نرم افزار INVENTOR اینونتور چیست ؟ معرفی و دانلود
معرفی و دانلود نرم افزار
طراحی و شبیه سازی مکانیزم با نرم افزار اینونتور
نرم افزار INVENTOR اینونتور
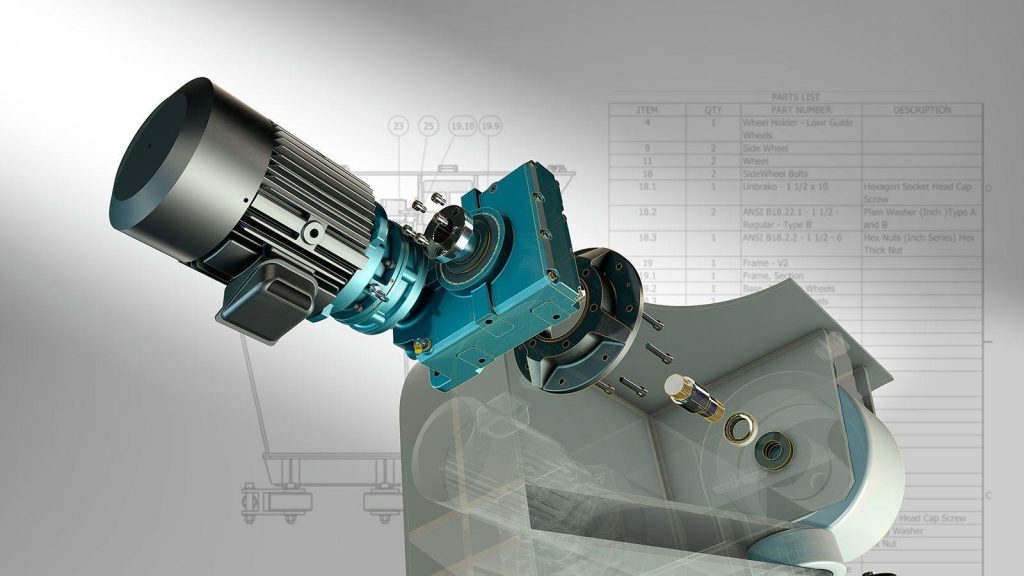
Autodesk Inventor توسط شرکت Autodesk ارائه شده است و جزء نرم افزارهای قدرتمند طراحی و مدلسازی است. به علاوه تمام قابلیت های طراحی ، نقشه کشی و مدل سازی و شبیه سازی را نیز دارد، یک نرم افزار CAD CAM CAE در دنیایی مهندسی است.نرم افزار INVENTOR اینونتور
این برنامه شامل بخش مدلسازی Solid و سطوح surface می باشد که به نامه Part Surface Modeling می باشد .
بخش Assembly یا همان مونتاژ با بهره گیری از امکانات بسیار بالا در شبیه سازی حرکت و جوشکاری برای اتصالات و مونتاژ کردن قطعات پیچیده است. به طور کلی برای طراحی از کوچکترین جزء یک مجموعه تا خط تولید نرم افزار قدرتمند اینونتور استفاده میشود.
تاریخچه نرم افزار inventor
نرم افزار INVENTOR اینونتور
برای اولین بار در سالهای 1990 این نرم افزار توسط تیمی که در شرکت mustang تشکیل شده توسط مهندسان زیادی برنامه نویسی شده.
از مطرح ترین مهندسین آن پروژه میتوان به شخصی به نام jay-tedeschi اشاره کرده، که سابقه کار او بیش از 20 سال با نرم افزار اینوتور است،
بعد اصلاحات زیادی که در طی سالیان شکل گرفت اولین نسخه رسمی این نرم افزار در سال 2000 معرفی شد که به اینونتور نسخه 3 معروف است.
شرکت اتودسک در سال ۲۰۰۹ نگارش ۱۳ این نرمافزار را عرضه کرد. توانایی این نرمافزار باعث شد که در سال ۲۰۰۶-۲۰۰۷ پرفروشترین نرمافزار مدلینگ در جهان نام بگیرد.
