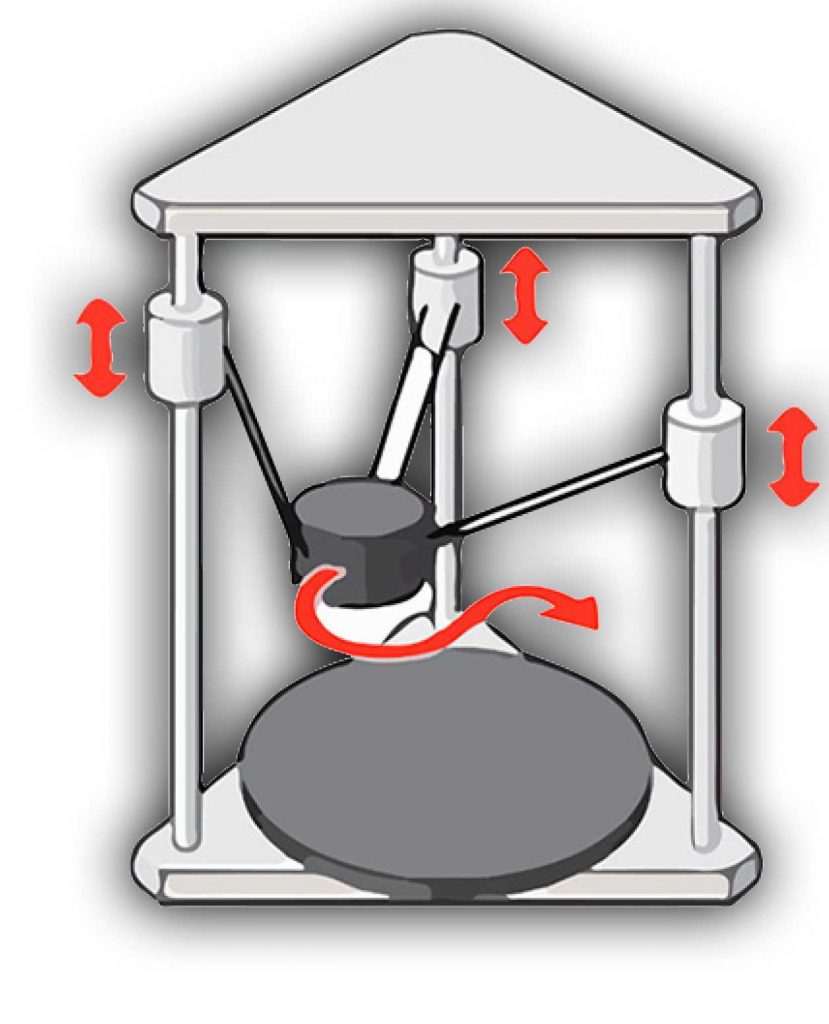
تعجبی ندارد که زمانی برای اولین بار پرینتر سه بعدی دلتا رو ببینید، به این فکر فرو بروید که چجوری ممکن 3 بازو آویزان میتوانند در سه راستا حرکت کنند ؟ و همزمان نیز بالا بیایند.مکانیزم های پرینتر سه بعدی
پرینتر سه بعدی دلتا بر اساس هیت بد (صفحه ساخت) ثابت ساخته شده است.
و بازوهای مکانیکی پرینتر سه بعدی دلتا حرکت میکنند.همانند پرینتر های مرسوم کارتزین از اجزای اصلی ای مثل اکسترودر، استپر موتور، هیت ساخته شده است، ولی محل قرارگیری آن ها ممکن است متفاوت با پرینتر های سه بعدی دلتا باشد.
در سیستم حرکتی دلتا از مکانیزم حرکتی خاصی استفاده می شود که همین موضوع باعث می شود به این سیستم حرکتی ربات دلتا نیز گفته شود.
در این سیستم حرکتی، هات اند و یا اکسترودر به 3 سری از بازوهایی وصل است که با استفاده از موتورهایی در مسیر حرکت خطی عمودی جابجا می شوند.
در این پرینتر از سیستم حرکتی بازوهای 120 درجه ای استفاده شده که باعث کاهش ارتعاش های دستگاه حین پروسه پرینت سه بعدی می شود، به این صورت که برای حرکت در راستاهای x, y ,z هر سه موتور باهم و به طور همزمان کار می کنند. به عنوان مثال برای حرکت در راستای مثبت محور x یک از موتور ها به سمت بالا حرکت کرده و دو موتور دیگر به سمت پایین حرکت می کنند.
