چه مقدمات مهمی در مورد بهترین تنظیمات پرینتر رزینی وجود دارد؟
داشتن اطلاعات صحیح در مورد تنظیمات پرینتر رزینی می تواند شما را فردی موفق در این کسب و کار کند. آیا شما به دنبال یافتن بهترین تنظیمات پرینتر رزینی هستید؟ قطعاً در این دستگاه ها همه چیز مرتبط با تنظیمات و نوع برنامه ی آن است. لذا با برنامه نویسی و دانستن تنظیمات دستگاههای رزینی میتوانید کسب و کار خود را گسترش و درآمدتان را افزایش دهید. فعالان بیزینس پرینترهای سه بعدی از انواع مختلف این دستگاهها استفاده میکنند و می دانند که برای استفادههای مختلف چه نوع پرینتری مفید است. نوع FDM اگرچه برای کسب و کارها ارزان قیمت است و مشتریان از این نوع استفاده میکنند اما کیفیت پرینتر رزینی بهتر است. آیا میدانید چرا پیشنهاد صاحبین کسب و کارهای این حوزه پرینترهای رزینی است؟ زیرا این پرینتر ها میتوانند تمام ایدهها، پیشنهادهای مشتریان و نظرات ایده پردازان را اجرا کنند.

بهترین تنظیمات پرینتر رزینی
آیا می دانید چرا استفاده از بهترین تنظیمات پرینتر رزینی اهمیت دارد؟
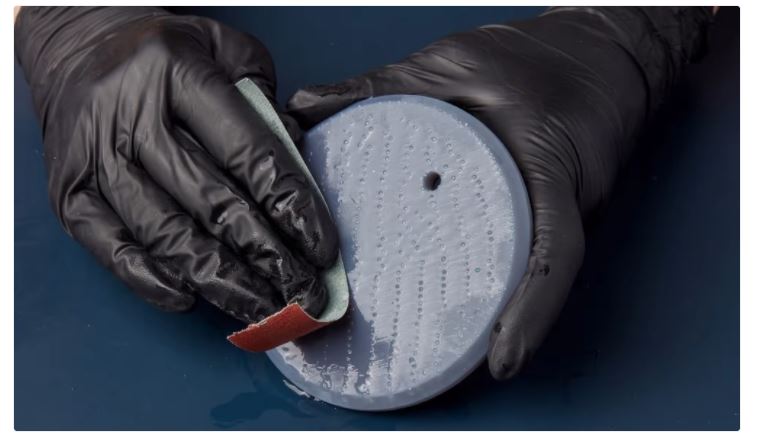
کاربرد بهترین تنظیمات پرینتر رزینی در مواردی است که جزئیات برای تان اهمیت زیادی دارد. یعنی این جزئیات هستند که باعث میشوند تفاوت در فروش و عرضه ی محصولات ایجاد شود. به طور مثال مینیاتورها،اکشن فیگور ها و مجسمه ها بارزترین مصداق هایی هستند که توسط پرینتر رزینی تولید می شوند. اما بهره مندی از فواید مهم این پرینترها فقط در جزئیات خلاصه نمیشوند. بلکه اهمیت ویژه تنظیمات پرینتر رزینی در اسلایسر هاست.
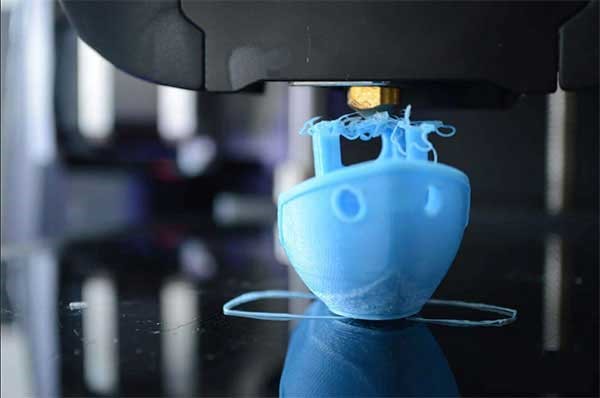
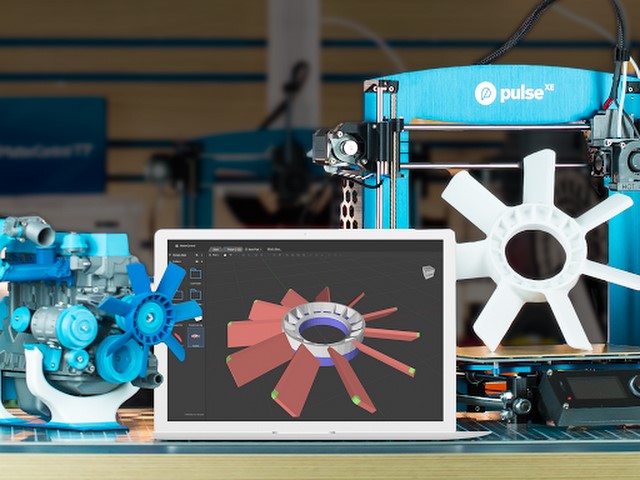
زیرا با ایجاد تنظیمات صحیح در این اسلایسر ها می توانید از تمام مزایای این پرینترها استفاده کنید. اما اهمیت انجام تنظیمات صحیح و درست پرینتر های رزینی فقط در استفاده از مزایای آن نیست، بلکه از هزینههای مازاد نیز جلوگیری میکنید. به طور مثال از هزینههای اضافی برای: چاپ مجدد، روشهای غلط چاپ و موارد خاص جلوگیری خواهید کرد. فناوریها، اسلایسر و روشهای پرینت سه بعدی متفاوتی وجود دارند که میتوانند به شما کمک کنند. اما باید بررسی کنید که کدام یک از آنها میتوانند با اسلایسر ها و نرمافزار چیتو باکس (chitubox) هماهنگ باشند.
