یکی از روشهای ساخت و تولید، روش ساخت کاهشی است که اساس کار روش ساختی کاهشی بدین صورت است که از تراشیدن یک بلوک برای ساختن قطعه استفاده میشود، یکی از رایج ترین روشهای کاهشی روش cnc یا ماشینکاری اتوماتیک است، cnc به دو نوع فرز و برش تقسیم میشود، امروز به بررسی فرز cnc میپردازیم. عملکرد ماشین توسط کنترل عددی و متعاقبا دقت تکرار پذیری و موقعیت یابی میباشد.فرز cnc چیست
کنترل عددی چیست ؟ Numerical controlبه کنترل اتوماتیک ابزارهای ماشین کاری (مانند: دریلها، دستگاههای تراش و دستگاه فرز یا پرینترهای سه بعدی توسط یک کامپیوتر گفته میشود.
دستگاههای CNC، دستگاههایی با ابزارهای قابل حرکت توسط موتور هستند که این موتور (یا موتورها) توسط رایانه کنترل میشوند. این رایانهها به کمک دستورهایی مرتب که G-Code یا M-Code نامیده میشوند، ابزارها را کنترل میکنند.
CNC
فرم کوتاه شده عبارت Computer Numerical Control و به معنی کنترل عددی رایانهای میباشد. این دستگاه شامل یک مینی کامپیوتر یا میکرو کامپیوتر میباشد که در اصل به عنوان واحد کنترل دستگاه عمل کرده و تا حد امکان مدارهای سختافزار اضافی در واحد کنترل حذف شده است. این کامپیوتر وظیفه ارسال برنامههای لازم جهت برش و یا حک فلزات و غیر فلزات را بر عهده دارد.
در واقع، تمام مراحل انجام کار و ابعاد نهایی قطعات از طریق کامپیوتر به دستگاه ارسال میشود. به همین دلیل برش CNC را میتوان مانند یک ربات دانست که با برنامهریزی کار کرده و از دستورالعملهای شما پیروی مینماید. در دستگاه برش CNC برنامه در حافظه کامپیوتر ذخیره میشود و برنامهنویس به راحتی میتواند کدها، برنامهها و الزامات را نوشته و ویرایش نماید. برنامه نوشته شده قابلیت استفاده برای قسمتهای مختلف را داشته و نیازی به تکرار دوباره نمیباشد . فرز cnc چیست
ایده اولیه در صنایع نظامی بخش خصوصی هلیکوپتر سازی جهت پیشرفت و تسریع در پروسه کاری استفاده شد.
در آن زمان یک شرکت آمریکایی به نام parsons در تعامل با شرکت IBM شروع به مکانیزه کردن این تفکر کرد. او در این فکر بود که چطور می توان حرکت دستگاه را به وسیله ی یک کامپیتور کنترل کرد.
عموماً جان پارسون را پدر کنترل عددی می نامند. فرز cnc چیست
وی یک ماش ین کار بود که در کارگاه پدرش مشغول بکار بود.
در کنار کار اصلیش به خرید و فروش ماشین ابزار نیز می پرداخت. در اوایل دهه چهل میلادی در پی اختراع بالگرد، سفارش ساخت ملخ بالگرد را از شرکت سیکورسکی دریافت کرد.
در سال 1946 میلادی جهت انجام این پروژه فرانک استولن را بعنوان سر مهندس بخش ساخت قطعات بالگرد درکارگاه پدری استخدام کرد.
این حرکت نقطه شروع در ساخت ماشین های CNC بود. در سال 1952 Richard Kegg در همکاری با MIT یک فرز cnc را توسعه داد و آن Cincinnati Milacron Hydrotel بود.
آقای John T. Parsons ، پدر کنترل عددی شناخته می شود. فرز cnc چیست
مدال ملی تکنولوژی را از پرزیدنت ریگان در سال 1985 دریافت کرد. او تحت نظارت نیروی هوایی ایالات متحده آمریکا ، طراحی و ساخت اولین فرز کنترل عددی را مدیریت کرد.
انواع مختلف فرز cnc :
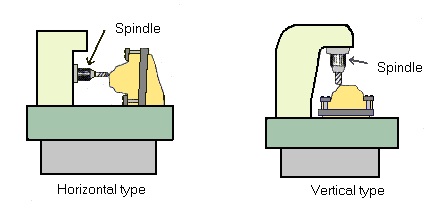
فرز عمودی
یا همان ماشین سنتر عمودی فرز های cnc سری VMC که به تشریح vertical machining center شناخته می شوند فرز cnc چیست
فرز افقی
فرز cnc سری bed type ، فرز سنتر افقی و یا ماشین سنتر افقی ، فرز سنتر دروازه ای و یا ماشین سنتر دروازه ای فرز cnc چیست
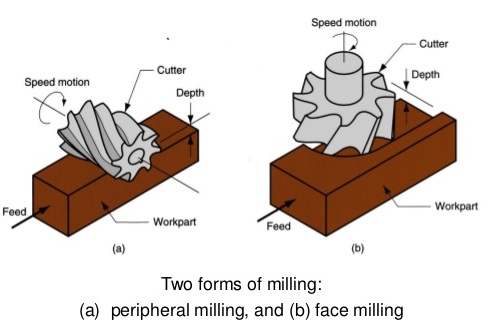
دو روش براده برداری در فرز CNC
عملیات فرز کاری Face cutting این عملیات مختص ماشینکاری سطوح صاف و یا ماشینکاری سوراخ های با سطح مقطع تخت flat-bottom cavities میباشد. فرز cnc چیست
فرز کاری به روش Peripheral milling
عملیات ماشینکاری در این نوع به این شکل است که دندانه ها با محور چرخشی برش موازی هستند . فرز cnc چیست
معرفی چند متد در فرز کاری :
فرزکاری کف تراش
فرزکاری کف تراش (Face milling) به حالتی گفته میشود که در آن محور چرخش ابزار برش عمود بر سطح قطعه کار است. این فرآیند با استفاده از دستگاههایی انجام میگیرد که در آن ابزارهای برشی به صورت دو طرفه کار میکنند. به طور کلی، این روش فرزکاری برای ایجاد سطوح صاف و تخت و همچنین ایجاد خطوط مشخص بر روی قطعه کار کاربرد دارند و برای فرآیندهای حساس با کیفیت بالا کاربرد دارند. دستگاه فرز cnc افقی و دستگاه عمودی از این روند پشتیبانی میکنند. فرز cnc چیستفرز cnc چیس ت
فرز کاری ساده
فرزکاری ساده (Plain milling) که با عنوان فرزکاری تخت یا فرز کاری سطح هم شناخته میشود، به عملیات فرزکاری اشاره دارد که در آن محور چرخش ابزار برش کاملاً موازی با سطح قطعه کار است. این فرآیند با استفاده از برش فرز ساده انجام میشود و دارای دندانههای محیطی است که عملیات برش را انجام میدهد. بسته به نوع کاربرد فلز، مانند عمق برش و اندازه قطعه کار، امکان استفاده از آنها برای برشهای باریک و پهن وجود دارد. اگر اپراتور نیاز به برداشتن مقدار زیادی از سطح قطعه کار داشته باشد، ابتدا در دستگاه فرز CNC از یک ابزار برشی با دندانه درشت استفاده میکند و سپس سطح آن را با ابزار دنده ریز صاف میکند.
فرزکاری زاویهای
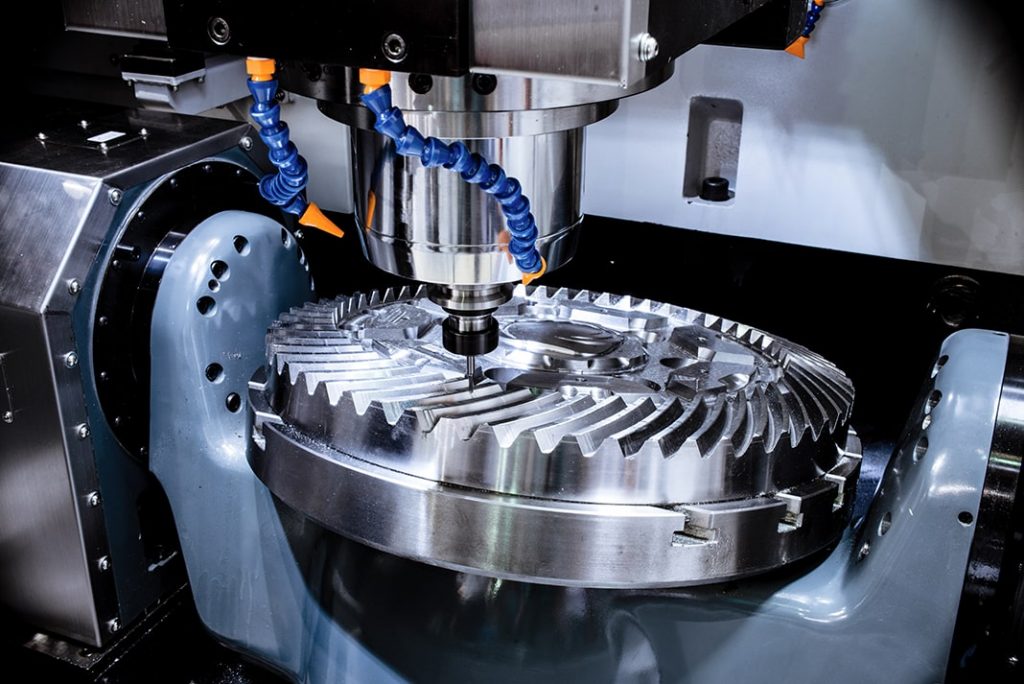
فرزکاری زاویهای (Angular Milling) به عملیات فرزکاری اشاره دارد که در آن محور چرخش ابزار برش نسبت به سطح قطعه کار دارای زاویه است. این فرایند بر اساس طراحی خاص ابزار برش و زاویه آن، ممکن است برشهایی با زاویههای متفاوت انجام دهد. از این دستگاهها برای برخی تجهیزات خاص مانند چرخ دندهها، برش شیارها و حتی تولید چاقوی جراحی و چاقوی معمولی استفاده میشود. یکی از ویژگیهایی که دستگاه فرز CNC با قابلیت برش زاویه را متمایز میکند این است که شما میتوانید برشهای ۴۵، ۵۰، ۵۵ و ۶۰ درجه را به کمک آن انجام دهید.
