اموزش تبدیل DXF to gcode
چرا باید فایل DXF را به G-code تبدیل کنیم؟
تبدیل فایل DXF به G-code در صنعت برای بسیاری از افراد اهمیت خاصی دارد. حتی با وجود اینکه انواع فایلهای دیجیتالی مانند OBJ، STL، 3MF وجود دارند که میتوانند به جای یکدیگر در ماشینها و چاپگرهای مختلف استفاده شوند اما این فرمت محبوبیت ویژهای دارد. از سوی دیگر اما شرایط برای همه ماشینها اینگونه نیست و ماشینهای CNC، فقط میتوانند فرمتهای فایل خاصی را بخوانند.اموزش تبدیل DXF to gcode
در میان کاربران دستگاههای CNC، فرمت تبادل داده یا DXF (data exchange format) محبوبیت زیادی دارد. دلیل آن هم این است که برای به اشتراک گذاری نقشههایی که بر روی یک روتر CNC برش داده میشوند، عالی است. اما، بسیاری از دستگاههای CNC برای خواندن فایلهای DXF مجهز نیستند و در عوض فقط میتوانند G-code را بخوانند.
در این مقاله، روشهای مختلف تبدیل فایل DXF به G-code را بررسی خواهیم کرد. سه روشی که در ادامه شرح خواهیم داد
فایلهای DXF و G-code چه فایلهایی هستند؟
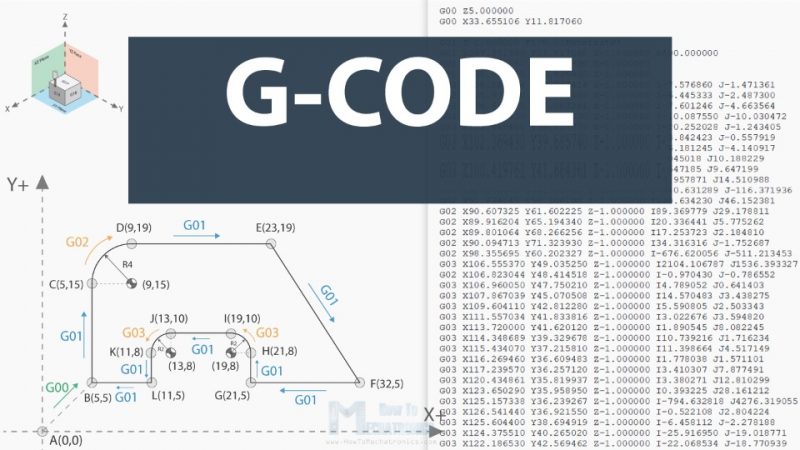
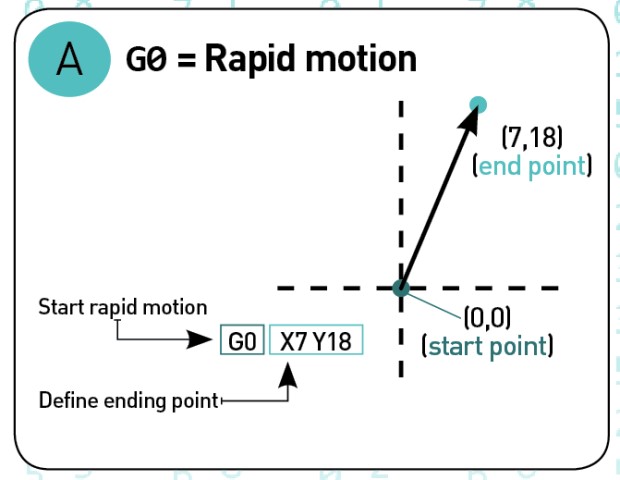
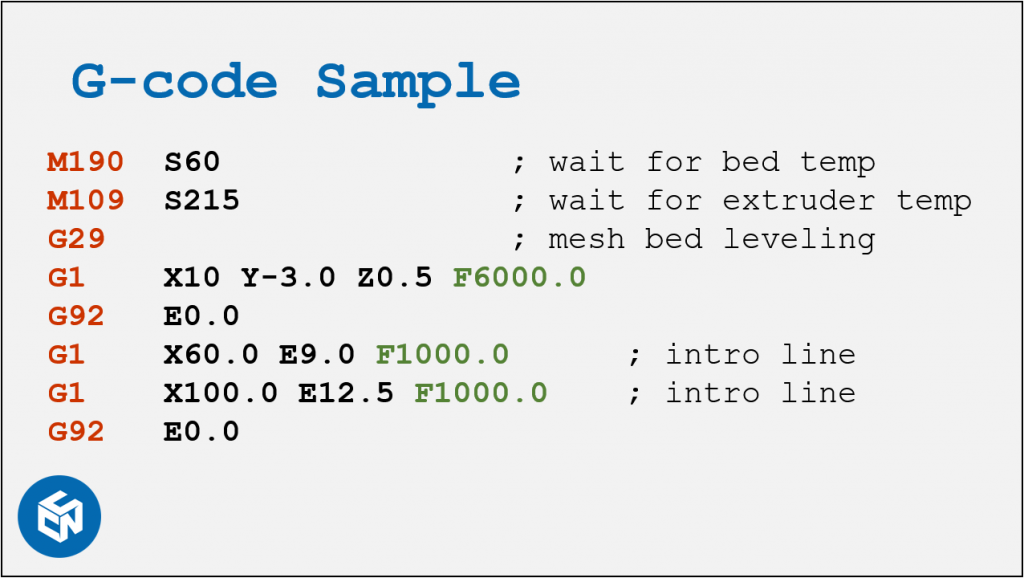
میدانیم که G-code یک زبان برنامه نویسی است که با استفاده از دستورات الفبایی به ماشین میگوید که چگونه یک کار را انجام دهد. اما ممکن است درباره DXF اطلاعات زیادی نداشته باشیم. برای توضیح DXF ابتدا باید DWG را توضیح دهیم.اموزش تبدیل DXF to gcode
DWG فرمت بومی طراحی در اتوکد است، اما قابلیت سازگاری با نرم افزارهای غیر Autodesk را ندارد. در واقع Autodesk با معرفی فرمت DXF در سال 1982، سازگاری بین AutoCAD و سایر برنامههای طراحی به کمک کامپیوتر (CAD) را توسعه داد. DXF قادر به ارائه یک کپی دقیق از یک طراحی DWG است. و بر خلاف فایلهای DWG، میتوانید از آن در نرم افزارهای شخص ثالث نیز استفاده کنید. مثل نرم افزار کتیا سالیدورک اینونتور و…….
تبدیل یک فایل مدل سه بعدی مانند STL، OBJ، 3MF به G-code را میتوان با استفاده از یک slicer انجام داد، اما ماشینهای CNC به برنامه متفاوت تحت عنوان G-code Generator نیاز دارند. ژنراتورهای کد G به شما این امکان را میدهند که دستورالعملهای خاصی که برای دستیابی به برش یا حکاکی نیاز دارید، را با توجه به ابزار یا مواد خاص اضافه کنید. ژنراتورهای زیادی وجود دارد، اما همه آنها نمیتوانند فایل DXF را به G-code تبدیل کنند.
