اسکن سه بعدی چیست
اسکن سه بعدی چیست :
برخی از صنایع را که با موفقیت فن آوری اسکن سه بعدی را در گردش کار خود ادغام کرده اند ، بررسی خواهیم کرد و خواهیم دید که چگونه این امر به آنها کمک کرده است تا نتایج خارق العاده ای کسب کنند ، بنابراین شما می توانید راه حل اسکن سه بعدی را که مناسب شما است ، پیدا کنید.
اما ابتدا اجازه دهید برخی از اصطلاحات و مفاهیم اساسی اسکن سه بعدی و موارد مصرف در این صنعت سه بعدی را بررسی کنیم تا مطمئن شویم که مطلبی گنگ و نا مفهوم نیست.
اسکن سه بعدی چیست؟
اسکن سه بعدی چیست به تعریفی دیگر :
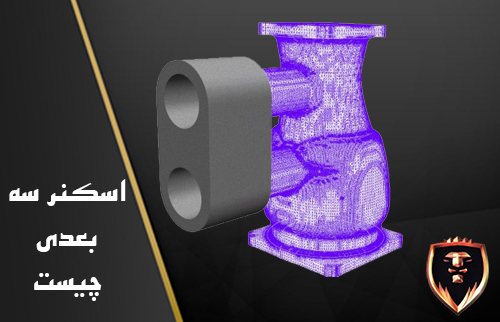
یک فناوری برای ایجاد مدلهای سه بعدی با دقت بالا از اشیا در دنیای واقعی است.اسکن سه بعدی و موارد مصرف کارکرد به این صورت است که یک اسکنر سه بعدی چندین عکس فوری از یک شی را می گیرد. عکس ها سپس در یک مدل سه بعدی ، یک کپی دقیقاً سه بعدی از جسم ادغام می شوند ، که می توانید آن را بچرخانید و از زوایای مختلف رایانه خود مشاهده کنید.
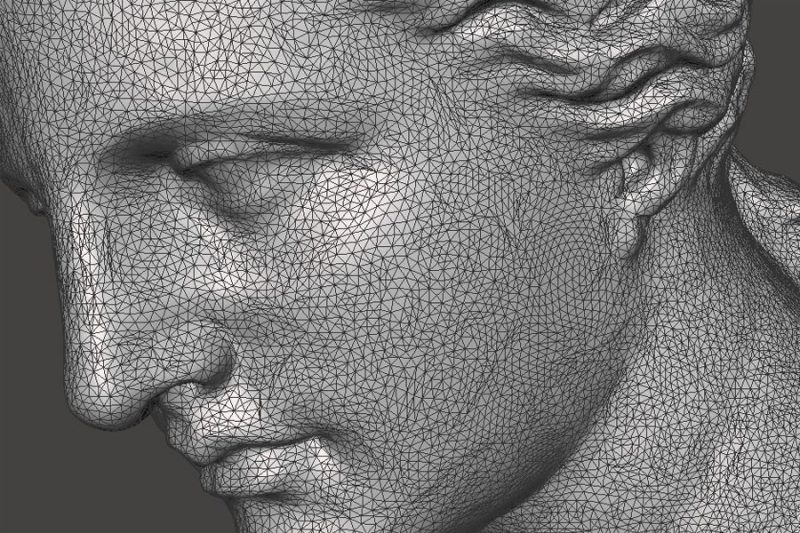
اسکن سه بعدی یک تصویر سه بعدی از بخشی از سطح یک جسم است. مجموعه ای از اسکن های سه بعدی ، یک مدل سه بعدی را تشکیل می دهند. همانطور که عکس های دو بعدی از پیکسل ها تشکیل شده اند ، اسکن های سه بعدی نیز از مثلث های کوچک یا چند ضلعی ساخته شده اند. چند ضلعی ها مش چند ضلعی تشکیل می دهند ، که هندسه جسم را با جزئیات دقیق تکرار می کند.