فرزکاری فرم
فرزکاری فرم (Form milling) به عملیات فرز کاری شامل سطوح نامنظم، خطوط و شیارها و همچنین قطعات با سطوح منحنی و صاف اشاره دارد. در این دستگاهها از یک ابزار برشی شکل دهنده یا ابزار برشی تخصصی برای برخی کاربردهای خاص استفاده میشود. به عنوان مثال ابزار برشی برای برشهای محدب، مقعر، گرد و غلتکی با یکدیگر متفاوت هستند. از این دستگاهها در برخی موارد برای حفاری و مته کاری به صورت نیم کرهای و نیم دایرهای هم استفاده میشود که نیاز به دستگاههای پیچیده مانند دستگاه فرز CNC دارد. فرز cnc چیست
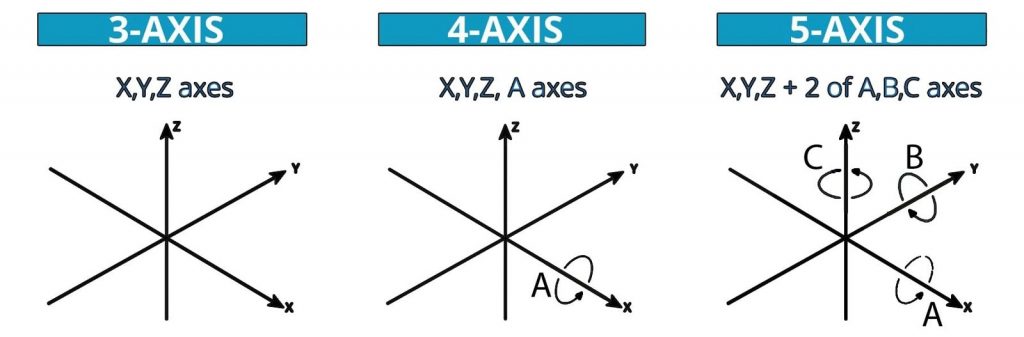
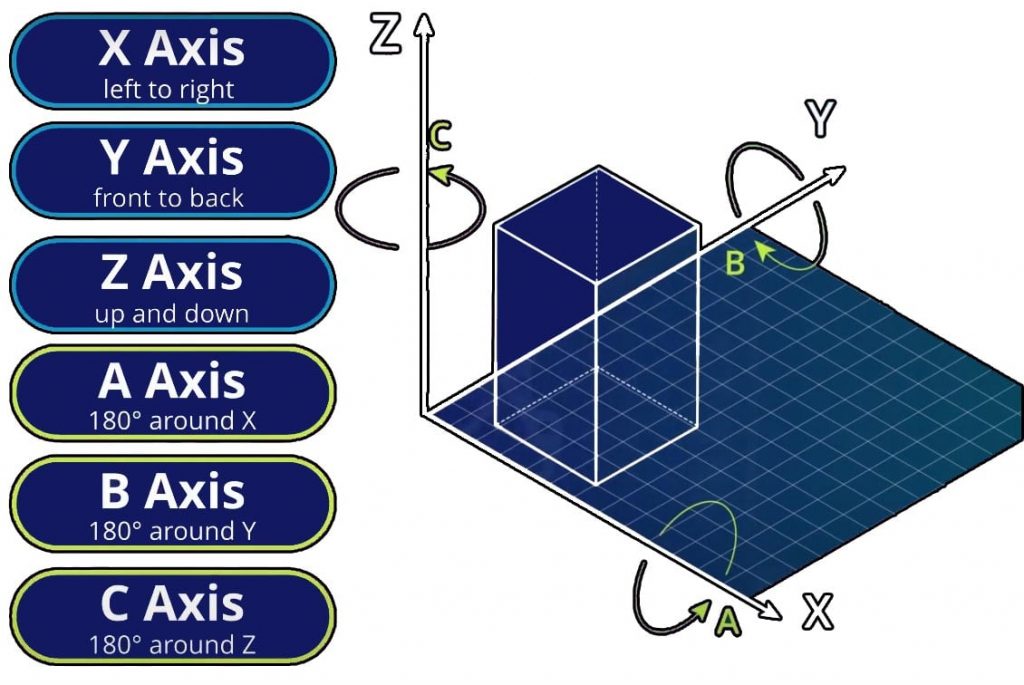
انواع فرز های CNC از نظر درجه آزادی
دستگاه فرز CNC پنج محور:
چرخش حول محور X که با محور A مشخص میشود و محور Y که با محور B معرفی میشود، دو محور اضافی هستند که آزادی حرکت بیشتری در این دستگاه فراهم میکنند. فرز cnc چیست
دستگاه فرز CNC چهار محور:
وجود یک محور اضافی برای فرزکاری، تمایز این دستگاه با نوع سه محور آن است. در واقع در این مدل دستگاه قابلیت چرخش حول محور X را دارد که محور A نامیده میشود. فرز cnc چیست
دستگاه فرز CNC سه محور:
در این دستگاهها ابزار برش در امتداد سه محور حول قطعهی ثابت میچرخد. فرزکاری، ایجاد شیار، سوراخکاری و برشهای لبهای تیز از قابلیتهای این دستگاه است.
فیلامنتABS در پرینتر سه بعدی احتمالاً محبوب ترین ترمو پلاستیک برای قالب گیری تزریقی است ، بنابراین همه جا آن را پیدا می کنید! سیستم های لوله کشی ، آلات موسیقی ، لوازم خانگی ، درپوش های صفحه کلید ، لگو ، کانوها و حتی تلویزیون های LCD و LED و حتی مانیتورهای رایانه.
این ماده عمدتا به دلیل مقاومت در برابر ضربه در دمای پایین و ایجاد قطعات سبک شناخته شده است، پلاستیک ABS در بازار چاپ سه بعدی FDM نیز بسیار محبوب است .
اکریلونیتریل بوتادین استایرن که به اختصار (ABS) گفته می شود به وضوح یکی از پلاستیک های با مورد استفاده بسیار زیاد است. این اولین بار در دهه 1940 در دسترس بود و در ابتدا به عنوان جایگزینی برای Bakelite به بازار عرضه شد. اما تنها در دهه 1950 بود که به پلاستیک محبوب در سراسر جهان تبدیل شد.
ABS بر خلاف PLA که از مواد زیست تخریب پذیر ساخته شده اما ABS از پلیمر های نفتی و پایه و اساس تشکیل دهنده آن از مواد نفتی می باشد .
امروزه در بسیاری از صنایع بسیار ارزشمند است ، زیرا پردازش آن آسان است و به راحتی ماشینکاری می شود. تکنیک های رایج ماشینکاری شامل تراشکاری ، اره ، فرز ، برش قالب و برش می باشد. بدون رنگ ، رنگ مایل به زرد دارد (شیری رنگ) و معمولاً به دو مدل رایج ورق ای (sheet) و لوله ای در بازار عرضه میشود. فیلامنت ABS در پرینتر سه بعدی
قطعات پرینت شده با ABS
ABS به عنوان یک پلیمر ترموپلاستیک بدون تغییر در خصوصیات شیمیایی ذوب و سرد می شود. با توجه به دمای نسبتاً پایین مورد نیاز برای ذوب ، این امر باعث ایجاد فیلامنتی جالب توجه برای پرینتر های سه بعدی شود. فیلامنت ABS در پرینتر سه بعدی
تا قبل از ورود فیلامنت PLA به بازار های پرینتر سه بعدی ، ABS محبوب ترین ماده برای پرینت سه بعدی بود. هنوز هم ، یکی از بهترین گزینه های مواد برای پرینت سه بعدی قطعات با دوام ، مقرون به صرفه ، به ویژه در کاربردهای تجاری مانند نمونه سازی سریع ، همچنان باقی مانده است. فیلامنت ABS در پرینتر سه بعدی
علاوه بر این ، ABS در صورت استفاده صحیح ، سطحی با کیفیت ای عالی را ارائه می دهد ، که به خودی خود برای بسیاری یک چالش است. همچنین برای مثال در کاربردهای با درجه حرارت بالا مانند قطعات پرینتر سه بعدی مناسب است. فیلامنت ABS در پرینتر سه بعدی
فرایند تولید ABS
این پلیمر ترموپلاستیکی است که “ترپلیمر(terpolymer)” نامیده می شود و اغلب با پلیمریزاسیون اکریلونیتریل و استایرن در حضور پلی بوتادین عموماً 20٪ اکریلونیتریل بدست می آید. ، 25٪ بوتادین و 55٪ استایرن. بنابراین دستکاری این نسبت ها می تواند خواص ABS را اصلاح کند. به عنوان مثال استایرن ، عنصری است که به ABS استحکام و درخشندگی می بخشد ، در حالی که بوتادین به آن مقاومت در برابر ضربه و ویژگی های دمای پایین می دهد. فیلامنت ABS در پرینتر سه بعدی
صنعت تزریق پلاستیک یکی از اصلی ترین مصرف کنندگان پلاستیک ABS است ؛ این ماده دارای استحکام خوب ، مقاومت در برابر ضربه بالا و سبک بسیار زیاد است در حالی که از نظر قیمت بسیار مقرون به صرفه است.