اکنون با توجه به موارد گفته شده و محبوبیت DXF روشهای تبدیل از این فرمت به G-code را توضیح میدهیم.اموزش تبدیل DXF to gcode
تبدیل فایل DXF به G-code با استفاده از Scan2CAD
اولین روش تبدیل فایل DXF به G-code استفاده از Scan2CAD است. خود Scan2CAD یک رابط CAM است که فایل ورودی را به DXF قابل برش تبدیل میکند.
این ابزار محبوبیت زیادی دارد و توسط افراد مختلف و با هر سطح توانایی استفاده میشود. Scan2CAD برای تبدیل انواع مختلف فایل از جمله تصاویر اسکن شده مورد استفاده قرار میگیرد.
درباره قیمت این برنامه باید اضافه کرد که این برنامه رایگان نیست. یک نسخه آزمایشی 14 روزه وجود دارد، اما کاربران عادی که به 50 تبدیل یا کمتر در سال نیاز دارند، باید سالانه 299 دلار بپردازند. البته برای استفاده و تبدیلهای بیشتر، قیمت نیز بالاتر میرود.
این نرم افزار همچنین دارای بسیاری از ابزارهای تولید به کمک کامپیوتر (CAM) است که میتواند به شما کنترل بر نحوه انجام کار برش را بدهد. هنگام تولید کد G از نقشههای DXF، میتوانید Z-offset دستگاه خود را تنظیم کنید، یک نقشه را مقیاس کنید، جهت چرخش را تنظیم کنید و از گزینههای G-code Bezier استفاده کنید.
در ضمن، Bezier امکان تنظیم دستی شکل منحنی و نرخ تغییر در هر دو طرف فریم کلیدی را فراهم میکند. در واقع این منحنی به کمک مجموعهای از نقاط کنترل P0 تا Pn تقسیم بندی میشود که کنترل بیشتری بر روی طرح میدهند.
برای تبدیل فایل به DXF نیز کافی است که مراحل زیر را دنبال کنید.
برنامه Scan2CAD را اجرا کنید.
منوی File را در گوشه بالا سمت چپ باز کنید و سپس فایل DXF خود را باز کنید.
دکمه تبدیل (Convert button) را انتخاب کنید و “Outline” را به عنوان روش برداری انتخاب کنید. سپس بر روی “Run” کلیک کنید.
در صورت نیاز Vector definitionرا تنظیم کنید. وقتی به نتیجه دلخواه رسیدید، روی «OK» کلیک کنید.
از ویژگیهای CAM Scan2CAD (Scanfeatures2CAD’s CAM) برای ایجاد مسیر ابزار (tool path) مورد نظر خود برای برش طرح DXF استفاده کنید.اموزش تبدیل DXF to gcode
مسیر ابزار (tool path) را به عنوان یک اسکریپت G-code صادر کنید.