یک اسکنر سه بعدی، اسکن های سه بعدی را ایجاد می کند. اسکنر سه بعدی مانند دوربین فیلمبرداری کار می کند ، به این معنی که از یک شی عکس می گیرد. با این حال ، یک دوربین عکسبرداری دو بعدی می کند ، در حالی که اسکنر هندسه سطح جسم را ضبط می کند ، و عکسهایی که گرفته است به جای یک فیلم ، در یک مدل سه بعدی کار می کنند. اسکن سه بعدی چیست
صنعت خودرو را در نظر بگیرید. آیا می خواهید بررسی کنید که آیا سوپاپ جدید عملکرد موتور را بهبود می بخشد؟ سوپاپ سه بعدی را برای ساخت یک مدل سه بعدی ، اصلاح آن از طریق مهندسی معکوس ، و قرار دادن آن در نرم افزار CAD برای دیدن عملکرد سوپاپ در داخل موتور.


اسکنرهای سه بعدی نوآورانه به دلیل توانایی در گرفتن سریع و دقیق داده های مورد نیاز ، در طراحی ، مهندسی و تولید به طور گسترده ای مورد استفاده قرار می گیرند. بدون وجود این دستگاه های پیشرفته سه بعدی ، اندازه گیری ها باید با روش های منسوخ دستی انجام شود ، که بسیار هزینه بر و وقت گیر است. زمان هر مرحله از طراحی محصول ، آزمایش ، توسعه ، راه اندازی و مراقبت های بعدی ، راه حل های قدرتمند اسکن سه بعدی به طور قابل توجهی سرعت کار را تسریع می کند ، به جلوگیری از اشتباهات پرهزینه و افزایش بهره وری کمک می کند.
برای تصمیم گیری در مورد اینکه کدام یک از ابزارهای سه بعدی برای برنامه های مختلف در این زمینه بهتر است ، مهم است که اندازه و ویژگی های شی object مورد نظر را در نظر بگیرید.
به عنوان مثال برای اسکن سه بعدی و موارد مصرف، اشیا بزرگ صنعتی مانند کامیون ، قطار و حتی هواپیما بهتر است با یک اسکنر سه بعدی ثابت و همه کاره گرفته شوند. این نوع اسکنرها به کمترین نظارت و تعامل با اپراتور نیاز دارند ، در عین حال نتایج دقیق را در بازه های زمانی کوتاه ارائه می دهند. یا اگر می خواهید اشیایی را که به اندازه شان کوچک تر می باشد ، با بسیاری از جزئیات پیچیده که باید با وضوح بالا ثبت شوند ، اسکن کنید ، بهتر است با یک اسکنر سه بعدی دستی کار کنید. این ابزارهای سه بعدی انعطاف پذیر هستند ، استفاده از آنها آسان است و اشیای کوچک و هندسه های پیچیده را با بالاترین دقت ضبط می کنند.
