پافیلی شدن در پرینتر سه بعدی
پافیلی شدن در پرینتر سه بعدی
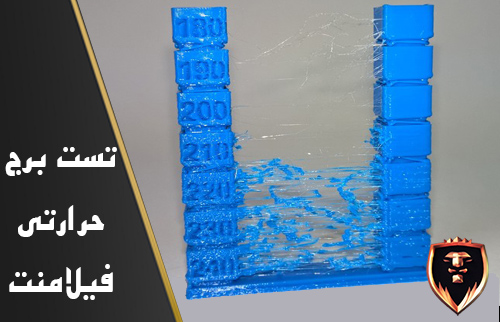
یکی از رایج ترین مشکلاتی که در خدمات پرینت سه بعدی با آن روبرو خواهید شد ، اصطلاحاً پای فیل است.
گرچه این مدل پرینت سه بعدی شما را به طور کامل از بین نمی برد ، اما اطمینان حاصل می کند که پس از اتمام مراحل پرینت سه بعدی ، به طور قابل توجهی کار دوباره بیشتری در مدل شما لازم است.
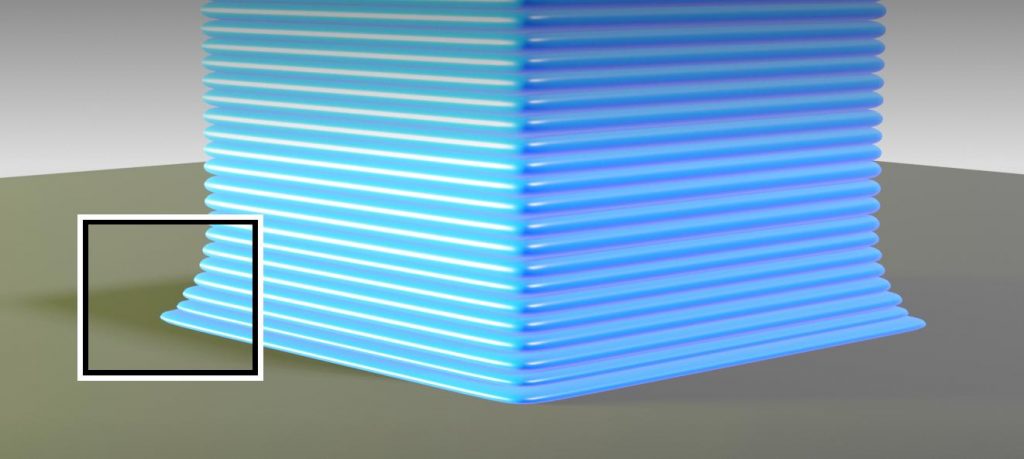
گاهی اوقات هنگام چاپ بدون Raft ، ممکن است متوجه شوید که لایه اول کمی بزرگتر از بقیه لایه های بالایی است که این پدیده را به خاطر شباهت به پای فیل، پا فیلی می گویند.
گرچه بیشتر اوقات قابل توجه و با اهمیت بسیار نیست ، اما هنگام چاپ سه بعدی برای کاربردهای صنعتی می تواند مشکل بزرگی ایجاد کند. این تلرانس باعث می شود که قطعات به سختی در کنار هم قرار بگیرند.
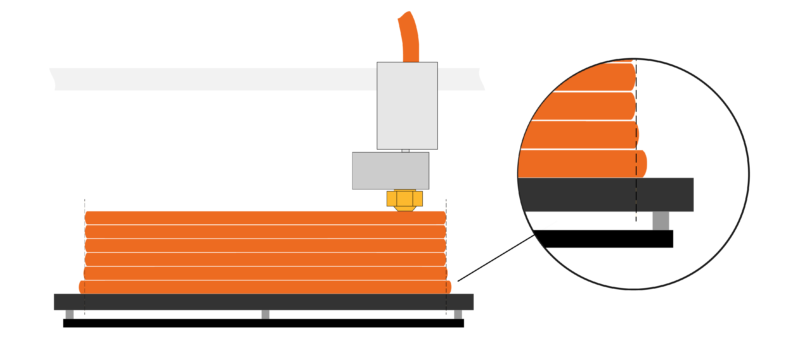
این مشکل غالباً در پرینت های بزرگ به وجود می آید ، زیرا علت به وجود آمدن این مشکل به سبب فشار آوردن نیروی وزن جسم روی لایه های اول ایجاد می شود. اگر به طور کامل خنک نشود ، این وزن باعث برجستگی لایه اول می شود.
پا فیلی اغلب به علت لایه اول خنک نشده ایجاد می شود.