استفاده از DXF2Gcode برای تبدیل فایل DXF به G-code
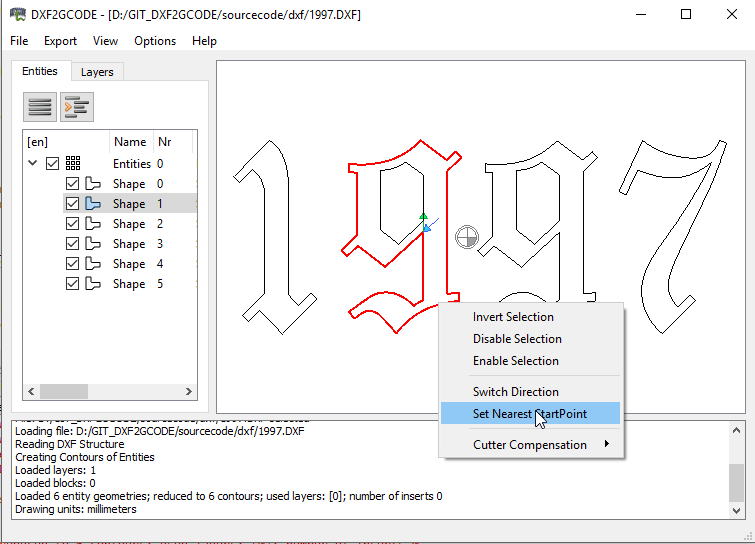
بسیاری از افراد ممکن است استفاده از برنامه رایگان و منبع باز DXF2Gcode را برای تبدیل فایل DXF به G-code ترجیح دهند. این برنامه به صورت کلی برای تبدیل فایل به G-code مورد استفاده قرار میگیرد. اما به به طور خاص، برایLinuxCNC، با نوع فایل “.ngc” و برای کاربران دستگاههای CNC در نظر گرفته شده است. اگرچه پلتفرم و رابط کاربری ممکن است کمی ساده به نظر برسد، اما یک برنامه قابل اعتماد و موثر است. برای تبدیل فایل به G-code مراحل زیر را انجام دهید.
برنامه DXF2Gcode را باز کنید.
روی منوی File در گوشه بالا سمت چپ کلیک کنید. سپس روی «Open…» کلیک کنید و فایل DXF خود را انتخاب کنید.
از تب Layersدر سمت چپ رابط، تمام اشکالی را که میخواهید در برش خود قرار دهید را انتخاب کنید.
روی دکمه Options کلیک کنید و “Configuration…” را انتخاب کنید. در اینجا، میتوانید تنظیمات پیکربندی، مانند تنظیمات دستگاه و موارد دیگر را اعمال کنید. روی دکمه Export کلیک کنید و “Optimize Paths” را انتخاب کنید. در نهایت، G-code ایجاد شده را مرور کنید، دوباره روی دکمه Export کلیک کنید، Export Shapes را انتخاب کنید و فایل LinuxCNC G-code خود را ذخیره کنید.
در ضمن برای ایجاد مسیر ابزار کافی است که بر روی دکمه Optimize Paths کلیک کنید تا مسیر ابزار را برای CNC router خود را در کمترین زمان ایجاد کنید.اموزش تبدیل DXF to gcode
استفاده از Fusion 360 برای تبدیل فایل DXF به G-code
آخرین روش برای تبدیل فایل DXF به G-code استفاده ازFusion 360 است. Fusion 360 یک برنامه Autodesk با قابلیتهای مختلف است و طیف گسترده ای از فرمتهای فایل از جمله DXF را نیز پشتیبانی میکند.
برای تبدیل فایل ورودی به G-code نیز کافی است که مراحل زیر را انجام دهید.
بر منوی File را در گوشه سمت چپ بالا کلیک و “Open…” را انتخاب کنید سپس فایل DXF مورد نظر خود را برای وارد کردن در Fusion 360 انتخاب کنید.
روی منوی کشویی Designدر گوشه سمت راست بالا کلیک و تب Manufacturing را انتخاب کنید.
در همان برگه، بخش «Milling» را در toolbarبالا انتخاب کنید.
هر برش و یا تغییری که میخواهید را اضافه کنید و تنظیمات لازم برای این دستورالعملها را انجام دهید.
روی دکمه با نماد “G1 G2” کلیک کنید، تا گزینههای پس از پردازش را مشاهده کنید. میتوانید آن را در قسمت بالای toolbar بالا پیدا کنید. در صفحه باز شده، روی “Post” کلیک کنید. فایل .nc شما در محلی که انتخاب میکنید ذخیره خواهد بود.
ابتدا فیل خود را import (وارد) کنید و از بخش Fusion و سپس Manufacturing اقدام به تبدیل آن کنید. پس از وارد کردن فایل میتوانید از بخش Milling section کارهای برش خاص را به طرح خود اضافه کنید و فایل خود را آماده کنید.
برای کسب اطلاعات بیشتر درباره شیوه تبدیل فایل DXF به G-code و همچنین این فرمت فایلها با ما مانند همیشه در ارتباط باشید.اموزش تبدیل DXF to gcode