راهنمای خشک نگه داشتن فیلامنت
راهنمای خشک نگه داشتن فیلامنت
خشک نگه داشتن فیلامنت یک مرحله مهم در فرآیند چاپ سه بعدی است. با اینکه نگهداری فیلامنت در یک محیط خشک صورت میگیرد اما با اینحال به دلیل خواص فیلامنت مورد استفاده، تجمع رطوبت ممکن است رخ دهد.
بیشتر پلاستیک های مورد استفاده برای فیلامنت پرینت سه بعدی، قابلیت جذب رطوبت از هوای محیط اطراف را دارند. خشک نگه داشتن فیلامنت ها کار سختی نیست، زیرا می توانید آنها را در کیسه های نایلونی زیپ کیپ با مواد خشک کننده اضافه شده مانند سیلیکاژل نگهداری کنید.
با این حال، اگر فیلامنتی دارید که در معرض رطوبت قرار گرفته است، نگران نباشید. هنوز هم می توانید قبل از استفاده آنها را خشک کنید! همچنین، به خاطر داشته باشید که برخی از راههای خشک کردن فیلامنت را میتوان به راحتی در خانه خود و بدون تجهیزات گران قیمت انجام داد. قبل از اینکه به نحوه خشک کردن فیلامنت بپردازیم، اجازه دهید به این موضوع بپردازیم که چرا رطوبت برای پلاستیک و چاپ سه بعدی مضر است.
اهمیت خشک نگه داشتن فیلامنت
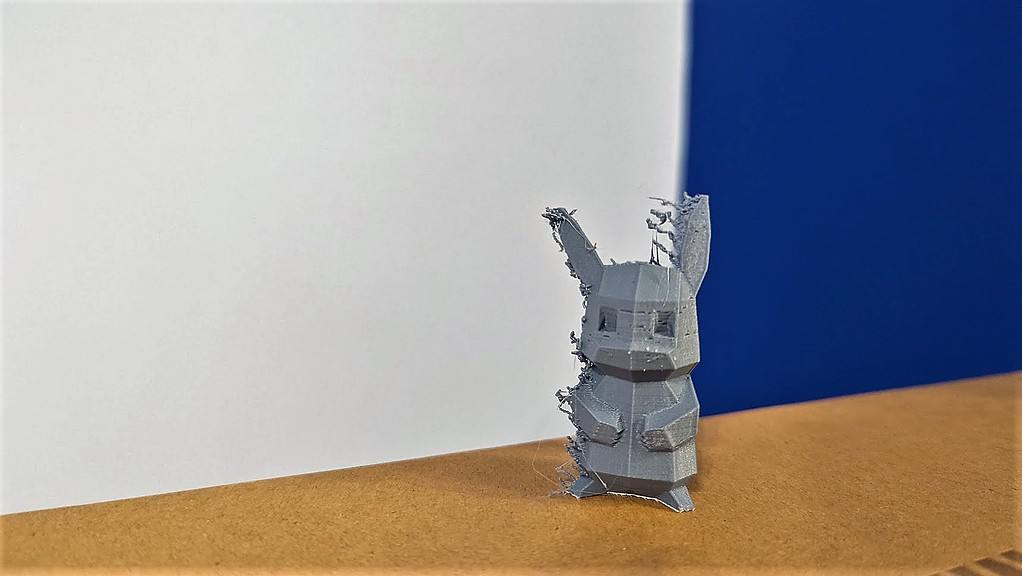
فیلامنت ضعیف، رطوبت یا اتفاقات ساده اینچنینی می تواند باعث ایجاد آب یا مایعات دیگر بر روی فیلامنت شما شود. فیلامنت مرطوب می تواند چاپ های معیوب ایجاد کند، بنابراین توصیه می شود همیشه آن را خشک نگه دارید.
تشخیص خیس بودن فیلامنت با نگاه کردن به آن به آسانی ممکن نیست. با این حال، زمانی که شروع به چاپ با آن کردید، می توانید مرطوب بودن یا نبودن فیلامنت خود را تشخیص دهید.