چند سالی است که این یکی از مواد محبوب در بازار چاپ سه بعدی FDM ، یکی از اولین فیلامنت هایی است که با استفاده از PLA در بخش مورد استفاده قرار می گیرد ، چاپ هر دو ماده از سایر ترموپلاستیک های فنی و ارزان قیمت آسان تر است.
ویژگی های فیلامنت ABS چیست ؟
ABS که به صورت فیلامنت هایی با قطر 1.75 میلی متر یا 2.85 میلی متر و در چندین رنگ موجود است
برای بسیاری از صنایع که می خواهند قطعات عملکردی یا نمونه های اولیه را به صورت سه بعدی پرینت کنند ، ویژگی های جالبی دارد.
اگرچه چاپ نسبت به PLA دشوارتر است ، اما ABS به دلیل مقاومت در برابر ضربه و درجه حرارت بالا ماده ای بسیار محبوب برای کاربران چاپ سه بعدی است.
مات است ، سطوح صاف و براق را ارائه می دهد و می تواند توسط فرآیندهای شیمیایی با استفاده از استون جوش داده شود.
دمای ذوب ABS در حدود 210 درجه سانتی گراد است ، بنابراین توصیه می شود دمای اکستروژن بین 230 تا 260 درجه سانتیگراد باشد.
استفاده از صفحه بد (Heat bed)، (بین 80 تا 130 درجه سانتیگراد) الزامی است: این فیلامنتی است که در اثر تماس با هوا کوچک می شود که به این پدیده شرینکیج (shrinkage) گفته می شود که این باعث کوچک شدن قطعه (یا تاب خوردن آن) و در نتیجه جدا شدن از صفحه می شود. برای قطعات بزرگ حتی توصیه می شود از چسب مخصوص مانند Kapton یا لاک چسب استفاده کنید. سرانجام ، یک پرینتر سه بعدی با محفظه بسته مناسب است زیرا پلاستیک ABS ذرات ساطع می کند که می تواند برای کاربر خطرناک باشد.
هنگام چاپ با این پلیمر ترموپلاستیک ، پردازش کمی لازم است ، این یک مزیت اصلی است که باعث صرفه جویی در وقت در تولید قطعات پیچیده می شود.
با کمی تغییر شکل مشاهده شده می توان آن را رنگ آمیزی کرد و به خوبی مقاوم کرد. سرانجام ، این ماده ای است که باید خشک نگه داشته شود زیرا رطوبت هوا را جذب می کند ، که پرینت آن را بسیار دشوارتر می کند. فیلامنت ABS در پرینتر سه بعدی
این فیلامنت محکم ، سخت و بادوام شناخته شده است. این در برابر خراش مناسب است و مقاومت خوبی در برابر گرما ، برق و مواد شیمیایی روزمره دارد. ABS کمی انعطاف پذیر است و بنابراین شکننده تر از PLA است. اگر تیکه ای ازفیلامنت ABS را حرکت دهید و قبل از شکستن آن را دقیق نگاه کنید وبیشتر از حد معمول خم کنید ، در حالی که PLA خیلی راحت تر می شکند.
پرداخت راحت :
ABS بسیار آسان تر از PLA است. همچنین می توان آن را با بخار استون ، که به طور کامل تمام خطوط لایه را از بین می برد و یک سطح تمیز و صاف را ایجاد می کند ، پرداخت کرد.
قیمت ارزان و رقابتی نسبت به دیگر مواد مصرفی پیرنتر های سه بعدی: فیلامنت ABS در پرینتر سه بعدی
این یکی از ارزانترین فیلامنت های موجود است . ABS با توجه به خصوصیات مکانیکی برتر خود ارزش زیادی را نسبت به قیمت پرداخت شده ارائه می دهد.
معایب
بخار سمی :
در حین پرینت ABS مواد شیمیایی بد بو و سمی ترشح می شود. در حالی که تمام فیلامنت ها ذرات فوق ریز (UFP) آزاد می کنند ، شناخته شده است که ABS مقدار بیشتری از ترکیبات آلی فرار خطرناک (VOC) مانند استایرن را منتشر می کند. تحقیقات نشان می دهد غلظت ذرات ABS 33 تا 38 برابر بیشتر از PLA بود. البته این مسئله می تواند براحتی با قرار دادن پرینتر در یک اتاق با تهویه مناسب حل شود.
شرایط سخت پرینت سه بعدی
این امر به مدیریت درجه حرارت مناسب نیاز دارد ، زیرا برای جلوگیری از ترک خوردگی یا تقسیم لایه ها باید به آرامی سرد شود. پیچش یا حلقه زنی نیز خصوصاً برای اشیایی که سطح ایستاده بزرگی دارند و پرینترهای سه بعدی غیر محصور هستند نیز مسئله ساز است. کاملاً به تختخواب گرم نیاز دارد. برای رفع این مشکل هم می توان از کاور برای پرینتر سه بعدی در حین پرینت استفاده کرد .
حساسیت به اشعه ماورا بنفش (UV)
ABS به اشعه ماورا بنفش حساس است ، بنابراین می تواند در اثر تابش مستقیم خورشید آسیب ببیند. به همین دلیل ، پرینت سه بعدی قطعات خارجی با ABS توصیه نمی شود. PETG و ASA گزینه های خوبی برای چنین کاربردهایی هستند. فیلامنت ABS در پرینتر سه بعدی
به عنوان آخرین نکته ABS در هنگام ذخیره سازی نیاز به مراقبت ویژه دارد ، زیرا این ماده ماده رطوبت شناسی است (آب را جذب می کند). استفاده از فیلامنت مرطوب باعث اذیت شدن اپراتور های پرینتر های سه بعدی است ، بنابراین تا آنجا که ممکن است سعی کنید ABS را هنگام استفاده از آن در یک ظرف خشک ذخیره کنید.
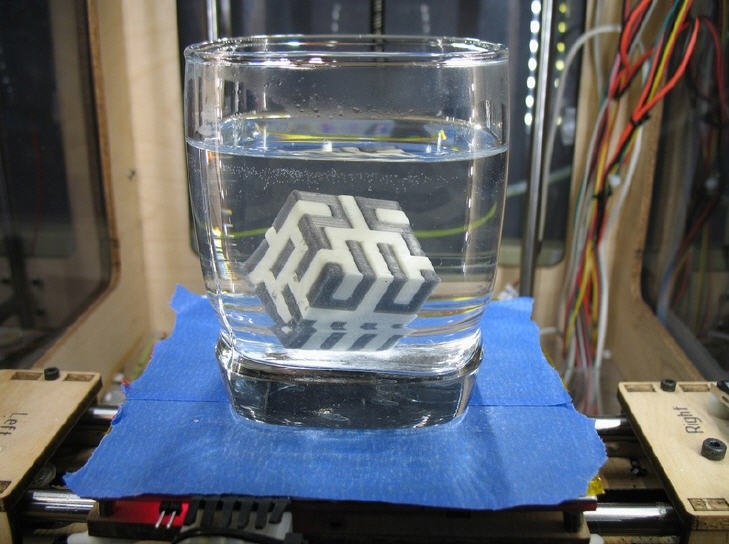
لیتوفان و یا لیتوفین روشی است که میتوانید به اثار هنری، عکس های خودتان، یک منظره، عکس های روزهای خوش جان تازه ببخشید.زمانی که نور به پشت لیتوفان چاپ شده شما بتابد، شکل شما نمایان میشود. نحوه کارکرد لیتوفان را به طور کامل شرح میدهیم . در پایان این مقاله و قسمت بعد شما ساخت یک لیتوفان را به عنوان مرکز خدمات پرینت سه بعدی، یا چاپ کارهای شخصی فرا میگیرید.
