فیلامنت ASA
آکریلونیتریل استایرن اکریلات (Acrylonitrile styrene acrylate)که به اختصار (ASA) شناخته می شود ،یک ترموپلاستیک است که می توانید به صورت سه بعدی چاپ کنید و دارای خواص بسیاری است که آن را برای اهداف مهندسی و فضای باز مناسب می کند. ASA اساساً هم خانواده و بهبود یافته اکریلونیتریل بوتادین استایرن (ABS) است که بیشتر شناخته شده و مورد استفاده قرار می گیرد . ASA بدون برخی از اشکالات بسیاری از مزایای ABS دارد.فیلامنت ASA چیست
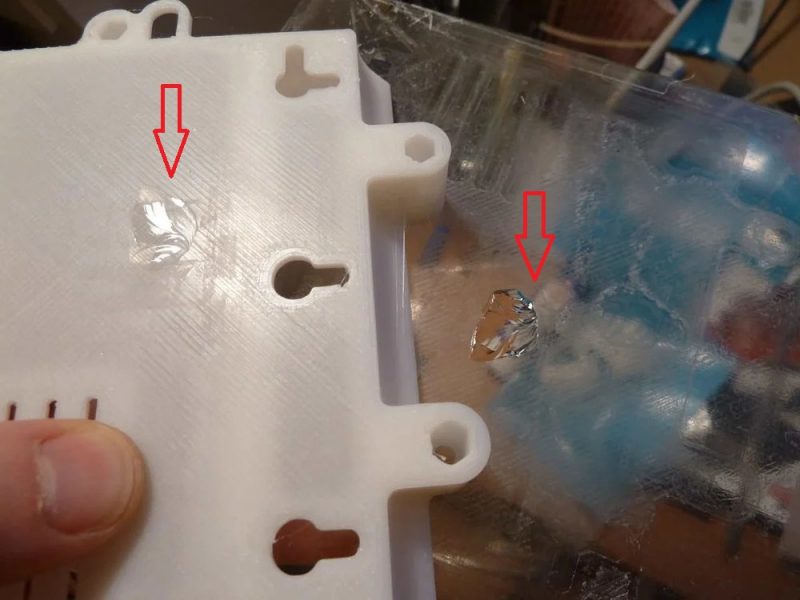
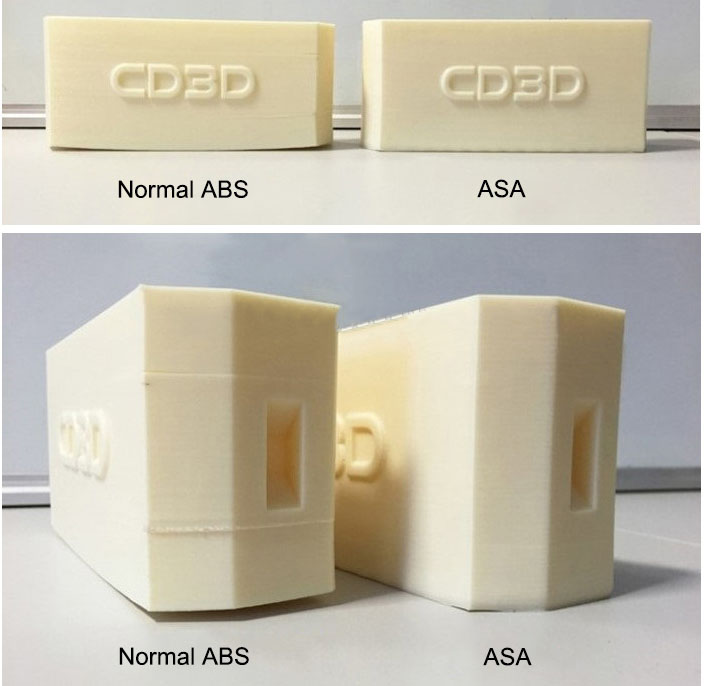
ترموپلاستیک ASA دارای تعدادی ویژگی است که آن را از پلاستیک های پیشرو یعنی PLA و ABS متمایز می کند. برای شروع ، ABS بسیار مستعد اثر تاب(Warping) است ، یعنی هنگام پرینت قطعاتی که سطح زیادی را اشغال می کنند ، گوشه ها بلند می شوند. علاوه بر این ، تمایل به تغییر رنگ در تماس با شرایط محیطی سخت تر دارد. این دو عیب در مورد پلاستیک ASA رخ نمی دهد. در برابر اشعه ماورا بنفش بسیار مقاوم تر است. چاپ این فیلامنت از دو مورد معمولاً مورد استفاده در انجمن آسان تر است. این خصوصیات باعث می شود که ASA در صنایعی مانند خودروسازی مورد استفاده قرار گیرد.فیلامنت ASA چیست
مشخصات فیلامنت ASA برای چاپ سه بعدی
تا آنجا که به تولید به روش افزودنی مربوط می شود ، این ماده خاصیت های منحصربه فردی دارد که باید برای استفاده از آن در نظر گرفته شود. برای کسانی که تجربه پرینت سه بعدی با ABS را دارند ، این کار ساده ای خواهد بود. با این حال ، اگر چنین آموزشی ندارید ، باید یک سری توصیه ها را در مورد ساخت قطعات با ASA دنبال کنید. در وهله اول ، این کار را می توان با یک پرینتر سه بعدی باز انجام داد ، اما توصیه می شود از یک پرینتر دارای محفظه بسته استفاده کنید ، زیرا می تواند به تغییرات ناگهانی دما در طول مراحل تولید حساس باشد. توصیه می شود علاوه بر ایجاد عایق حرارتی و الکتریکی ، از نوار (Kapton Tape) برای کاهش اثر تابشی احتمالی هنگام چاپ نیز استفاده شود. فیلامنت ASA بسیار متنوع است ، بنابراین در صورت لزوم ، مواد HIPS می توانند به عنوان ساپورت کمکی برای مدلهای دارای کانتینر در فاصله کمتر از 45 درجه از سطح افقی استفاده شوند.فیلامنت ASA چیست
همچنین توصیه می شود از فن با توان کم استفاده کنید. این امر باعث پرینت قطعات با کیفیت بالاتر و جلوگیری از مشکلاتی مانند ترک خوردن یا گرم شدن بیش از حد پرینتر سه بعدی می شود. بنابراین ، فن بدون ایجاد تغییر ناگهانی در دما ، به جامد شدن مواد کمک خواهد کرد. این ترموپلاستیک بین 220 تا 245 درجه سانتیگراد ذوب می شود ، اگرچه هر سازنده فیلامنت سه بعدی طیف کمی متفاوت خواهد داشت. قرار دادن هیت بد پرینتر در دمای 90 تا 110 درجه سانتیگراد برای جلوگیری از تغییر شکل مناسب است.