چرا انجام بهترین تنظیمات پرینتر رزینی در نوع SLA مهم است؟
اگر شما بتوانید خودتان تفاوتهای چاپ رزینی بر پایه ی SLA با سایر فناوری های چاپ رزینی را بفهمید قطعاً متوجه کیفیت محصولات خواهید شد. اما برای کسانی که نمیدانند توضیح میدهیم تا تفاوت سه نوع آرایش نورپردازی یا ساطع شدن لیزرها را بدانند. این روشها عبارتند از:
- SLA: در این روش (لیتوگرافی یا استریولیتوگرافی) توسط یک پرتو لیزری نقطه به نقطه ماده رزین حساس به نور به جامد تبدیل میشود . صفحه ساخت یک لول پایین میرود . دوباره رزین پخش میشود این فرایند تا زمان اتمام پرینت ادامه می یابد.
- DLP: در این روش (پردازش دیجیتالی) نور های متفاوت به طور جداگانه به قسمت های مختلف ماده رزینی می تابند. سپس آن را در یک مرتبه به محصول مورد نظر تبدیل می کنند.یک پروژکتور به کل سطح رزین میتابد ، قسمت های که باید جامد شود، به جامد تبدیل میشود.
- LCD: در این روش (صفحه نمایش کریستالی مایع) پرتوهای نوری تبدیل به پروژه های نوری شده و به صفحه LCD تابیده خواهند شد. صفحه کریستالی، نورها را به طور یک پروژه واحد نوری در یک مرتبه به ماده ساطع میکند تا در نتیجه برشهای دلخواه ایجاد شوند.

تفاوت میان بهترین تنظیمات پرینتر رزینی در نوع های SLA و DLP چیست؟
یکی از موارد مهم و تاثیرگذار برای انجام بهترین تنظیمات پرینتر رزینی دانستن نوع برش ماده رزین است. توضیحات مختصری در مورد این موضوع در قسمت بالا ذکر شد اما توضیحات تفصیلی در این بخش ارائه می شوند. در چاپگر سه بعدی نوع SLA از لیزر برای برش دادن و پخت ماده ی رزین استفاده میشود. بر همین اساس این نوع چاپگر برای چاپ محصولات پیشرفته و دارای جزئیات بیشتر، کاربرد دارد. البته روکش محصول تولید شده توسط این پرینتر، کیفیت بالاتری نسبت به پرینتر نوع DLP دارد. پرینترهای FORMLABS از بهترینهای برش SLA محسوب می شوند.
چاپگر های نوع SLA از لیزر استفاده نمیکنند و از پرتو UV برای شکل دهی و پخت کامل ماده ی رزین استفاده می کنند. در این پرینتر نور ساطع شده به طور همزمان در تمامی قسمتهای ماده رزین تابیده شده و محصول در یک مرتبه آماده می شود. بر همین اساس سرعت تولید محصول در این پرینتر بیشتر از نوع SLA می باشد و البته جزئیات کمتری را می تواند ایجاد کند.
تفاوت میان چاپگرهای نوع LCD و سایر مدل ها
بهترین تنظیمات پرینتر رزینی در چاپگرهای نوع LCD نیز قابل مشاهده است. چاپگرهای سه بعدی که بر مبنای فناوری LCD هستند، اشتراکاتی با نوع DLP دارند. وجه تشابه آنها این است که هر دو در یک مرتبه به طور کامل بر ماده رزینی تابیده می شوند. اما وجه افتراق آنها این است که در نوع LCD نورها در ابتدا به صفحه ماده کریستالی برخورد میکند. سپس نورها فقط از شکاف های موجود در آن خارج شده و به ماده رزینی تابیده می شوند. به همین خاطر این چاپگرها را چاپگر ماسک (mSLA) نیز نامیده اند. این پرینترها در مقایسه با فناوری های مشابه دیگر بسیار ارزان بوده و به همین علت محبوبیت زیادی در بین بازاریان دارند. از نمونه های مشهور این نوع پرینتر میتوانیم به مدل های: Anycubic Fhotin و Elegoo Mars اشاره کنیم.

