تفاوت دو نرم افزار cura & simplify3d
تفاوت دو نرم افزار cura & simplify3d
تفاوت دو نرم افزار cura & simplify3d باعث شده است، اسلایسر ها متفاوت عمل کنند. از میان این دو نرم افزار کدام یک را برای پرینتر سه بعدی خود استفاده می کنید؟ اگر بهترین گزینه را با توجه به کسب و کار خود انتخاب کنید میتوانید سودآوری بیشتری داشته باشید. ابزارهایی که در بخش اسلایسر برای تولید محصول وجود دارند میتوانند به عنوان پارامتر هایی مهم عمل کنند. یعنی این پارامترها را میتوانید تبدیل به دستورالعملهایی کنید که مطابق آن ها محصول تولید شود. شناسایی این پارامتر ها توسط دستگاه پرینتر از طریق G-code انجام میگیرد. لذا این کدنویسی و وارد کردن برنامهای درست به دستگاه پرینتر به عنوان یکی از مهمترین مراحل تولید موفق محصول محسوب می شود. حال با این توضیحات آیا به این دقت به برنامه های دستگاه توجه کرده اید؟ همچنین آیا فرایند تولید محصول خود را مطابق با این برنامه ها انجام داده اید؟
چرا تفاوت دو نرم افزار cura & simplify3d مهم است؟
اهمیت تفاوت دو نرم افزار cura & simplify3d در انجام پرینت با کیفیت نهفته است. قیمت نرم افزار Simplify3D حدود ۱۵۰ دلار است و جزء برترین نرم افزارهای بازار محسوب می شود. این نرم افزار برای ویندوز های MacOS و لینوکس گزینه ی مناسبی می باشد. این نرم افزار ویژگی های انحصاری را در اختیار پرینترهای سه بعدی قرار داده است. اما نرم افزار cura به طور رایگان در اختیار همه قرار دارد و با پرینترهای Ultimaker سازگار است. کاربرد این نرم افزار برای همه به طور یکسان و آسان است و همه می توانند ایده های ذهنی خود را از طریق آن اعمال کنند. با توجه به تفاوت هزینه این دو نرم افزار احتمالاً اغلب کاربران از نرم افزار رایگان یعنی cura استفاده می کنند. پس اجازه دهید برای آگاهی بیشتر جهت انتخاب درست به طور مستقیم سراغ هزینه ها و بروزرسانی های این دو نرم افزار برویم.
تاثیر هزینه ها در تفاوت دو نرم افزار cura & simplify3d چیست؟
یکی از مهمترین عواملی که باعث تفاوت دو نرم افزار cura & simplify3d میشود، هزینه ها است. نرم افزار Simplify3D حدود ۱۵۰ دلار قیمت دارد که برای مبتدیان یعنی دانشآموزان و همچنین مربیان دارای ۲۵ درصد تخفیف است. البته شرکت تا ۱۴ روز پس از فروش می تواند در صورت عدم تمایل به استفاده از این نرم افزار، وجه پرداختی را عودت دهد. نرم افزار Simplify3D در سال 2019 آخرین ورژن خود یعنی نسخه (4.1.2) را به بازار عرضه کرده است. نسخه جدید این نرم افزار که در ورژن 5.0 می باشد هنوز به بازار عرضه نشده است. اما نرم افزار Cura متعلق به شرکت Ultimaker بوده و تحت عنوان LGPLv3 می باشد. زیرا دانلود برنامه و بروزرسانی هایی که در آینده برای آن ارسال خواهند شد به طور کاملا رایگان خواهند بود. تمام نسخه های مربوط به این نرم افزار در سایت جیت هاب (github.com) قابل دریافت می باشند.