فیلامنت مرطوب هنگام اکسترود کردن صدای ترکیدن یا ترک خوردن تولید می کند، تقریباً صدایی مانند تولید پاپ کورن. در صورتی که موتور اکسترودر متوقف شده باشد اما مواد همچنان از انتهای داغ خارج شود، می توان به وجود عیبی در فیلامنت پی برد.
دلیل اصلی این امر این است که حجم آب هنگام گرم شدن از مایع به بخار منبسط میشود، بنابراین وقتی مولکولهای آب در فیلامنت در طی پرینت سهبعدی به جوش میآیند، منبسط شده و لکهایی از خود باقی میمانند.

از آنجایی که این امر می تواند باعث ایجاد شکاف در هنگام ذوب شدن فیلامنت شود، جریان ثابتی از مواد وجود نخواهد داشت و شما را با یک پرینت سه بعدی معیوب رو به رو می کند. البته که عوارض جانبی دیگری نیز وجود دارد که می توانید از فیلامنت با رطوبت بیش از حد انتظار داشته باشید.
با خشک کردن فیلامنت، می توانید یکپارچگی آن را بازیابی کنید.نکته قابل توجه این است که خشک کردن باید با دقت و زیر نقطه ذوب مواد انجام شود. همچنین توجه داشته باشید که استفاده از دمای خشک کردن بیش از حد بالا می تواند باعث کریستال شدن مواد و تبدیل آن به شیشه در هنگام سرد شدن مجدد شود. این امر باعث کمتر شدن انعطاف پذیری فیلامنت شما می شود. پس توجه به دمای خشک کردن بسیار مهم است.
در حالی که خشک کن های فیلامنتی به صورت تجاری در دسترس هستند، خبر خوب این است که حتی شما می توانید از وسایل موجود که ممکن است در خانه خود داشته باشید استفاده کنید!
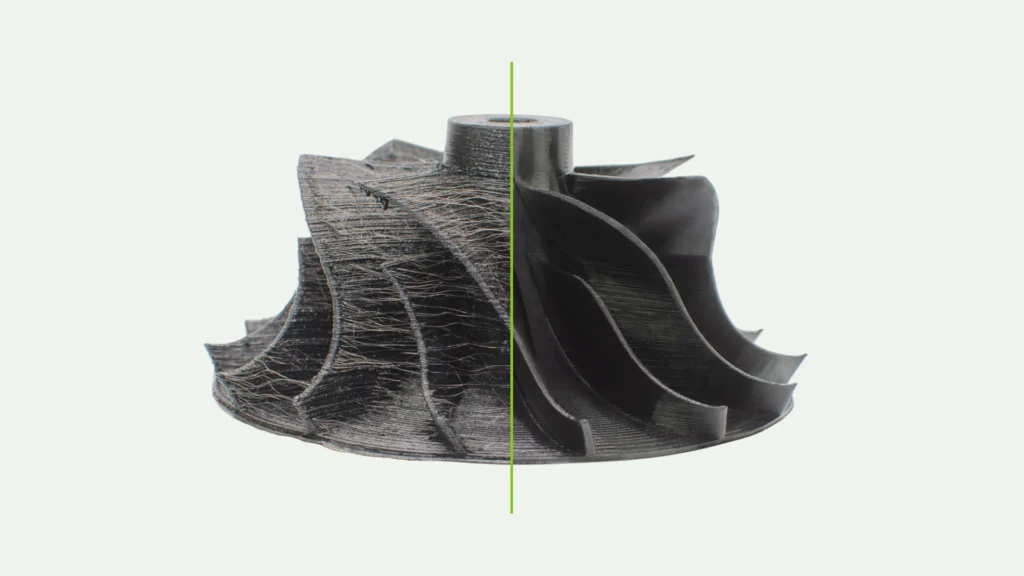
بیایید چندتا از بهترین روش های مختلف برای خشک کردن فیلامنت و مشکلاتی که ممکن است با آن مواجه شوید را بررسی کنیم تا بتوانید از نقص هایی مانند سطوح ناهموار و انسجام کم هنگام پرینت سه بعدی جلوگیری کنید.