کلمه “لیتوفان” از یونانی “litho” گرفته شده است که از “lithos” به معنی سنگ یا سنگ است و ” فاینین “به معنای” باعث ظهور “یا” باعث ظهور ناگهانی “.
از این معنا برای لیتوفان “نور در سنگ” یا “ظاهر شدن در سنگ” بدست آمده است زیرا تصویر سه بعدی هنگام روشن شدن با منبع نور پشتی ناگهان ظاهر می شود.
تاریخچه لیتوفان به سالهای خیلی قبل برمی گیرد
این فرم هنری منحصربهفرد به سلسله دودمان تانگ چین در قرن هفتم رسیده است.
مورخان بر این اعتقاد دارند که این هنر که به اچینگ یا حکاکی تصویر به روی یک تکه پرسلن ساخته میشود در سالهال 1827 توسط شخص هنرمندی به Baron Paul de Bourgoing یک دیپیمات فرانسوی اولین لیتوفان ساخته شد. با اختراع فرآیند “email ombrant” (تزئین سفال) لیتوفان ها
سلسله مینگ قرن شانزدهم، با تصاویر کاغذی نازک – چیزی شبیه به صفحه نمایشهای کوچک با مناظر در زیر یا روی آنها ساخته شده است. همچنین گفته میشود که در چین محصولاتی با طرحهای دقیق، حک شده و قالبی تولید شده است. تاریخچه لیتوفان
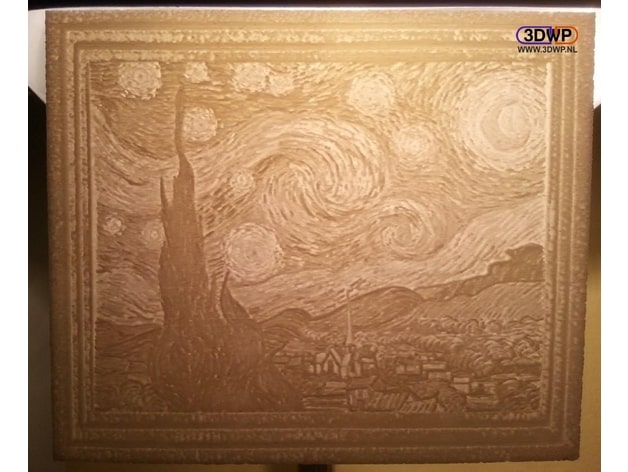
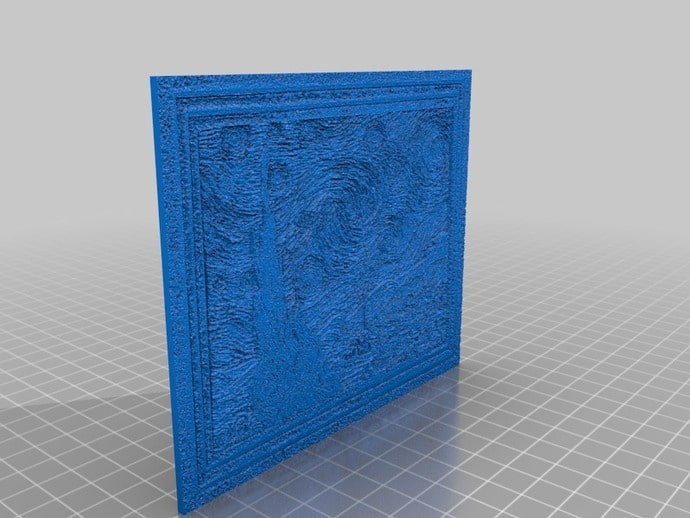
Ben Malouf با استفاده از چاپ سه بعدی لیتوفان، به بازآفرینی نقاشیهای کلاسیکی مانند ” شب پرستاره ونگوگ” پرداخت برای این کار، از چاپگرهای سه بعدی LulzBot استفاده کردم. شبِ پُرستاره (به هلندی: De sterrennacht) یک نقاشی رنگ روغن است که توسط نقاش و طراح معروف سمبولیسم هلندی، ونسان ون گوگ، در سال ۱۸۸۹ خلق شدهاست. این اثر نهتنها یکی از شاهکارهای ون گوگ است، بلکه بهعنوان یکی از نمادهای هنر نوگرای اروپا نیز بهشمار میآید.
این لیتوفانها، فوقالعاده زیبا، ضخیم و عمیق هستند برخلاف آنچه که قبلا وجود داشته است. این طرحها بر ایده هنر سنتی ایجاد لیتوفانها تأکید میکند، اما چندین مرحله برای ایجاد تصاویر نوری به وجود میآورد. تاریخچه لیتوفان
ون گوگ این اثر را در بیمارستانی روانی در سن-رمی-دو-پروانس در جنوب فرانسه که در آن بستری بود و یک سال قبل از مرگ خود کشید. این اثر هماکنون در موزه هنر مدرن در نیویورک نگهداری میشود. تاریخچه لیتوفان
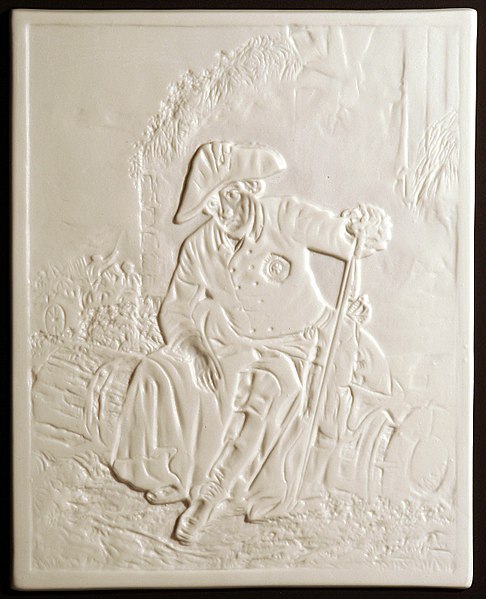
لیتوفان ها توسط صنعتگران متخصص اروپایی ساخته می شوند که از ابتدا به عنوان تصویری حک شده با موم گرم روی یک صفحه شیشه ای ساخته شده اند. سپس این نور پس زمینه و تراشیده شد. گاهی میز کنده کاری نزدیک پنجره بود و زیر میز آینه داشت تا نور ثابت برای کنده کاری تأمین شود. یک مدل ساز تصویر را روی یک صفحه موم تخت حکاکی شده و نقش برجسته کپی می کند. جایی که موم نازک تراشیده می شود ، بیشتر می درخشد. البته در جایی که ضخیم ترین موم تراشیده شده بود ، نور کمتری تابیده می شد.
الب گچ گچ از موم ریخته شد. گاهی اوقات برای تولید قالبهای متعدد از فلز ریخته می شد. گچ ها از قالب خارج شده و سپس تا حدود 2300 درجه فارنهایت شلیک شدند. ظروف چینی شامل حدود 66٪ کائولن ، 30٪ فلدسپات و 4٪ سنگ صابون است. معلوم شد که تا حدود 60٪ از ظروف ظروف کوره می شوند یا ترک می خورند و باعث بی فایده شدن آنها می شود. لیتوفان های تکمیل شده ضخامت چیزی در حدود یک شانزدهم اینچ تا ضخامت تقریباً یک چهارم اینچ (1.5 تا 6 میلی متر) دارند. ، ایتالیا ، نروژ ، پرتغال ، روسیه ، سوئد و ولز در قرن نوزدهم. لیتوفان ها توسط صدها هزار توسط شرکت هایی مانند Wedgwood در انگلیس ، پرسلن Meissen در Dresden و در وسط هجده صدها ساخته شد. Belleek در ایرلند. لیتوفان در آن زمان در ایالات متحده نیز تولید شد ، اما تقریباً به اندازه اروپا نبود. موضوعات محبوب لیتوفان ها مضامین مذهبی ، پرتره ، صحنه های ژانر ، ایده های ادبیات مانند داستان هایی از کتاب مقدس و شاهکارها بود. برخی از لیتوفانها حتی وقایعی مانند افتتاح برج ایفل را در سال 1889 گرامی داشتند.