حال از خود بپرسید چه کارهایی باید با داده های سه بعدی به دست آمده انجام شود. آیا برای تجزیه و تحلیل ، مهندسی معکوس ، چاپ سه بعدی یا موارد دیگر استفاده خواهد شد؟ با هر گزینه ای که انتخاب می کنید ، جفت کردن آن با نرم افزار قدرتمند اسکن سه بعدی ، برای چندین برنامه از جمله نمونه سازی سریع ، کنترل کیفیت و بسیاری دیگر ، بسیار حیاتی است. برخی از اسکنرهای سه بعدی پیشرفته به طور خاص برای کار با انواع نرم افزارهای مدل سازی سه بعدی CAD / CAM بطور گسترده ای طراحی شده اند که حتی امکانات بیشتری را در اختیار کاربران خود قرار می دهند. اسکن سه بعدی چیست
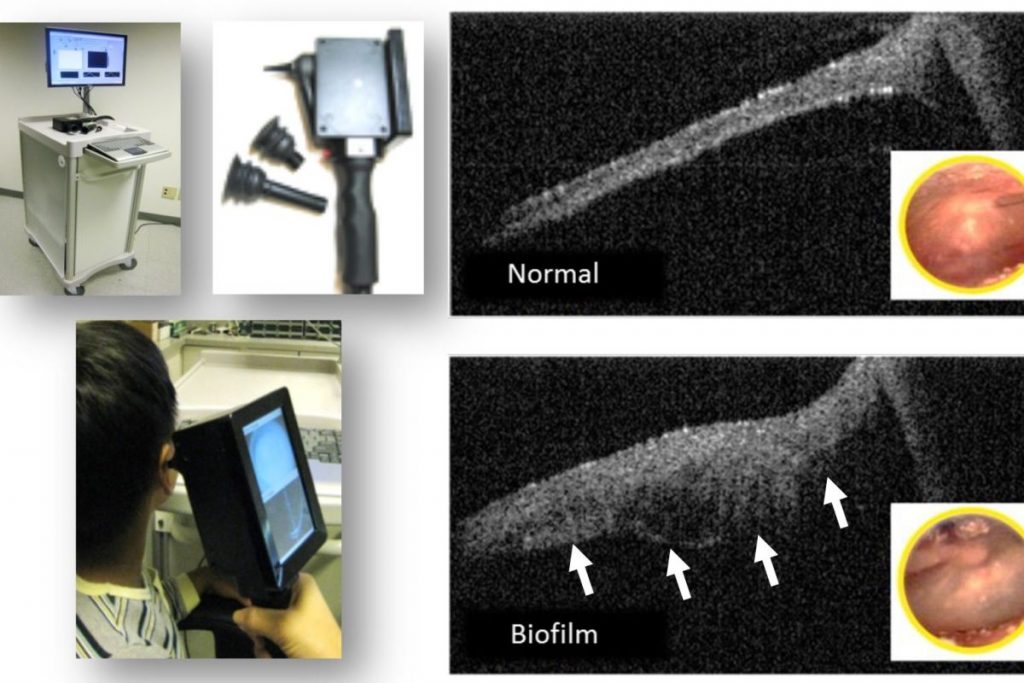
صنعت مراقبت های بهداشتی از ادغام اسکن سه بعدی در روش های متعدد بسیار سود برده است. که برای تحقیق ، مراقبت از بیمار و ایجاد راه حل های پزشکی شخصی مورد استفاده قرار می گیرد ، تغییرات چشمگیری را در این زمینه ایجاد کرده است. سرعت ، دقت و از همه مهمتر ، ایمنی اسکنرهای سه بعدی ثابت و قابل حمل ، به متخصصان پزشکی از سراسر جهان اجازه داده است تا از این فناوری های پیشگام پیاده سازی و استفاده حداکثری کنند ، ضمن ایجاد فرآیندهای جدید ، فرآیندهای موجود را به طور قابل توجهی بهبود بخشد. به عنوان مثال ، با کمک اسکن سه بعدی ، پزشکان اکنون می توانند بدون زحمت و به سرعت اسکن کامل بدن را انجام دهند. این کار را می توان با یک راه حل سه بعدی ثابت یا دستی انجام داد. سپس پزشکان می توانند با داده های اسکن برای انجام تحقیقات و نظارت بر تغییرات اندازه گیری های بدن که با گذشت زمان اتفاق می افتد ، کار کنند. اسکن سه بعدی همچنین به دست آوردن و مقایسه داده های دقیق قبل و بعد از عمل از بیماران را بسیار ساده تر کرده است. اسکن سه بعدی چیست
ایجاد راه حل های مراقبت های بهداشتی سفارشی مانند بریس پشت ، ایمپلنت ، پروتز و حتی صندلی های چرخدار شخصی نیز سریعتر و آسان تر شده است. داده های مورد نیاز را می توان به راحتی توسط یک اسکنر سه بعدی ضبط ، در نرم افزار سه بعدی ویژه پردازش کرد و سپس از طریق دستگاه فرز یا چاپگر سه بعدی برای تولید ارسال کرد.