بهترین راه ها برای خشک کردن فیلامنت
خشک کن فیلامنتی اختصاصی
داشتن یک خشک کن ساخته شده برای فیلامنت ها، حدس و گمان را حذف می کند و به شما این امکان را می دهد تا روی چاپ سه بعدی تمرکز کنید. خشک کن های فیلامنتی معمولاً دارای یک استوانه قرقره هستند که در یک محفظه محصور فرو رفته است. هوای گرم کنترل کننده دما به داخل محفظه پمپ می شود تا رطوبتی را که از دریچه آزاد عبور می کند از بین ببرد. قرقره می تواند برای گرم شدن یکنواخت بچرخد تا از تاب برداشتن رشته جلوگیری کند.
یک امتیاز اضافی خشک کن فیلامنتی این است که وقتی فیلامنت شما خشک شد، می توانید از محفظه به عنوان انبار برای نگهداری استفاده کنید.
فر پخت و پز
پرکاربردترین لوازم خانگی که می تواند به عنوان خشک کن فیلامنتی مورد استفاده قرار بگیرد، فر معمولی شماست! مانند زمان پخت کیک، قبل از اینکه فیلامنت خود را برای خشک شدن بگذارید، فر باید از قبل گرم شود تا کل فضای داخلی دارای دمای مناسب شود. درجه حرارتی که اجاقها برای رسیدن به دما استفاده میکنند، میتواند به جای خشک شدن آهسته، منجر به نرم شدن فیلامنت شود.بنابراین پیشنهاد میکنیم از دماسنج شیشهای استفاده کنید تا بتوانید از دمای دقیق فر خود مطمئن شوید و به راحتی آن را حفظ کنید، نه اینکه به ترموستات فر خود متکی باشید.
Material | Temperature | Time in Oven |
PC | 80°C-90°C | 7-10 hours |
ASA | 80°C-85°C | 4-6 hours |
Nylon | 75°C-90°C | 4-6 hours |
ABS | 65°C-75°C | 4-6 hours |
PETG | 60°C-65°C | 4-6 hours |
PLA | 40°C-50°C | 4-6 hours |
TPU | 40°C-45°C | 4-5 hours |
ممکن است شما بخواهید از ایرفرایر به عنوان جایگزین برای فر خود استفاده کنید، با اینحال باید فضای داخلی فشرده تر ایرفرایرنسبت به فر را در نظر بگیرید زیرا قرقره فیلامنت شما را بسیار نزدیک به گرما قرار می دهد و می تواند منجر به خشک شدن ناهموار یا گرم شدن بیش از حد برخی از قسمت ها شود. به همین دلیل، بهتر است از استفاده از ایرفرایر برای خشک کردن فیلامنت خودداری کنید.
نکات ایمنی برای خشک کردن فیلامنت
- دستگاههای خود را تمیز یا دور از پخت و پز نگه دارید. از آنجایی که فیلامنتها هنگام گرم شدن بخارات مضری از خود ساطع میکنند، پس از فرآیند خشک کردن، تمیز کردن کامل دستگاههای خانگی که استفاده میکنید ضروری است.
- از تهویه کارآمد استفاده کنید. این فرآیند علاوه بر تولید بخارات مضر می تواند بوی نامطبوعی نیز ایجاد کند. هنگام خشک کردن فیلامنت، به شما توصیه می کنیم که این کار را در فضایی با تهویه مناسب یا زیر هود بخار یا هود شیمیایی انجام دهید. هود یک دستگاه تهویه است که قرار گرفتن در معرض دود یا بخارات سمی را محدود می کند.
- از یک قرقره مقاوم در برابر حرارت استفاده کنید. قرقره فیلامنت را فراموش نکنید ! اطمینان حاصل کنید که قرقره فیلامنت شما می تواند دمای خشک شدن انتخابی را بدون تاب برداشتن یا ذوب شدن تحمل کند. یک قرقره پلی استیرن معمولی PS)) حدود 80 درجه سانتیگراد شروع به ذوب شدن می کند، اما یک قرقره فلزی خطر تاب برداشتن یا ذوب شدن را ندارد.
اکنون که کمی بیشتر در مورد اهمیت خشک نگه داشتن فیلامنت و همچنین روش های مختلف خشک کردن آن فهمیدید، مهم است که برای چاپ های بعدی از خشک ماندن آن اطمینان حاصل کنید.