ساموئل كولت 1855 لیتوفان لیتوفانها با قالبهای مختلف از پلاكها به پنجره ها تا سپرهای شمع آویزان می شدند. آنها همچنین در صفحه های شومینه ، چراغ های شب ، گرم کننده های چای و جعبه های کبریت بودند. بسیاری از آنها تکه های ته آبجو ، لیوان و فنجان بودند. برخی از آنها زیور آلات یادگاری از تصاویر اروتیکا بودند. آنها حتی در فانوس ها و لامپ ها بودند. لیتوفان های مینیاتوری نادر قطعاتی از وسایل خانه عروسکی هستند. تاریخچه لیتوفان
با توجه به هنری بارنارد ، اولین زندگینامه نویس ساموئل کلت ، کلت سفارش داد و آن را در خانه جدید خود نصب کرد ( “Armsmear “) در هارتفورد ، کنتیکت ده ها لیتوفان که او در سالهای 1855 و 1856 در برلین خریداری کرد. کلت احتمالاً این ایده را از نمایشگاه بزرگ (کاخ بلورین) 1851 در لندن یا نمایشگاه بزرگ نیویورک در سال 1853 یا در یک بازدید پروس در سال 1854. مناظر و عکسهای زیبا برای اتاقهای عمومی و خصوصی همسر کلت بود. شیشه های الهام بخش مخصوص پنجره های اتاق خواب طبقه بالای کلت بود. لیتوفانها با ذاتی طنز در پنجره های اتاق بیلیارد کلت در خانه جدید او قرار گرفتند. یکی از موارد جالب توجه نبرد ترافالگار بود. دیگران از قلعه Stolzenfels واقع در رودخانه راین و نمایی از Koblenz بودند. بارنارد لیتوفان ها را به عنوان “یک گالری هنری واقعی” توصیف کرد. عکسی از Armsmear که بین سالهای 1857 و 1861 گرفته شده استWikipedia site:abadgar-q.com
ساموئل کلتساموئل کلت (به انگلیسی: Samuel Colt) صنعتگر و مخترع آمریکایی بود. او بنیانگذار شرکت اسلحهسازی کلت بوده و اختراع رولور را به او نسبت میدهند. در خانه خود پنجره ای داشت که از 111 لیتوفان که عکس خود ساموئل کلت بود تشکیل شده بود. این عکس ساموئل کلت را نشان میدهد که یک ریولور (هفت تیر) که خود مخترع آن سلاح هست در دست خود گرفته است.
این فرآیند در قرن نوزدهم بسیار وقتگیر و گران بود. تقریبا پس از ۲۰۰ سال و به لطف چاپ سه بعدی، به پرینت سه بعدی لیتوفان پرداخته شد. این روند در حال حاضر فوقالعاده و مقرون به صرفه و بسیار آسان است.
با پیشرفت چشم افزون تکنولوژی و افق قیمت ها به مرور زمان داشتن یک لیتوفان خاص در خانه هر کسی دیگه یک رویا نیست، چیزی که شاهدش هستیم، خلاقیت های به کار رفته از جمله طراحی های جذاب و شیک به عنوان پایه نگهدارند، بعضا شاهد طراحی یک باکس متشکل از 4 عکس لیتوفان و نورهای که توسط قطعات الکترونیکی تعیبه شده اند. خلاقیت برای لیتوفان انتها ندارد….
تفاوت های بین لیتوفانی که پرینتر سه بعدی تولید میکند با لیتوفان های سنتی که از معمولا از جنس پرسلن(لمینیت سرامیکی) یا سنگ های نازک بودند وجود دارد.
پرینت سه بعدی یک لیتوفان با استفاده از روش FDM یکی از متداول ترین روش های چاپ سه بعدی این روزها جایگاه جدیدی رو بین افرادی که با پرینتر سه بعدی سر و کار دارند پیدا کرده است، بدون شکل دیدن یک لیتوفان پرینت شده در اولین نگاه ممکن است شما را دچار شک کند !! تاریخچه لیتوفان
چون تنها چیزی که میبینید یک تکه پلاستیک است که شکل نا مفهموی با برجستگی نازک و کلفت روی آن نقش بسته ! ولی زمانی که آن را رو به رو نور میگیرید و نور به پشت لیتوفان میخورد به خاطر پستی و بلندی هایی که حین فرایند پرینت روی شکل نقش بسته به طرز معجزه آسایی نمایان میشود. تاریخچه لیتوفان
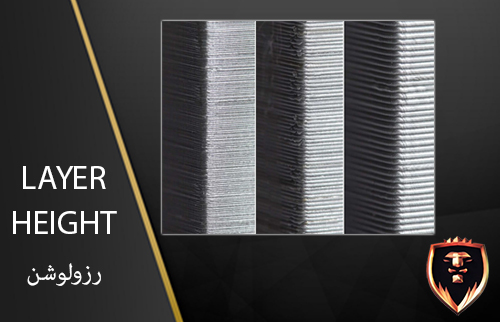
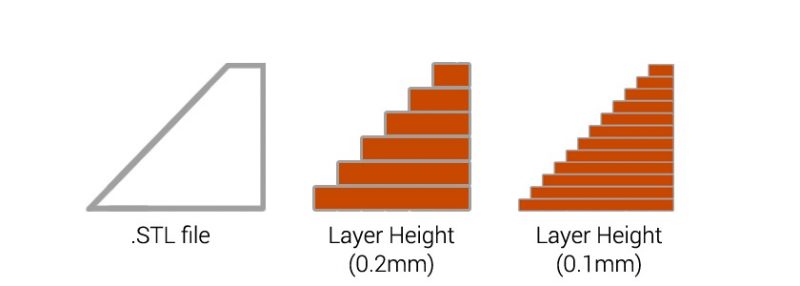
فاصله بین دو خط افقی را layer-height رزولوشن پرینتر سه بعدی میگویند.
layer-height کیفیت پرینتر سه بعدی چقدر است ؟
همانطور که میدانیم روش ساخت تکنولوژهای افزودنی به صورت لایه به لایه است. در پرینترهای FDMSLADLP SLS و …. از روش ساخت لایه روی لایه تشکیل میشود، حال یا مواد به صورت فیلامنت در پرینتر سه بعدی fdm استفاده میشود یا به صورت رزینی در پرینترهای SLA DLP به صورت لایه ای شکل را تشکیل میدهند. layer-height رزولوشن پرینتر سه بعدی
به سراغ تعریف Layer Height میرویم. به طور مثال در پرینترهای سه بعدی FDM زمانی که نازل برای اولین برای سطح هیت بد را لمس میکند، و با توجه با کالیبره بودن هیت بد نسبت به اندازه نازل (نازل 0.4 باید به راحتی کاغذ A4 از زیر نازل و روی صفحه هیت بد عبور کند) اولین لایه به صورت مواد مذاب از نازل بیرون می اید و روی هیت بد میریزد. اندازه این لایه را چه کسی تعیین کرده ؟
layer-height کیفیت پرینتر سه بعدی مرحله بعد وارد کردن مدل سه بعدی به داخل نرم افزارهای اسلایسر است.
به طور مثال در نرم افزار اسلایسر simplify3d در سر برگ layer ما تنظیمات مربوط به layer height یا رزولوشن پرینتر سه بعدی را پیدا میکنیم، حالا نوبت تصمیم گیری است
چندین سوال مطرح میشود؟
آیا استحکام شکل در اولویت است یا شکل ظاهری شکل ؟
تاثیر زمان و به طبع هزینه پرینت چگونه است ؟
ایا سطح قطعه چاپ شده پرداخت میشود ؟
استحکام یا ظاهر پرینت ؟
layer-height کیفیت پرینتر سه بعدی خب روند کار پرینتر سه بعدی به صورت حرکت ها محور ها در سه جهت بود X Y Z به طور معمول پرینتر های ساخت داخل از تسمه برای حرکت دادن محورها x y استفاده میکنند، و بعضی از خدمات پرینتر سه بعدی از پرینترهای سه بعدی دست ساز با مکانیزم ریل واگن در راستای XY نیز بهره منده هستند. layer-height رزولوشن
برای محور z سه نوع مکانیزم وجود دارد که بعدها به بررسی تک تک آنها نیز میپردازیم
1.پیچ متری (دقت کم – ارزان قیمت)
2-لید اسکرو (قیمت متوسط دقت متوسط)
3- بال اسکرو (قیمت و دقت بالا)
پارامتر layer height به محور Z بیشتر مربوط میشوند هر چند ،اندازه نازل نیز تاثیر گذار است.
زمانی نازل میخواهد اولین لایه را به روی هیت بد اکسترود کند، نسب پارامتر layer height میزان پاشش فیلامنت روی هیت بد را انجام میدهد.
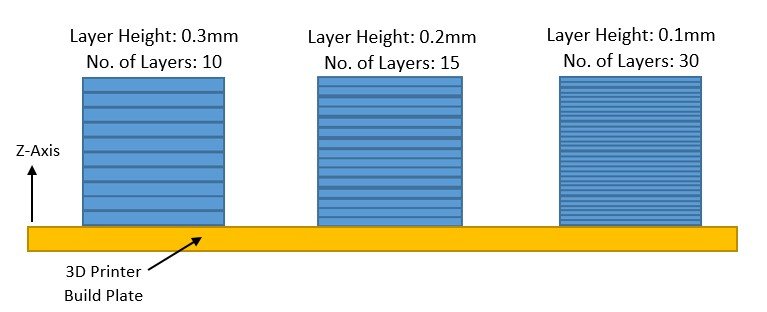
میزان ارتفاع هر لایه را layer height و یا رزولوشن پرینتر سه بعدی می نامند. اگر استحکام شکل برای شما اولیت اول باشد.
بهتر است بدانید قطعه ای که با 300 میکرون پرینت میشود 20 % از قطعه که با 100 میکرون تنظیمات پرینت میشود محکمتر است !!!!