فناوری های پیشرفته اسکن سه بعدی به دلیل قابلیت حمل ، انعطاف پذیری و دقت ، در پزشکی قانونی نیز محبوبیت بیشتری پیدا کرده اند. و راه حل های اسکن سه بعدی حرفه ای اکنون در سراسر جهان توسط نیروهای پلیس ، چندین شرکت بیمه و حتی در جلسات دادگاه برای ارائه شواهد استفاده می شود! اسکن سه بعدی چیست
اسکن سه بعدی در پزشکی قانونی همه چیز در مورد قابلیت حمل ، انعطاف پذیری و دقت است. به عنوان مثال ، یک اسکنر سه بعدی قابل حمل با دقت بالا و توانایی اسکن کردن در داخل و خارج از منزل ، حتی در معرض تابش مستقیم خورشید ، کار جمع آوری داده های پزشکی قانونی را بیش از هر زمان دیگری آسان می کند.
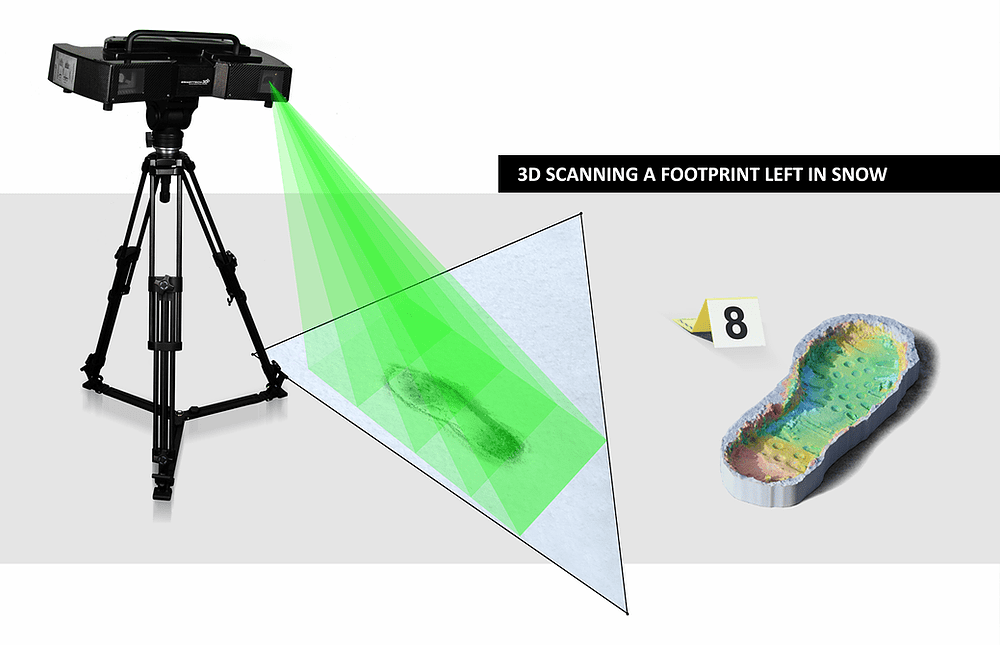
در مقایسه با روش های سنتی ضبط داده ها در پزشکی قانونی ، از جمله عکاسی ، اقدامات نوار و غیره ، اسکن سه بعدی خود را به عنوان یک فناوری فوق العاده قدرتمند با قابلیت ضبط داده های بسیار دقیق در عرض چند دقیقه ثابت کرده است. این فناوری های پیشرفته برای کاربردهای مختلف پزشکی قانونی مورد استفاده قرار می گیرد ، به عنوان مثال ، قبل از جمع آوری مدارک رسمی ، صحنه کامل جنایت یا قسمتهای جداگانه آن را ضبط می کند. اسکن سه بعدی نیز در دیجیتالی کردن خود شواهد بازیابی شده ، ایجاد شبیه سازی هایی که در آن می توان سناریوهای متعدد جرم را انجام ، تجزیه و تحلیل و غیره کرد ، بسیار عالی است.