آیا تنظیمات برش دهنده ها نیز جز تنظیمات پرینتر های رزینی محسوب می شوند؟
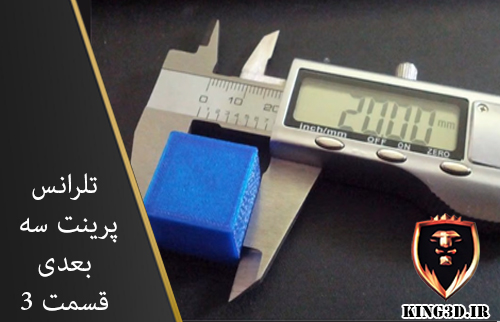
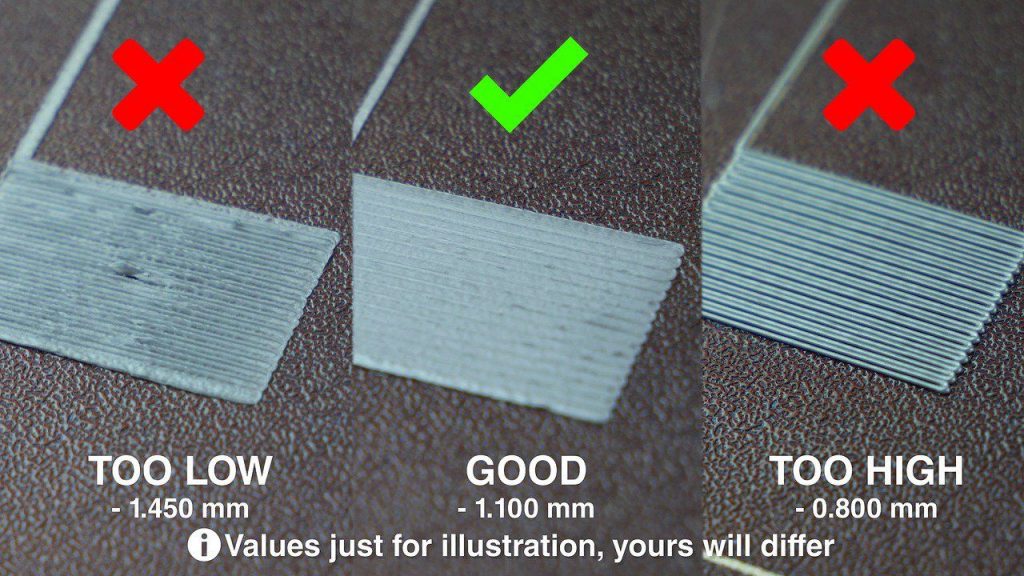
یکی از مواردی که به عنوان بهترین تنظیمات پرینتر رزینی باید مورد دقت قرار گیرد، تنظیمات مربوط به برش دهنده ها است. در پرینتر های نوع FDM ارتفاع لایه هایی که برش داده میشوند، بالاست. اما در پرینترهای رزینی ارتفاع این برش ها حدوداً با دقت 0.01-0.05 میلی متر است. این موضوع باعث می شود دقت زیادی در جزئیات وجود داشته باشد. همچنین دقت در بُرش باعث میشود سطوح بهتری از محصول برای مشتریان نمایش داده شود و نظر آنها نسبت به این محصولات جلب شود.
نرم افزارهای CHITUBOX چه برش هایی را ایجاد میکنند؟
چاپگرهای سهبعدی رزینی که بر مبنای نرم افزار chitubox کار میکنند به طور پیش فرض با ارتفاع برشی 0.05 میلیمتر برش می دهند. نکته مهمی که در این نوع برش وجود دارد این است که سرعت بر کیفیت ارجحیت پیدا خواهد کرد. همچنین باعث می شود کیفیت سطح محصول و به طور کلی کیفیت محصول اندکی افت پیدا کند. اگر برایتان سوال شده است که بهترین ارتفاع برای ایجاد بهترین تنظیمات پرینتر رزینی در این قسمت چیست. در پاسخ باید بگوییم که پیشنهاد ما 0.25 میلی متر است. این ارتفاع اگرچه نسبت به ارتفاع قبلی زمان بیشتری میبرد اما میتواند بطور عاقلانه تعادل بین سرعت و کیفیت را ایجاد کند.