تا اینکه در سال ۲۰۰۶؛ این نرمافزار همراه با دیگر محصول معروف کمپانی اتودسک یعنی اتوکد و مکانیکال دسکتاپ به بازار عرضه شد.
قابلیت های اصلی نرم افزار INVENTOR اینونتور
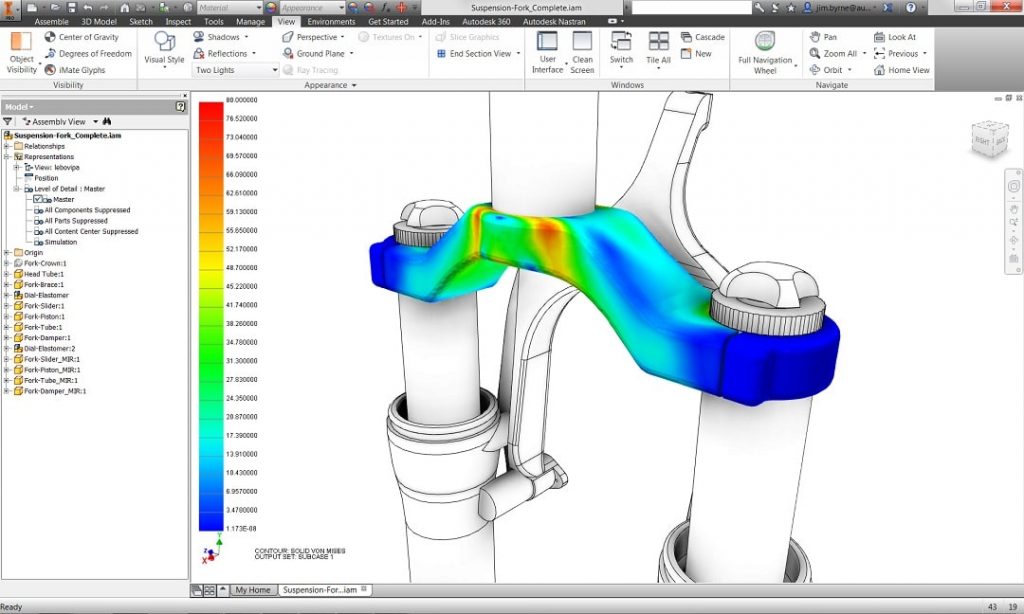
این نرم افزار دارای امکاناتی جهت شبیه سازی حرکت یکپارچه و آنالیز تنش بروی مونتاژ، که به موجب آن کاربران گزینه های ورودی بارها، اجزای دینامیگ یا پویا، بارهای اصطکاک و بیشتر برای شبیه سازی بارهای دینامیک برای محصولات قبل از تولید نهایی می باشد. کاربران می توانند اتفاقاتی که در شرایط مشخص شده در دنیای واقعی ممکن است رخ دهد با این نرم افزار کاملا آن اتقاقات را مشاهده و بررسی دقیق تری بروی محصول انجام دهند. ابزار های simulation کاربران را قادر به طراحی اتومبیل و قطعات خودرو می سازد. نرم افزار INVENTOR اینونتور
محیط طراحی 2 بعدی و 3 بعدی
محیط طراحی قطعات سه بعدی (Part Modeling)
محیط مونتاژ(Assembly): قطعاتی که در محیط (Part Modeling) طراحی شده اند را می توان به این محیط وارد کرد و در نهایت طبق نقشه های مهندسی آنها را مونتاژ کرد.
محیط ایجاد قطعات به روش ورقکاری (Sheet Metal)ورق کاری و خم کاری جزو روشهای ساخت و پر کاربرد در ایران است
محیط جوشکاری قطعات (Weldment): شبیه سازی جوش و علائم و اختصار جوشکاری میتواند در کم کردن ریسک و بالابردن راندمان کمک شایانی کمک کند.