ولی ظاهر قطعه ای که با 300 میکرون چاپ میشود به هیچ وجه قابل مقایسه به قطعه ای که 100 میکرون چاپ میشود نیست. layer-height کیفیت پرینتر سه بعدیlayer-height رزولوشن
هر 1000 میکرون = 1 میلیمتر
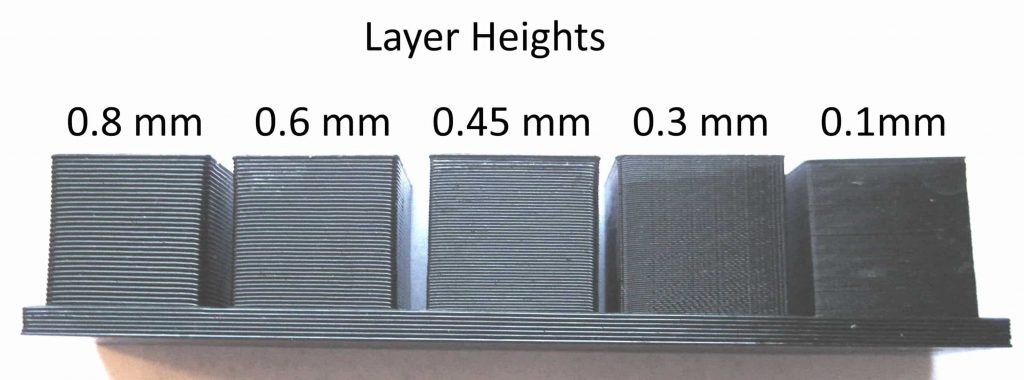
کیفیت ظاهری سطح پرینت
زمانی پیش می اید که ظاهر قطعه یا به عبارتی خروجی سطح قطعه ارجعیت بالایی دارد، در این زمان ما باید از مقدار میکرون کمتری استفاده کنیم، هر چه مقدار میکرون پایینتر باَشد، ارتفاع هر لایه ای که ساخته میشود نیز کمتر است.پس جزییات به وضوح در مقدار میکرون کمتر نمایان میشود . در یک جمله layer-height رزولوشن کیفیت بالاتر = میکرون کمتر layer
اگر بخواهیم با شما صادق باشیم به عنوان یک مرکز خدمات پرینت سه بعدی، هیچ پرینتر سه بعدی چه دست ساز و چه شرکتی حتی بهترین شرکت ها (ultimker,makerbot,…..) تا به حال هیچ پرینتری با دقت کمتر از 50 میکرون برای مصارف خانگی تولید نکرده اند.
هر پرینتر سه بعدی که میخرید اگر اعلام کرده اند که دقت کمتر از 50 میکرون میزنند، صرفا یک شعار تبلیغاتی است…..
اگه مدل شما هندسه پیچیده ای دارد اگر مقدار اندازه سوراخ ها برایتان خیلی مهم است، اگر جزییات حرف اول را میزند، به ناچار مجبورید که پرینتی با میکرون پایین را برگزینید.
سوال مهمی که پیش می آید این است ؟ آیا 100 میکرون یک کیت پرینتر 3 4 میلیونی با 100 میکرون یک پرینتر با کانفیگ خوب دست ساز یا شرکت های معتبر مانند (anet ender ) یکسان است ؟
قطعا مواردی همچون تنظیمات اسلایسر و مواد اولیه (فیلامنت) تاثیر گذار است.و نمیتوان نقش آنها را نادیده گرفت، حال فرض کنیم تنظیمات و مواد اولیه یکسانی باشد. بازم هم کیفیت سطح خروجی هر دو پرینتر باهم متفاوت است، از این رو ممکن است شما سفارش کار 100 میکرونی بدهید و اوپراتور پرینتر نیز عدد 100میکرون را وارد کند، ولی صرفا وارد کردن عدد در نرم افزار اسلایسر گواه بر خوب بودن کیفیت ظاهری قطعه نمیدهد.
همیشه از نوع پرینتر و مواد اولیه اطمینان کافی کسب کنید و سپس سفارش دهید. layer-height کیفیت پرینتر سه بعدی
تغییر مقدار layer height و تاثیر آن بر زمان و هزینه
خوب تا اینجا فهمیدیم که layer height چیست و چه تاثیر بر استحکام و ظاهر قطعه میگذارد. حالا نوبت بررسی تاثیر رزولوشن چاپ یا layer heigh بر زمان چاپ سه بعدی و هزینه پرینت آن است. layer-height رزولوشن
هر چه مقدار میکرون انتخابی کمتر باشد، تعداد لایه های که باید ساخته شود بیشتر میشود، پس زمان ساخت نیز بالاتر میرود. برای جبران زمان ساخت مقدار سرعت را نیز میتوان بالا برد، ولی همیشه این راه حل مناسبی نیست برای حل مشکل زمان، اگر سرعت بالاتر برود احتمال بروز مشکلات چاپ سه بعدی بیشتر میشود، و همچنین صدای دستگاه نیز بیشتر شنیده میشود، چون صدا تابعی از شتاب است.
به طور معمول سه نرخ سرعت پرینت با متریال فیلامنت وجود دارد؛ اولین گروه در مقادیر ۴۰ تا ۵۰ میلیمتر بر ثانیه، دومین گروه سرعت ۸۰ تا ۱۰۰ میلیمتر بر ثانیه میباشد. در حالی که بالاترین رنج سرعتی حدود ۱۵۰ میلیمتر بر ثانیه میباشد. برخی پرینترها در سرعتهای بالاتر هم وجود دارد (فرضا Ultimaker 3).
فراموش نکنید هر چه سرعت بالاتر رود به همان میزان از دقت چاپ کاسته میشود، مخصوصا در سرعتهای بالاتر از ۱۵۰ mm/s این افت کیفیت بیشتر هم به چشم می آید و حتی ممکن است مشکلات تزریق فیلامنت نیز پیش بیاید (البته در مدلسازی ساده، سرعت تاثیر مخربی چندانی ندارد، بر عکس هر چه قطعه پیچیده تر و با جزییات سطح بیشتری باشد سرعت بالا تاثیر منفی خواهد گذاشت). layer-height کیفیت پرینتر سه بعدی
به طور مثال به مدل سه بعدی رو به رو نگاه کنید مدل معروف fillenium_malcon از سری فیلم ها جنگ ستارگان. این مدل محبوب به صورت ایستاده و بدون ساپورت پرینت میشود، اگر از پرینتر سه بعدی خوبی بهره مند هستید، حتما این مدل را چاپ کنید.از کیفیت و جزییات مدل لذت ببرید.
بریم سراغ بررسی زمان و قیمت این مدل سه بعدی دارای پیچیدگی و منحنی های خاص در نرم افزار کیوراlayer-
حالت اول 100 % پروشندگی – مقدار layer height یا رزولوشن 100 میکرون– دیواره 1- نازل 0.4 سرعت 50 یا 3000mm/min
زمان 43 ساعت فیلامنت مصرفی 411 گرم
حالت دوم
100 % پروشندگی – مقدار layer height یا رزولوشن 200 میکرون– دیواره 1- نازل 0.4 سرعت 50 یا 3000mm/min
زمان 22 ساعت فیلامنت مصرفی 411 گرم layer-height کیفیت پرینتر سه بعدی
ight رزولوشن
حالت سوم
100 % پروشندگی – مقدار layer height یا رزولوشن 100 میکرون- دیواره 1- نازل 0.4 سرعت 70 یا 4200mm/min
زمان 35 ساعت فیلامنت مصرفی 411 گرم
حالت چهارم
100 % پروشندگی – مقدار layer height یا رزولوشن 200 میکرون- دیواره 1- نازل 0.4 سرعت 70 یا 4200mm/min
زمان 18ساعت فیلامنت مصرفی 411 گرم layer-he
خب در بالا دیدیم که مقدار فیلامنت مصرفی در دو حالت یکسان است، پس مقدار میکرون روی فیلامنت مصرفی اینجا تاثیری ندارد.