یافته ها و نتیجه گیری های انجام شده بر اساس داده های اسکن شده سه بعدی به دست آمده بسیار دقیق و قابل اعتماد است که اغلب نه تنها توسط پلیس ، بلکه توسط شرکت های بیمه نیز به عنوان مدرک در دادگاه ارائه می شود. اسکن سه بعدی چیست
شرکت های مختلف مجموعه ای از ابزارهای اسکن سه بعدی قدرتمند را ارائه می دهند ، با این حال تنها تعدادی از آنها واقعا انقلابی هستند. به عنوان مثال ، یک اسکنر سه بعدی بدون اتصال با پردازش داده های سه بعدی پردازنده ، و یک صفحه نمایش لمسی و باتری داخلی ، که داده ها را در داخل و خارج از خانه ، حتی در زیر تابش مستقیم آفتاب ، به همان اندازه ضبط می کند.
باستان شناسی و حفظ میراث
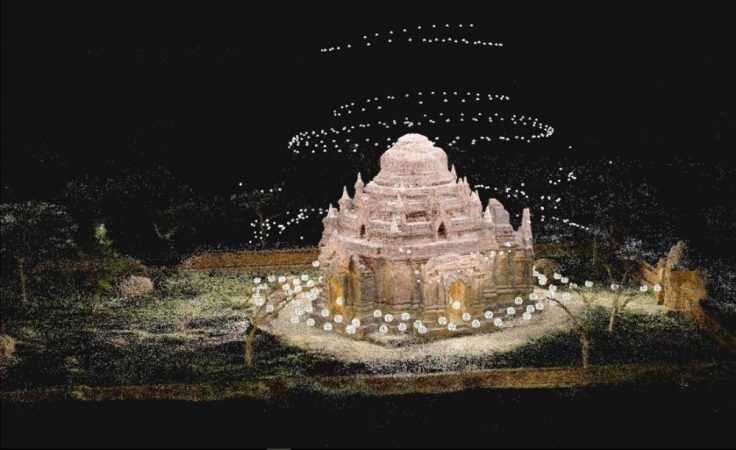
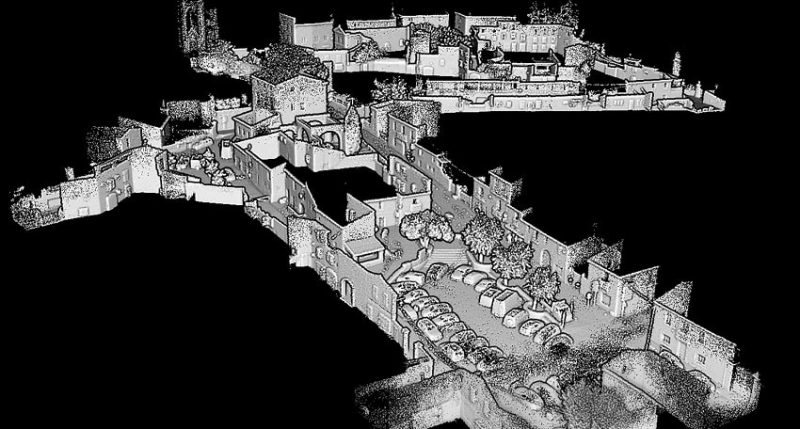
کاربردهای اسکن سه بعدی و موارد مصرف آن در باستان شناسی و حفظ میراث واقعاً بی شمار است. جدیدترین فناوری های سه بعدی اکنون بیش از هر زمان دیگری زندگی را زنده کرده و با ایجاد ماکت های دیجیتالی بسیار دقیق از آثار مختلف ، آن را به راحتی در دسترس مردم جهان قرار داده اند. از بازآفرینی اشیا موجود در خرده ریزهای کشف شده در حین کاوش تا ایجاد موزه های آنلاین شامل صدها نمایشگاه ، فن آوری های اسکن سه بعدی به طور اساسی نحوه حفظ ، نمایش و یادگیری باستان شناسی و حفظ میراث را تغییر می دهند.