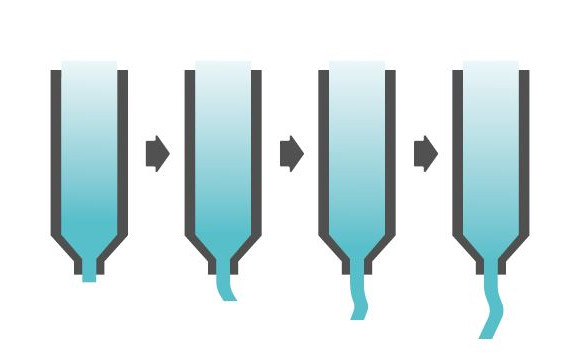
اگر دمای هیت بد (Heat bed) چاپ بسیار زیاد باشد یا اگر فن به اندازه مورد نیاز نتواند لایه ها را خنک کند
ممکن است لایه اول به درستی سرد نشود و باعث پهن شدن لایه های اولی در حین پرینت سه بعدی شود.
پافیلی شدن در پرینتر سه بعدی
هیت بد را کالیبره کنید و نازل پرینتر سه بعدی خود را تنظیم کنید
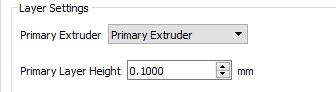
قبل از اینکه سراغ هر چیز دیگری بروید ، از ایده آل بودن شرایط پرینت مطمئن شوید. گاهی اوقات پا فیلی به سادگی نتیجه یک صفحه ساختاری بدون تراز یا یک ارتفاع بسیار نازک است. این مسائل هر دو باعث می شوند لایه اول خیلی پایین خرد شود و مجبور به بیرون آمدن شود.
خوشبختانه تعمیر آنها آسان است ، زیرا هم تراز کردن صفحه ساخت و هم افزایش اندک ارتفاع نازل (در برش دهنده شما) ساده و سریع است.
پافیلی شدن در پرینتر سه بعدی
کاهش دمای هیت بد (Heat bed)
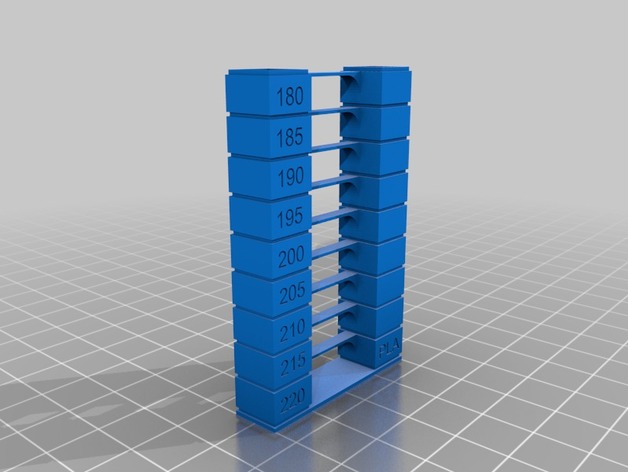
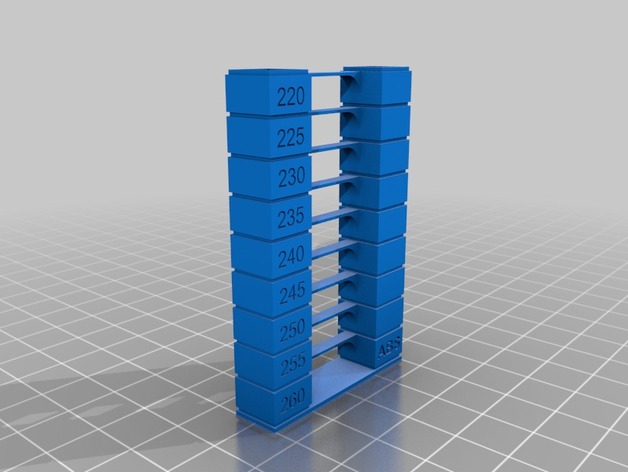
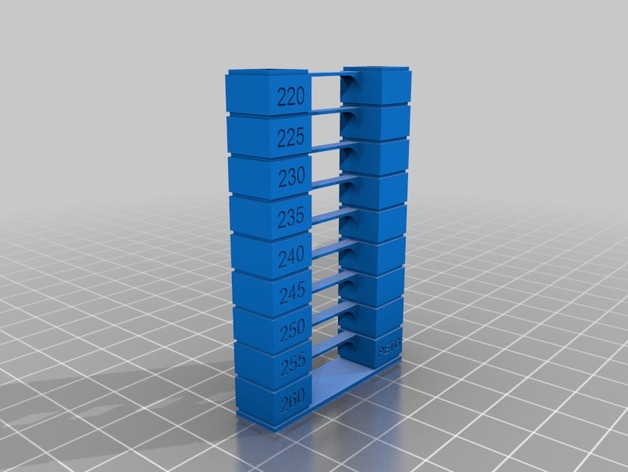
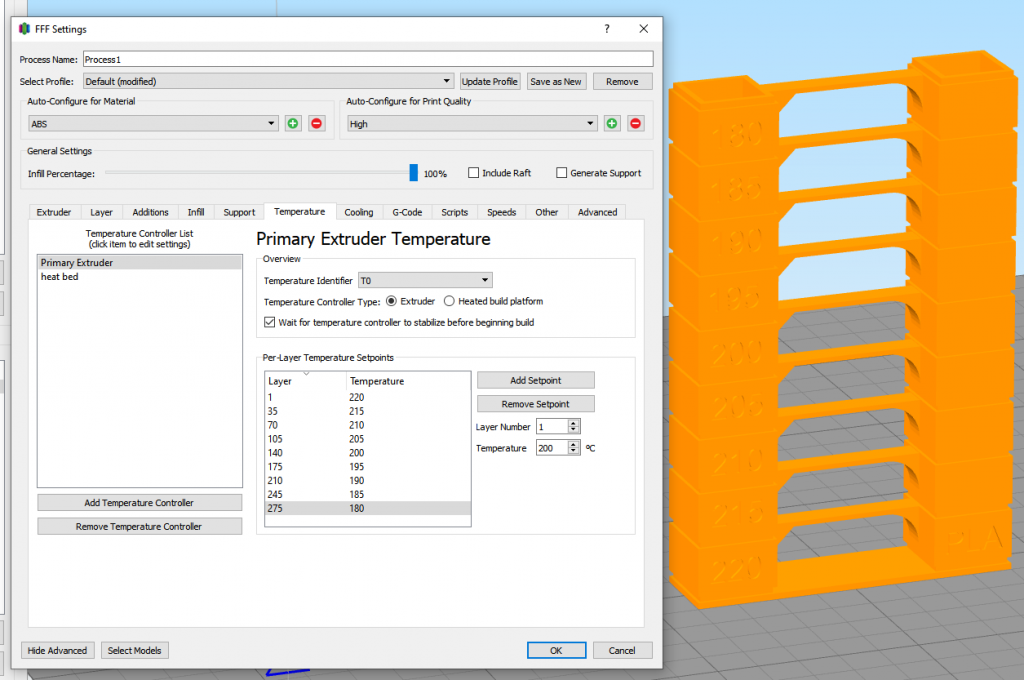
هنگام تنظیم دمای مناسب هیت بد پرینتر ، یافتن تعادل مناسب مهم است. مهم است که به لایه اول زمان کافی برای خنک شدن داده شود تا بتواند پایدار بماند.