محیط شتاب دهنده طراحی(Design Accelerator): در این محیط شفت، چرخدنده ، یاتاقان و… به صورت استاندارد موجود هستند ، همچنین می توان با وارد نمودن داده های مورد نیاز برای هر قطعه، در این محیط آنها را طراحی کرد. به علاوه می توان تحلیل خستگی بر روی قطعات انجام داد و ضریب اطمینان و نتایج مورد نظر را در یافت نمود.
محیط تحلیل تنش(Stress Analysis) : ، برنامه Ansys هم وجود دارد به طوریکه پس از نصب نرم افزارAutodesk Inventor در محیط تحلیل تنش نرم افزار Ansys فعال شده ، و قطعات را میتوان بارگذاری کرد و گزارشی از تحلیل به همراه نتایج مختلف را دریافت نمود. نرم افزار INVENTOR اینونتور
محیط تحلیل دینامیکی (Dynamic Simulation): پس از مونتاژ قطعات میتوان آنها را وارد این محیط کرد و با دادن محرک به مجموعه، پارامتر های مختلف مثل سرعت و شتاب و… در هر قطعه بررسی کرد و نمودارهای از آنها را دریافت کرد .
محیط طراحی تاسیسات (Piping) : در طراحی سیستم لوله کشی و تاسیسات استفاده می شود و کاربرد آنرا می توان به وضوح در صنایع نفت و گاز و … دید. نرم افزار INVENTOR اینونتور
محیط عکسبرداری و فیلمبرداری از قطعات inventor studio
محیطی که در آن از مجموعه مونتاژی نمای انفجاری ایجاد میشود (Presentation)همانند محیط scene در کتیا
محیط طراحی الکترونیکی : Autodesk electrical
محیط طراحی تیر وستون وتحلیل آنها و تولید انواع پروفیل structure design
محیط اندازه گذاری و ارایه نقشه های اجرایی(Drawing)
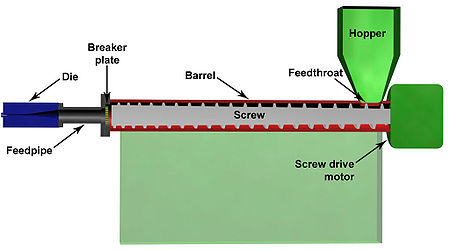
Mold Design یا طراحی قالب تزریق : در این بخش می توان با استفاده از قطعات استاندارد و نیز قطعات طراحی شده بوسیله کاربر، قالب های تزریق پلاستیک برای قطعات مورد نظر ایجاد کرد.
چه چیزی Autodesk Inventor رو منحصر به فرد میکنه
نرم افزار INVENTOR اینونتور از نقاط قوتی که دارد، سازگاری آن با اتوکد می باشد. بسیاری از شرکت ها با نقشه های قدیمی که توسط اتوکد طراحی شده بود، به دنبال این هستند که نرم افزار مدلسازی جدید سازگاری کامل را با طرح های آن ها داشته باشد.
علاوه بر این نرم افزار inventor این قابلیت را دارد که از نقشه های مدل شده توسط Mechanical Desktop نیز پشتیبانی کامل کند.
یکی از توانایی های این نرم افزار که در ورژن های جدید خیلی روی آن کار شده، قدرت تبادل فایل ها با نرم افزارهای Revit می باشد که به کاربران در این زمینه بسیار کمک می کند. نرم افزار INVENTOR اینونتور
مقایسه فرمت DWG اتوکد و IDW اینونتور
شرکت اتودسک به عنوان سازنده نرم افزارهای AutoCAD و Inventor در حدود ۸ سال قبل امکان باز کردن و دیدن فایل های DWG نرم افزار اتوکد را در نرم افزار اینونتور فراهم نمود. این توسعه را می توان یکی از بزرگترین توسعه و بهبود هر دو نرم افزار قلمداد کرد. در این بین سردرگمی بین کاربران این دو نرم افزار ایجاد شد که AutoCAD DWG و یا Inventor DWG را کجا می توانند استفاده کنند در ادامه این مقاله به این موضوع می پردازیم. نرم افزار INVENTOR اینونتور
نکته۱: اگر پرونده ه و اسناد نقشه اینونتور را در قالب Inventor DWG ایجاد کرده اید می توانید آن را در نرم افزار اتوکد باز کنید.