تاثیر دسترسی و استفاده کاربران در تفاوت دو نرم افزار cura & simplify3d چیست؟
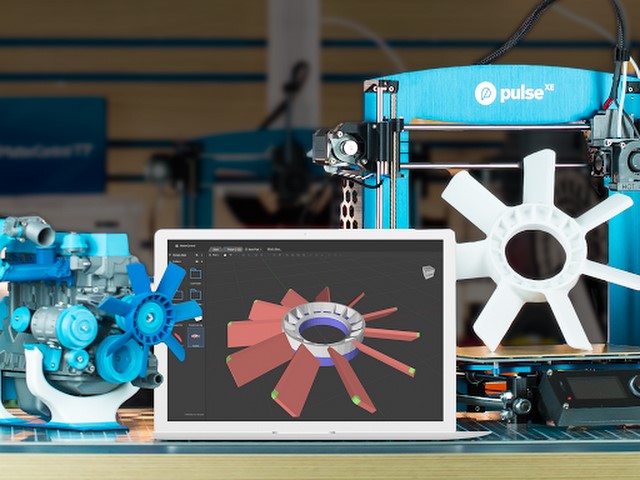
کسانی که هر دو نرم افزار را استفاده کردند به خوبی می دانند در موضوع کاربران، تفاوت دو نرم افزار cura & simplify3d چیست. زیرا در اولین مرحله برای طراحی، گزینه های زیادی را توسط نرم افزار Simplify3D در اختیار خواهند داشت. اما در نرم افزار cura باید بر توانایی های طراحی ذهنی خود متکی باشید؛ زیرا گزینه های زیادی در اختیار شما نخواهند بود. نرم افزار cura آیکون های بزرگتر ولی با نوار ابزار کوچک تری را نمایش میدهد. ولی نرم افزار Simplify3D با نوار ابزاری که در سمت راست صفحه نمایش در اختیار کاربر قرار میدهد مدیریت فوری مدل ها و چاپ را برای او فراهم می کند. همچنین آیکون های موقعیت یابی و مقیاس بندی محصول به طور ثابت در نرم افزار Simplify3D وجود دارند. ولی در نرم افزار cura زمانی نشان داده خواهند شد که طراحی یا ایده مدل وارد شده باشد.
تفاوت بخش تنظیمات و پیش نمایش چاپ در نرم افزارهای cura & simplify3d
پنل مربوط به تنظیمات نرم افزار simplify3d شامل یک پنجره می شود که تمام گزینه های مربوط به تنظیمات در آن تعبیه شده است. بخشی از این تنظیمات شامل: حجم محصول، دما و غیره می شوند. در simplify3d با نگه داشتن موس بر روی قسمت های مختلف می توانید توضیحاتی را مشاهده کنید. نرم افزار cura نمایش متفاوتی را از تنظیمات ارائه می کند. این تنظیمات در حالت افقی به طور کشویی قرار داده شده اند و میتوانید چیدمان آنها را کمی تغییر دهید. اسلایسر ها در هر دو نرم افزار قابلیت پیش نمایش مدل های طراحی شده را دارند. در این پیش نمایش فرآیند چاپ از جهت های مختلفی تجزیه، تحلیل و ناسازگاری های آنها شناخته می شوند. نکته مهم اینجاست که اگر مدل طراحی شده شما نیاز به تغییراتی داشته باشد در نرم افزار cura در همان محیط قابل انجام است. ولی در نرم افزار simplify3d چنین قابلیتی وجود ندارد. دانستیم تفاوت دیگری تفاوت دو نرم افزار cura & simplify3d مشخص شد.