پرینترهای سه بعدی با سیستم حرکتی دلتا معمولاً جهت پرینت سه بعدی مدلهای بلند مناسب هستند و به همین دلیل محدودیت در اندازه سطح پرینت دارند. علاوه بر آن، پروسه کالیبراسیون و ایراد یابی این نوع پرینترهای سه بعدی با توجه به پیچیده بودن سیستم حرکتی آنها کمی سخت و زمان بر است.
به بیان ساده تر، در سیستم حرکتی دلتا بر خلاف سایر سیستمهای حرکتی از سه عدد موتور جهت ایجاد حرکت در هر راستایی استفاده می شود و تمامی موتورها در جای خود ثابت بوده و در نتیجه فشاری به سیستمهای حرکتی وارد نمی کنند. مکانیزم های پرینتر سه بعدی
پرینترهای سه بعدی با سیستم حرکتی دلتا، دارای صفحه ساختهای دایره ای شکل هستند و می توان گفت که این نوع پرینترهای سه بعدی دارای عملکرد بسیار بالایی در پرینت قطعات دایره ای شکل و یا منحنی وار هستند.
مانند پرینترهای سه بعدی کارتزین از بسیاری از فیلامنت ها نیز پشتیبانی میکند. همچون PLA ABS ASA PETG Fiber Carbon …..
به دلیل اینکه استپر موتورها در کنار دستگاه واقع شده، و قسمت اکسترودر بسیار سبک میشود، پس توقع سرعت و دقت بالا رو میتوان از پرینترهای سه بعدی دلتا نیز داشت.
هیت بد این دستگاها به صورت یک دایروی میباشد، معمولا از سایزهای کوچکی برخوردار هستند. در این دستگاه Print Head از نوع Bowden است.
یکی از مهمترین و جالبترین دلیلی که مردم این پرینترهارو میخرن، به خاطر ظاهر خاص و متفاوت آن است.
البته موردی که قابل ذکر به شمار میرود این است که، جامعه یا افرادی که پرینتر سه بعدی دلتا استفاده میکنند محدود است، پس ممکن است به راحتی نتوانید راه حل ، مشکلات یا تنظیمات پرینتر دلتارو همانند کارتزین پیدا کنید.
خوشبختانه در ایران نیز اجزای اصلی و سازنده این نوع پرینترها پیدا میشود، و مشکلی در تامین جنس ها این نوع پرینتر سه بعدی دلتا وجود ندارد.
برای G-CODE گیری از انواع نرم افزارهای اسلایسر نیز استفاده کرد.مثلا در simplify3d
Tools/option/machine نوع پرینتر را دلتا انتخاب کنید، و در تنظیمات process مقدار سرعت را روی 7000 الی 10000 بزارید. تا تفاوت زمان تمام شده را به خوبی مشاهده کنید، و از لذت پرینت سریع بهره مند شوید.مکانیزم های پرینتر سه بعدی
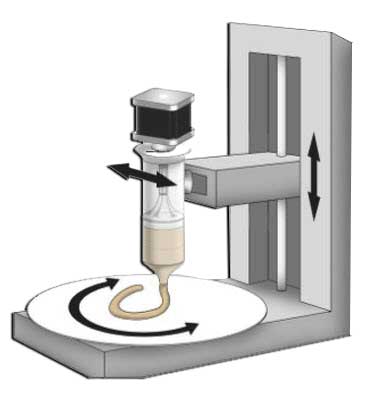
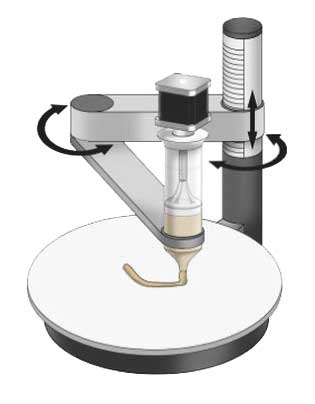
پرینترهای مدل اسکارا همانند اناتومی بدن انسان ها دارای غضروف و دست با درجات ازادی هستند.
تاریخچه ساخت پرینتر اسکارا به سال 1981 توسط مهندس Sankyo Seiki برای اولین بار مطرح شد، سانکیو در سال 2019 از دنیا رفت و مدلهای مختلفی از این مدل پرینترهارو برای ایندگان به جا گذاشت.