اگر هیت بد پرینتر خیلی گرم باشد ، لایه های پایین که خیلی نرم هستند با وزن جسم فشرده می شوند. با این وجود ، اگر بستر چاپ خیلی سرد باشد ، ممکن است تاب خوردگی (warping)ایجاد شود که یک مسئله ناخوشایند دیگر از تنظیمات اشتباه پرینتر سه بعدی است .
دما را هر مرتبه 5 درجه سانتیگراد کاهش دهید تا با موفقیت پرینت شود و هیچ برآمدگی نداشته باشد. اگر آن را بیش از 20 درجه سانتیگراد خارج از دمای توصیه شده کاهش دهید و مشکل از این بهتر نباشد ، ممکن است پای فیلی توسط مشکل دیگری ایجاد شود.پافیلی شدن در پرینتر سه بعدی
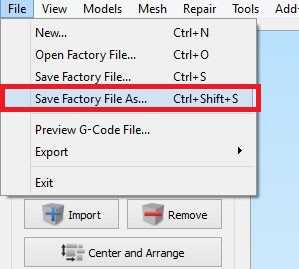
با Raft پرینت سه بعدی خود را انجام دهید
اضافه کردن پخ (chamfer) به مدل سه بعدی
از آنجا که مشکل بین لایه اول و هیت بد بوجود می آید ، یک Raft می تواند راه حل را برای شما به ایجاد کند، اگر به یک قطعه برای قرار دادن در قطعه دیگر نیاز داشته باشید ، می تواند بسیار مفید باشد.
پافیلی شدن در پرینتر سه بعدی
در برخی موارد ، رها شدن از پای فیل بسیار دشوار است.پ
به جای تغییر در پرینتر سه بعدی خود ، ممکن است برای جلوگیری از تشکیل یک پای فیل در حین طراحی مدل پرینت سه بعدی ، یک تغییر جزئی مدل ساده تر باشد.
با قرار دادن یک پخ کوچک 45 درجه در لبه پایین قطعه ای که می خواهیم پرینت کنیم ، می توان اثرات پای فیل را کاهش داد.
پافیلی شدن در پرینتر سه بعدی













-min")