نوع نمایش چاپ اطلاعات در نرم افزارهای cura & simplify3d
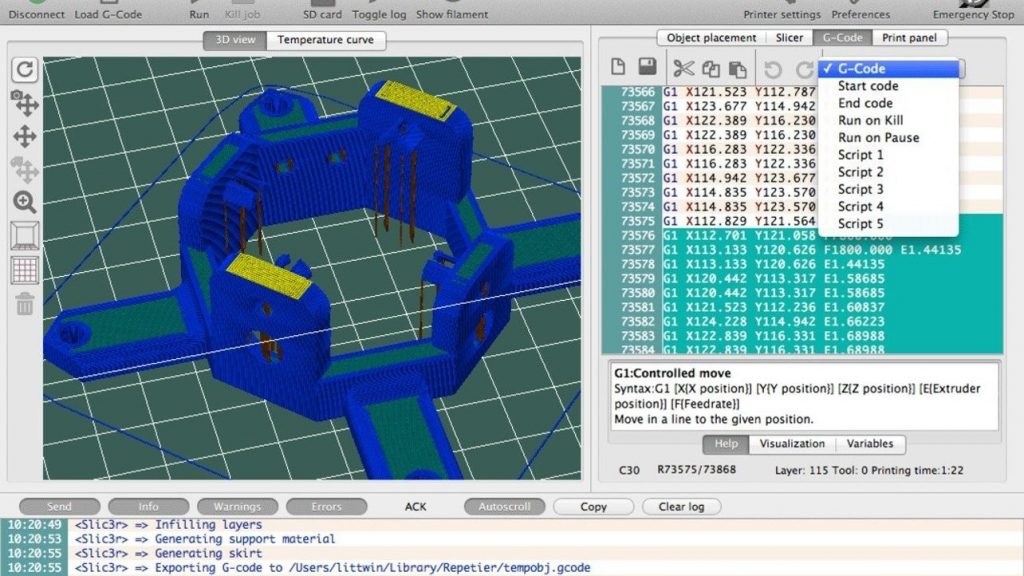
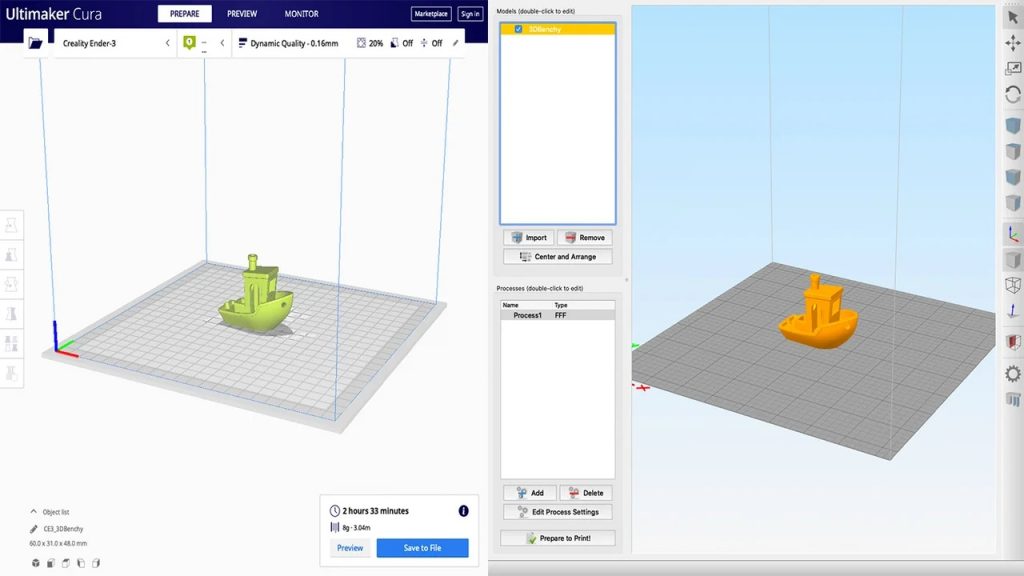
یکی از مهمترین مواردی که تفاوت دو نرم افزار cura & simplify3d را مشخص میکند اطلاعات چاپ است. به طور مثال اطلاعاتی مانند زمان چاپ، زمان و مقدار استفاده از فیلامنت و سایر موارد نمایش داده خواهند شد. در نرم افزار simplify3d مشخصات مربوط به اطلاعات چاپ در قسمت تنظیمات در سمت چپ پنل قرار داده شده است. در همان جا نیز اگر بخواهید تاثیر پارامترهای مختلف بر روی چاپ را ببینید باید از حالت این تنظیمات خارج شوید. یعنی مدل را همانگونه که میخواهید مجدداً طراحی و نتایج حاصل از آن طراحی را ببینید. در صورتی که در نرم افزار cura تمام اطلاعات مربوط به مدل در بخش تنظیمات در قسمت راست پنل وجود دارند. همچنین در صورتی که بخواهید تغییری را ایجاد کنید در همان جا می توانید تغییرات خود را اعمال کنید. یعنی دیگر نیاز نیست از آن قسمت خارج شوید و می توانید تاثیرات مولفه های مختلف را بر روی مدل مشاهده نمایید.
در نهایت کدام یک از نرم افزارهای cura & simplify3d بهتر است؟
با توجه به مواردی که ذکر شد بهتر دانستید که تفاوت دو نرم افزار cura & simplify3d چیست. لذا با توجه به نیازهایی که دارید و آگاهی که کسب کردید نرمافزار مورد نظرتان را انتخاب کنید. پیشنهاد ما این است که اگر مبتدی هستید از نرم افزار رایگان cura استفاده کنید. سپس اگر به گزینه های سفارشی و دسترسی های ویژه احتیاج داشتی از نرم افزار simplify3d استفاده کنید.