دیدم که اگر سرعت پرینتر را بیشتر کنیم، زمان نیز کمتر میشود پس این دو رابطه مستقیم دارند، توجه داشته باشید که سرعت 4200 برای بیشتر پرینترها مناسب نیست و ممکن است که جزییاتی نیز ار دست برود. layer-height رزولوشن
اگر مقدار میکرون تغییر کند از 200 میکرون به 100 میکرون، جزییات بیشتر چاپ میشود ولی زمان پرینت نیز بالاتر میرد و قطعا هزینه چاپ نیز بیشتر میشود
رزولوشن بیشتر
میکرون کمتر
زمان چاپ بیشتر
هزینه تمام شده بیشتر
به ترتیب از راست به چپ : دقت بالاتر ، نیاز به زمان چاپ بیشتر دارد. زمان چاپ بیشتر ، هزینه خروجی کار را افزایش میدهد layer-height کیفیت پرینتر سه بعدی
تکنولوژی
ضخامت لایه معمول
FDM
۵۰ – ۴۰۰ میکرون (معمول ترین ۲۰۰ میکرون)
SLA/DLP
۲۵ – ۱۰۰ میکرون (معمول ترین ۵۰ میکرون)
SLS
۸۰ – ۱۲۰ μmمیکرون (معمول ترین: ۱۰۰ میکرون)
Material Jetting
۱۶ – ۳۰ میکرون(معمول ترین: ۱۶ میکرون)
Binder Jetting
۱۰۰ میکرون
DMLS/SLM
۳۰ – ۵۰ میکرون
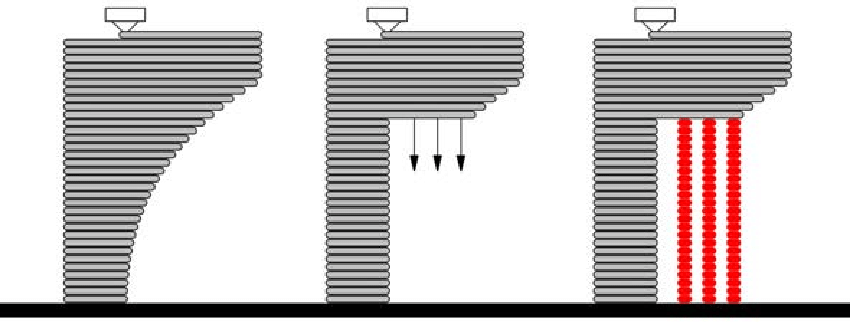
اثر پلکانی در پرینتر سه بعدی چیست ؟برای مثال، برای پرینت یک حفره در محور افقی ، نرم افزار پرینتر سه بعدی باید حفره دایره ای را به تعدادی لایه تقسیم کرده و این لایه ها را روی هم بگذارد ، این مسئله باعث ایجاد لبه های پلکانی می شود. به این پدیده تاثیر پلکانی گفته می شود و هرچه میزان انحنای یک سطح بالا باشد، این پدیده بیشتر در قطعه دیده می شود.
ساپورت در پرینتر سه بعدی از اهمیت زیادی برخوردار است . قطعات پرینت شده با پرینتر های سه بعدیFDM محصول نهایی نیستند و برای داشتن کیفیت مناسب سطوح با استفاده از روش های مختلف پرداخت قطعات پرینت سه بعدی (Post Processing) به صافی سطح مورد نظر می رسیم .ساپورت در پرینتر سه بعدی یکی از مواردی است که اگر دقت کافی به آن نداشته باشیم میتواند ظاهر یک قطعه را به طور کلی از بین ببرد. پرداخت پس از آن بخشی از فرایند چاپ سه بعدی است که اغلب نادیده گرفته می شود. همانطور که بازار تولید افزودنی از نمونه سازی به سمت تولید نهایی به بازارهای مصرف منتقل می شود ، اهمیت و جلوه محصولات چاپ سه بعدی بیشتر می شود. اینجاست که پس از پرداخت قطعات پرینت سه بعدی وارد می شود.
تقریباً هر قطعه سه بعدی پس از پرینت به نوعی پردازش پس از پرینت نیاز دارد. پردازش پس از آن می تواند زیبایی قسمت چاپ شده را بهبود بخشد ، همچنین می تواند مقاومت و سایر خصوصیات را بهبود بخشد. پس از کشف زیبایی پردازش پس از آن ، دیگر هرگز نمی خواهید چاپ های سه بعدی خود را دست نخورده بگذارید. تکنیک های زیادی برای انتخاب وجود دارد ، و ما انتخاب های خود را به دو دسته تقسیم کرده ایم: “تمیز کردن و آماده سازی” “finishing”
چاپ سه بعدی FDM برای نمونه های مقرون به صرفه با مدت زمان کوتاه بهترین گزینه است. خطوط لایه به طور کلی در چاپ های FDM وجود دارد که در صورت نیاز به یک سطح صاف ، پرداخت را مرحله مهمی می کند. برخی از روشهای پردازش پرداخت همچنین می توانند به پرینت ها کمک کنند تا رفتار ناهمسانگرد قطعات FDM را کاهش دهند.
در این مقاله رایج ترین روشهای پرداخت (Post Processing) برای تکنولوژی FDM می پردازیم.
ساپورت در پرینتر سه بعدی
همانطور که میدانید نحوه کار پرینتر سه بعدی FDM به صورت ساخت لایه به لایه روی یک سطح صاف است، زمانی که لایه ها رو هم دیگر چاپ میشوند.زمانی فرار میرسد که به خاطر هندسه شکل زاویه ای بیشتر از 45 درجه با لایه بالا تشکیل شده است. اگر پرینتر به کار خود ادامه دهد زمانی که به زاویه بالای 45درجه برسد لایه بالا فرو میریزد به علت نبودن تکیه گاه یا ساپورت.
زمانی که کسی برای ساخت قطعه ی پرینت سه بعدی خود از ساپورت گذاری استفاده می کند باید همیشه پس از عملیات چاپ پردازش هایی روی قطعه ی خود انجام دهد و این از محدودیت های استفاده از ساپورت می باشد. در صورت پردازش پس از انجام پرینت امکان آسیب به سطح قطعه ی چاپ شده و افت کیفیت آن خواهد بود. لایه ای که بر روی سطح ساپورت قرار دارد از کیفیت کمتری برخوردار است دلیل آن که ساپورت ها نسبت به لایه های جامد دیگر از کیفیت کمتری برخوردار می باشند. همچنین در صورتی که مدل چاپ شده ی شما در پرینت سه بعدی بسیار کوچک و پیچیده باشد بسیار مشکل است تا بدون آسیب به آن ساپورت را از آن جدا نمود.
منظور از ساپورت گذاری در پرینترهای سه بعدی به قسمت هایی گفته می شود که پرینتر مجبور است لایه هایی را به عنوان پایه بسازد تا قسمت اصلی قطعه را روی آن پرینت بگیرد.
برای مثال شما طاقی را در نظر بگیرید روی پایه ای قرار گرفته ، در ابتدا پرینتر پایه را میسازد و سپس دیوارای طاق، ولی خود طاق را نمی تواند روی هوا پرینت بگیرد بنابراین از روی پایه کار ساپورت گذاری می کند تا بتواند سقف کار را مورد پرینت قرار بدهد. در انتها شما می توانید با کندن ساپورت قطعه در خواستی خود را به دست بیاورید.
اگر چه در بعضی طرح ها ، جهت چاپ سه بعدی ناگزیر به استفاده از ساپورت هستیم ولی می توان در اکثر مواقع با اصلاح در طراحی سه بعدی عملیات ساپورت گذاری را حذف و یا به مقدار قابل توجهی کاهش داد.
حذفساپورت در پرینتر سه بعدی اولین مرحله پس از پردازش یا همان پرداخت (Post Processing) است. معمولاً برداشتن تکیه گاه به تلاش زیادی احتیاج ندارد ، مگر اینکه در گوشه های تنگ یا مکان های سخت دیگر دسترسی داشته باشد. بسته به آنچه ساخته شده اند ، ساپورت می تواند نامحلول یا محلول باشد (قابلیت حل شدن در آب یا مایع دیگر). بر خلاف روش های دیگر پرداخت ، حذف ساپورت حتما باید انجام شود و به اجبار باید انجام شود.ساپورت های محلول به راحتی می توانند با خیساندن قطعه در آب یا مایع دیگر حل شوند بدون اینکه اثری باقی بماند.
ساپورت در پرینتر سه بعدی HIPS معمولا به عنوان ساپورت برای پرینت سه بعدی قطعات از جنس ABS استفاده می شود.
PVA معمولا به عنوان ساپورت برای پرینت سه بعدی قطعات از جنس PLA استفاده می شود.
HydroFill معمولا به عنوان ساپورت برای پرینت سه بعدی قطعات از جنس ABS یا PLA استفاده می شود
فیلامنت PVA به دلیل قابلیت حل در آب شناخته می شود و اغلب به عنوان ماده ساپورت برای پرینت های پیچیده مورد استفاده قرار می گیرد .
HIPS ، یا پلی استایرن با تأثیر بالا ، یک support قابل حل است که معمولاً با ABS استفاده می شود. هنگامی که به عنوان support مورد استفاده قرار می گیرد ، HIPS می تواند در d-Limonene حل شود و چاپ شما را از هرگونه علامت گذاری ناشی از حذف support در امان گذارد
ساپورت های نامحلول از همان ماده اصلی ساخته می شوند. چاپگرهای سه بعدی FDM با یک اکسترودر تنها می توانند از این نوع پشتیبانی استفاده کنند ، زیرا قطعه و ساپورت های آن از همان قرقره فیلامنت پرینت می شوند. از بین بردن ساپورت های نامحلول معمولاً با گرفتن انگشتان یا برش دادن آنها با یک انبردست انجام می شود.
حروف YHT ساپورت در پرینتر سه بعدی
اگر این سه حروف را به عنوان مدلی سه بعدی در پرینت سه بعدی در نظر بگیرید:
به دلیل آن که بازوهای حرف Y به حالت ۴۵ درجه پرینت شده اند یا حالت گستردگی کمتری دارند، به همین دلیل نیازی به ساپورت گذاری در ساخت این قطعه نمی باشد. • حرف H از پیچیدگی بیشتری برخوردار است ولی در صورتی که قطعه ی مرکزی دارای طول کمتر از ۵ میلی متر باشد نیازی به ساپورت گذاری نمی باشد و می توان با پل زدن آن قطعه را پرینت کرد اما در صورتی که از حد معمول بیشتر باشد باید از ساپورت استفاده نمائید. • اما T حتما به ساپورت گذاری نیاز دارد و هیچ دلیلی برای بازوها بدون آن پرینت شود وجود ندارد. و در صورتی که از ساپورت استفاده نشود ممکن بازوها به زمین بیفتد و یا دچار خیمدگی شدید شود.