وقتی نوبت به انتخاب بهترین راه حل های سه بعدی در این زمینه ها می رسد ، مهم است که محیط اسکن را در ذهن داشته باشید. بسیار محتمل است که مجبور شوید مصنوعات را مستقیماً در محل ، هر کجا که باشد اسکن کنید. اسکنرهای سه بعدی را انتخاب کنید که می توانند در شرایط خارج از منزل ، از جمله در زیر نور مستقیم خورشید کار کنند. همچنین ، اطمینان حاصل کنید که دستگاه هایی را انتخاب کرده اید که می توانند با یک منبع تغذیه خارجی مانند یک بسته باتری قابل حمل ترکیب شوند ، به طوری که قادر خواهید بود هر ساعت که برنامه شما را تحویل می دهد ساعتها اسکن کنید. از آنجا که ضبط دقیق برای ترمیم دقیق و ترسیم شی of مورد اسکن ضروری است ، ارزش انتخاب یک اسکنر سه بعدی دستی بسیار دقیق را دارد. اسکن سه بعدی چیست
هنر و طراحی مرتبط با اسکنر های سه بعدی
توسعه دهندگان بازی های VR ، هنرمندان SFX هالیوود و طراحان هنری با استعداد تنها برخی از متخصصانی هستند که فن آوری های اسکن سه بعدی همه کاره را در جریان کار خود برای تزریق جادو به دنیای هنر و طراحی پیاده سازی می کنند.
اسکن سه بعدی و موارد مصرف برای ایجاد جلوه های ویژه بصری خیره کننده در فیلم ها ، توسعه همه جانبه برنامه های واقعیت مجازی فوق العاده واقع بینانه یا حتی طراحی یک لباس شب زیبا ، استفاده می شود که به روشی کاملاً جدید به واقعیت تبدیل می شود. انتخاب بهترین اسکنرها برای استفاده در هنر و طراحی به این بستگی دارد که چه کسی یا چه کسانی باید اسکن شود و برای چه اهدافی. به عنوان مثال ، اگر به فکر گرفتن یک شخص برای ایجاد یک آواتار شبیه به زندگی برای بازی ها یا پروژه های VR هستید ، بهتر است بر روی راه حل های سه بعدی ایمن ، استفاده آسان و ضبط سریع داده ها تمرکز کنید. یک راه حل قابل حمل که اسکن کامل بدن را به شما ارائه می دهد بهترین شرط شماست.
برای اشیا کوچک ، یا اشیا با جزئیات پیچیده ، مانند قطعات تزئینی داخلی یا جواهرات ، یک اسکنر سه بعدی بسیار دقیق انتخاب کنید که بتواند مدل های سه بعدی را با رنگ های زنده و دقت بی نظیر ایجاد کند و از سطوح سخت قابل اسکن ترس ندارد! اسکن سه بعدی چیست
با این حال برای دسترسی به فایل های سه بعدی همیشه نیاز به اسکنر سه بعدی نیست ، با یک سرچ ساده شما می توانید به یک سری از فایل های اسکن شده دسترسی داشته باشید که برای این امر می توانید به سایت ARTEC 3D مراجعه کنید که در زمینه های بسیاری از جمله پزشکی و هنر و طراحی و… اسکن های سه بعدی را در اختیار شما عزیزان قرار می دهد.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}