نکته۲: برای ویرایش فایل های DWG اینونتور در نرم افزار اتوکد باید آن را به سبک Export باز کنید. نرم افزار INVENTOR اینونتور
توضیح خلاصه اینکه:
فرمت های DWG و IDW نرم افزار اینونتور آن از نظر عملکردی کاملا یکسان هستند و هیچ گونه تفاوتی بین آن ها وجود ندارد در حالیکه فرمت DWG اینونتور در نرم افزار اتوکد قابل باز شدن می باشد و فرمت IDW اینونتور در اتوکد قابل باز شدن نیست. این موضوع به این مفهوم نیست که قالب IDW استفاده ای ندارد این قالب در نرم افزار اینونتور براحتی باز شده و امکانات بی نظیری برای نقشه کشی در آن فراهم است.
این نکته هم قابل توضیح است که توانایی تغییرات فایل های DWG اینونتور در نرم افزار اتوکد محدود می باشد. برای رفع این محدودیت که فایل های DWG اینونتور در اتوکد کاملا قابل ویراش گردد باید بصورت export در اتوکد باز گردد.
File -> Export -> Export to DWG -> Under ‘Save as type, select ‘AutoCAD DWG Files’
برای نصب نسخه ۲۰۲۱ نرم افزار Autodesk Inventor Professional 2021 به الزامات سیستم عامل وسخت افزاری زیر نیاز می باشد:
OS: Microsoft® Windows® ۱۰/Microsoft Windows 7 SP1 with Update KB4019990
CPU: Recommended:3.0 GHz or greater, 4 or more cores / Minimum:2.5 GHz or greater
Memory: Recommended:20 GB RAM or more / Minimum:8 GB RAM for less than 500-part assemblies
Graphics: Recommended:4 GB GPU with 106 GB/S Bandwidth and DirectX 11 compliant / Minimum:1 GB GPU with 29 GB/S Bandwidth and DirectX 11 compliant
Display: Recommended:3840 x 2160 (4K); Preferred scaling: 100%, 125%, 150% or 200% / Minimum:1280 x 1024
NET: NET Framework Version 4.7 or later. Windows Updates enabled for نرم افزار INVENTOR اینونتورinstallation.
از اولین نسخه اینونتور تا آخرین نسخه
نسخه | کد ورودی | تاریخ |
Inventor 1 | 09/20/1999 | |
Inventor 2 | 03/01/2000 | |
Inventor 3 | 08/01/2000 | |
Inventor 4 | December 01, 2000 | |
Inventor 5 | 09/17/2001 | |
Inventor 5.3 | 01/30/2002 | |
Inventor 6 | 10/15/2002 | |
Inventor 7 | 04/18/2003 | |
Inventor 8 | 10/15/2003 | |
Inventor 9 | 07/15/2004 | |
Inventor 10 | 04/06/2005 | |
Inventor 11 | 04/06/2006 | |
Inventor 2008 | 03/26/2007 | |
Inventor 2009 | March 24, 2008 | |
Inventor 2010 | 03/24/2009 | |
Inventor 2011 | 03/25/2010 | |
Inventor 2012 | 03/21/2011 | |
Inventor 2013 | 03/27/2012 | |
Inventor 2014 | 03/27/2013 | |
Inventor 2015 | Dyson | 03/27/2014 |
Inventor 2016 | 03/28/2015 | |
Inventor 2017 | 04/01/2016 | |
Inventor 2018 | omega | 03/21/2017 |
Inventor 2019 | 04/09/2018 | |
Inventor 2020 | 04/06/2019 | |
Inventor 2021 | Ada | March 31, 2020 |































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}