بازوی ربات مونتاژ سازگار انتخابی یا بازوی مفصل سازگار انتخابی، یعنی بازوی ربات در امتداد صفحهی X-Y حرکت میکند و از یک محرک اضافی دیگر برای حرکت در امتداد محور Z استفاده میکند. حقیقت خوب این است که نیازی به کمربندهای زمانبندی یا بلبرینگ ندارد.
علاوه بر این به خاطر وجود قابلیت انعطاف پذیری هد پرینتر ایجاد ساختارهای پیچیده توسط آن آسانتر است. البته لازم به ذکر است که کیفیت چاپ نهایی به اندازهی پرینترهای معمولی کارتزین مناسب نیست.
توجه داشته باشید که در این پرینترهای سه بعدی نیز از دو عدد موتور جهت به حرکت در آوردن بازوها در صفحه xy استفاده می شود که به همدیگر کوپل هستند. این نوع پرینترهای سه بعدی دارای سرعت پرینت سه بعدی بالایی هستند ولی جهت دستیابی به دقت بالا نیازمند استفاده از تجهیزات حرکتی بسیار دقیق در بازوها هستند.
برای ساخت فریم این دستگاه نیاز به فریم خاص یا منحصر به فردی نیست، بدنه آن میتواند به هر شکل دلخواهی و همین طور هیت بد آن میتواند به صورت دایره وار یا مستطیلی ساخته شود.معمولا در سایز ها 20 در 20 یا در سایز های 40 در 40 ساخته میشوند.
تامین قطعات و جامعه افرادی که از این نوع پرینتر های سه بعدی استفاده میکند محدود است.
از نظر ساختار دارای پیچیدگی خاصی نسبت به دیگر مکانیزم ها نیز هست.مکانیزم های پرینتر سه بعدی

CoreXY
این سیستم داراری مزایای زیادی است که اولین و مهمترین آنها فراهم بودن شرایط حرکت با سرعت بالا است. به عبارت دیگر، سرعت حرکت در سیستم CoreXY می تواند بسیار بیشتر از سیستم کارتزینی باشد. در این سیستم، استپر موتورها همراه با حرکت موتورها جابجا نمی شوند و به همین دلیل احتمال خرابی سیمهای استپر موتورها از بین می رود و همچنین به دلیل سبک تر شدن محورهای حرکتی، امکان جابجایی و بخصوص تغییر سرعت و جهت سریعتر هات اند و یا اکسترودر دستگاه فراهم است.
همچنین استفاده از سیستم حرکتی CoreXY، باعث کاهش ارتعاشات دستگاه پرینتر سه بعدی و در نتیجه افزایش کیفیت پرینت سه بعدی می شود. دقت این سیستم حرکتی وابستگی بسیار زیادی به تسمه بکار برده شده در آن دارد و میزان شل بودن و یا سفت بودن تسمه می تواند باعث ایجاد خطاهایی در پروسه پرینت میشود.مکانیزم های پرینتر سه بعدی
این سیستم داراری مزایای زیادی است که اولین و مهمترین آنها فراهم بودن شرایط حرکت با سرعت بالا است. به عبارت دیگر، سرعت حرکت در سیستم CoreXY می تواند بسیار بیشتر از سیستم کارتزینی باشد. در این سیستم، استپر موتورها همراه با حرکت موتورها جابجا نمی شوند و به همین دلیل احتمال خرابی سیمهای استپر موتورها از بین می رود و همچنین به دلیل سبک تر شدن محورهای حرکتی، امکان جابجایی و بخصوص تغییر سرعت و جهت سریعتر هات اند و یا اکسترودر دستگاه فراهم است.