ASA مانند ABS در پرینت سه بعدی کمی دشوار است زیرا هنگام پرینت به گرما حساس است. با این حال ، قطعات ASA پس از چاپ بسیار مقاوم در برابر حرارت و با دوام هستند. چاپ های ASA نیز سفت و سخت و محکم هستند و حتی می توانند بیشتر از قطعات مشابه ساخته شده از ABS باشند. برخلاف آنچه بسیاری از کاربران با پرینت های سه بعدیی که با ABS زده شده اند ، ASA با بیرون ماندن زرد نمی شود.فیلامنت ASA چیست
مزایا و معایب ASA و موارد استفاده آن
اگر شما علاقه مند به پرینت سه بعدی با ASA هستید ، دانستن اینکه برای چه چیزی قابل استفاده است ، و همچنین برخی از دلایلی که ممکن است بخواهید (یا نخواهید) در این فیلامنت خاص امتحان کنید ، مفید است. بیایید نگاهی عمیق تر بیاندازیم!

مزایا
- مقاومت در برابر اشعه ماورا بنفش
- مقاومت شیمیایی قوی
- ضد آب
- امکان پرداخت و post processing با استون
- مقاومت در برابر ضربه بالا
- با دوام
- کیفیت خوب بعد از مرحله پرینت
- ضد الکتریسیته ساکنفیلامنت ASA چیست
فیلامنت PLA
معایب
با توجه به مزایا و معایب موجود در فیلامنت ASA مواد استفاده آن شامل موارد ذیل می شود :
- قطعات خارجی خودرو
- مصارف منزل
- محصولات ورزشی
- علامت گذاری بیرونی
- تجهیزات باغ
- قطعات و وسایل فضای باز
اکنون که درباره مکان استفاده از قطعات ASA اطلاعات بیشتری کسب کردیم ، بیایید نگاهی به پرینت سه بعدی فیلامنت ASA بیندازیم .فیلامنت ASA چیست
نکاتی درباره نحوه پرینت فیلامنت ASA
ASA می تواند یک ماده بسیار حساس برای چاپ باشد ، بنابراین تنظیمات چاپ ، از جمله دما ، نقش اساسی در چگونگی پرینت دارد. همیشه باید تنظیمات ارائه شده توسط سازنده فیلامنت ASA خاصی را که هنگام ارائه استفاده می کنید ، مدنظر داشته باشید.
فیلامنت ASA چیست
نکات پیش رو شما را هنگام بروز مشکلات رایج هنگام پرینت با ASA کمک می کند:
- اطمینان حاصل کنید که سطح هیت بد (Heat bed) مناسبی دارید
- از چسب بستر مانند چسب ABS (ABS Juice)، نوار کاپتون ، چسب یا اسپری مو استفاده کنید
- از محفظه استفاده کنید
- درجه حرارت را تنظیم کنید تا از گرم شدن بیش از حد جلوگیری شود
- فن خنک کننده را روی سرعت پایین تنظیم کنید (5-10٪ بعد از لایه اول)
- اطمینان حاصل کنید که تخت خواب یکنواخت است
- هنگام تعویض مواد ، نازل را تغییر دهید. فیلامنت ASA چیست
- دمای نازل برای پرینت ASA در حدود °C 220-245
- دمای هیت بد در حدود 90-110 °C
- برای پرینت این فیلامنت نیازی به روشن بودن فن نیست