همچنین استفاده از سیستم حرکتی CoreXY، باعث کاهش ارتعاشات دستگاه پرینتر سه بعدی و در نتیجه افزایش کیفیت پرینت سه بعدی می شود. دقت این سیستم حرکتی وابستگی بسیار زیادی به تسمه بکار برده شده در آن دارد و میزان شل بودن و یا سفت بودن تسمه می تواند باعث ایجاد خطاهایی در پروسه پرینت میشود.مکانیزم های پرینتر سه بعدی
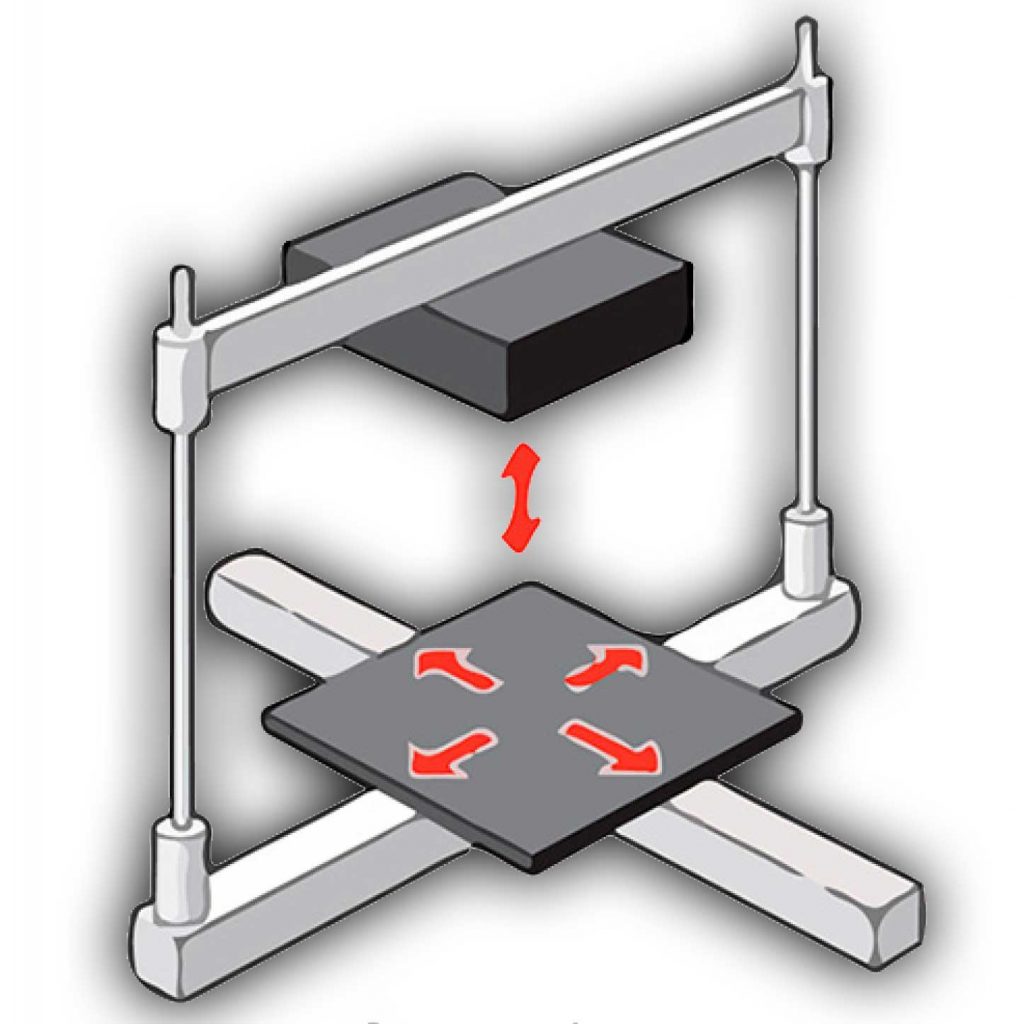
هیت بد بالا و پایین میرود
Cartesian
اولین پرینتر سه بعدی RepRap 3D، داروین، براساس Cartesian-XY-Head تنظیم شده است. اکسترودر پرینتر سه بعدی بر روی محور X و Y و کف روی محور z حرکت میکند .حرکت محور z در پرینتر سه بعدی بسیار دقیق است و به شتاب کمی نیاز دارد اما برای حفظ دقت کف پرینتر سه بعدی باید بسیار سبک باشد، که اضافه کردن یک سیستم کاملا خودکار به آن مشکل است
سر-XZ- کارتسین اولین بار توسط مندل ارائه شد که نسخه ی دوم از نسخهی اصلی RepRap- داروین بود. این دستگاه با سر-XY-کارتسین فرق دارد زیرا کف پرینتر سه بعدی روی محور Y و سر اکسترودر روی محور X و محور Z حرکت میکند.
هر نقطه در صفحه به دو عدد معروف است ، معمولاً به نامهای مختصه X و مختصه Y میخوانند. در دستگاه محورهای مختصات دوبعدی، محورهای X و Y برهم عمودند؛ از همین رو این دستگاه را دستگاه محورهای متعامد نیز میگویند.
بزرگترین مزیت این دستگاه این است که کف میتواند وزن زیادی را تحمل کند، و شما میتوانید یک سیستم خودکار سطح بندی کف (سنگین) را به آن اضافه کنید.مکانیزم های پرینتر سه بعدی