فیلامنت PLA که به اختصار به نام پلاستیک PLA شناخته می شود که یک ماده پلاستیکی با پایه گیاهی است .این ماده یک پلی استر آلیفاتیک ترموپلاستیک است و ماده اولیه طبیعی است که در پرینت سه بعدی استفاده می شود. فیلامنت PLA یک پلیمر ترموپلاستیک کاملاً زیست تخریب پذیر است که از مواد اولیه تجدید پذیر تشکیل شده است.
PLA ، همچنین به عنوان اسید پلی لاکتیک یا پلی لاکتید شناخته می شود ، یک ترموپلاستیک است که از منابع تجدید پذیر مانند نشاسته ذرت ، ریشه تاپیوکا یا نیشکر ساخته می شود ، برخلاف سایر مواد صنعتی که عمدتا از مشتقات نفتی ساخته می شوند. این ماده به دلیل ریشه های اکولوژیکی بیشتر در صنعت چاپ سه بعدی محبوب شده است ، حتی در کاربردهای پزشکی و محصولات غذایی مورد استفاده قرار می گیرد.
در بین تمام مواد چاپ سه بعدی ، PLA بخشی از محبوب ترین مواد مورد استفاده برای تولید مواد افزودنی است.
نحوه تولید فیلامنت PLA
PLA در دهه 1930 توسط شیمیدان آمریکایی Wallace Carothers ایجاد شد که بیشترین تولید نایلون و نئوپرن در شرکت شیمیایی DuPont شناخته شده است. اما تنها در دهه 1980 بود که سرانجام PLA برای استفاده توسط شرکت آمریکایی Cargill تولید شد.
این پلیمر ترموپلاستیک با تخمیر یک منبع کربوهیدرات مانند نشاسته ذرت تولید می شود. در این حالت ، محصول طبیعی آسیاب می شود تا نشاسته را از ذرت جدا کرده و آن را با مونومرهای اسیدی یا لاکتیکی مخلوط کند. با این مخلوط نشاسته به دکستروز (گلوکز D) یا قند ذرت شکسته می شود. سرانجام ، تخمیر گلوکز باعث تولید اسید لاکتیک ، جز component اصلی PLA می شود. این ماده مایع شبه پلاستیکی غیر نیوتنی محسوب می شود.
ترمو پلاستیکPLA و پرینت سه بعدی
در تزریق پلاستیک ، این ماده برای ساخت بسته بندی استفاده می شود ، در درجه اول برای صنایع غذایی به عنوان جایگزینی پلاستیک های مشتق شده از سوخت های فسیلی ، زیرا مواد برای تماس با مواد غذایی مناسب است.
PLA در چاپ سه بعدی با استفاده از فناوری FDM مورد استفاده قرار می گیرد ، این ماده یکی از مواد استاندارد این فناوری است. زیرا این ماده گزینه موجود و رایج برای پرینترهای سه بعدی مصرف دارند. یکی از دلایل همه گیر شدن و استقبال زیاد از این فیلامنت ، استفاده آسان مواد پلاستیکی PLA است.
علاوه بر این ، نسخه های مختلفی از رشته های PLA در طول سال ها توسعه یافته است. به همین دلیل است که اکنون می توانید مقداری Aluminium PLA ، PLA ساخته شده با الیاف چوب یا PLA با ذرات برنز پیدا کنید. امکاناتی که PLA ارائه می دهد فوق العاده متنوع است.
فواید فیلامنت PLA چیست؟
فیلامنت PLA یک از محبوب ترین فیلامنت های موجود در ایران و جهان است که در بالا به صورت جزئی و مختصر توضیح دادیم اما به صورت کلی تر بدین شکل است که رشته PLA در ساخت مواد افزودنی مقبولیت گسترده ای پیدا کرده است ، بخشی از این ماده از محصولات تجدید پذیر ساخته می شود و همچنین به دلیل خواص مکانیکی آن. این اغلب انتخاب افراد تازه کار در چاپ سه بعدی است زیرا کار با PLAبسیار آسان است. این ماده که یک پلیمر نیمه بلور در نظر گرفته شده است ، دارای دمای ذوب 190 الی 220 درجه سانتیگراد ، کمتر از فیلامنت ABS است که شروع به ذوب بین 210 درجه سانتیگراد تا 260 درجه سانتیگراد می کند. این بدان معناست که هنگام چاپ با PLA ، استفاده از تخت چاپ گرم لازم نیست و محفظه بسته نیز ضرورتی ندارد. تنها عیب این است که رشته PLA دارای گرانروی بیشتری است که در صورت عدم مراقبت می تواند سر چاپ را مسدود کند.
این رشته دارای مشخصات مکانیکی مشابه رشته ABS نیست. بسیار مقاوم تر و انعطاف پذیر است. حتی در این صورت ، اگر پروژه پیچیدگی های مکانیکی عمده ای نداشته باشد ، اغلب کار با آن توصیه می شود ، زیرا بسیار ساده تر است. به عنوان مثال ، PLA به پردازش پیچیده پس از پردازش نیاز ندارد. در صورت نیاز می توان آن را سنباده زد و یا با کلروفرم برق انداخت و معمولاً ساپورت ها به راحتی جدا می شوند.
خصوصیات مکانیکی فیلامنت PLA چیست ؟
در مقابل ، PLA نسبت به ABS دوام ، شکنندگی و حساسیت بیشتری نسبت به گرما خواهد داشت.
PLA دارای دمای انتقال شیشه 65 درجه سانتیگراد و دمای ذوب 178 درجه سانتیگراد است. PLA مقاوم ترین در برابر حرارت نیست ، به همین دلیل برای اشیای تزئینی بدون محدودیت مکانیکی مناسب است.
اگر می خواهید قطعه خود را با فناوری FDM تولید کنید ، برای تولید قطعات با محدودیت های عمده ، استفاده از ABS ارجح است. ضخامت لایه تقریباً بین 70 و 400 میکرون متغیر است و به دقت پرینتر سه بعدی بستگی دارد.
فواید فیلامنت PLA چیست؟
پرینت سه بعدی با فیلامنت PLA مزایای زیادی دارد ، به خصوص اگر تازه کار هستید یا به دنبال تجربه ای بدون سرخوردگی هستید.
برای مبتدیان ، پرینت فیلامنت PLA بسیار آسان شناخته شده است. این ماده معمولاً از نازل پرینتر سه بعدی شما خارج می شود و هیچ مشکلی از قبیل تاب زدن یا مسدود شدن نازل وجود ندارد. علاوه بر این ، دمای پرینت برای فیلامنت استاندارد PLA در مقایسه با سایر مواد نسبتاً کم است ، و باعث می شود پرینت با آن متنوع تر و راحت تر باشد.
با این حال ، وقتی وارد مخلوط PLA می شوید که با مواد چوبی یا فلزی ترکیب شده اند ، پرینت آنها کمی دشوارتر می شود. یکی دیگر از مزایای فیلامنت PLA جزئیات سطح با کیفیت بالا است که پرینتر سه بعدی را ارائه می دهد. مواد دیگر مستعد زخم شدن یا لکه دار شدن هستند ، اما PLA موفق به از بین بردن این مشکلات زیبایی شناختی بالقوه می شود. برخلاف ABS ، که یکی دیگر از مواد چاپ سه بعدی محبوب است ، فیلامنت PLA هنگام اکسترود بوی بدی نمی دهد.
دلیل این که فیلامنت PLA دارای رنگهای مختلفی است و با هم مخلوط می شود این است که خود ماده به راحتی رنگدانه می شود. پردازش پس از آن نیز در مورد PLA راحت تر است و به کاربران اجازه می دهد کیفیت سطح را با کمی سنباده و اصلاح کنند.
اگرچه موادی مانند ABS و PETG مزایای مکانیکی خاصی دارند ، اما فیلامنت PLA چیزی نیست که بتوان راحتی از کنار آن گذر کرد. وقتی نوبت به کارایی می رسد ، PLA گزینه ای عالی برای نمونه سازی سریع است. نقطه ذوب در دمای پایین جزئیات بهتر سطح و ویژگی های واضح تری را در مقایسه با سایر مواد معمول استفاده می کند.
سرانجام ، همانطور که قبلاً نیز اشاره کردیم ، فیلامنت PLA غیر سمی و قابل تجزیه زیست است ، و آن را به ماده ای ایده آل برای کاربران چاپگر سه بعدی با آگاهی از محیط تبدیل می کند. خدمات پرینت سه بعدی کرج
مشکلات فیلامنت PLA چیست؟
اگرچه استفاده از فیلامنت PLA نسبت به سایر گزینه ها مزایای بی شماری دارد ، اما مشکلاتی نیز در رابطه با این ماده نیز وجود دارد.
به عنوان مثال ، فیلامنت PLA هنگام اعمال گرما تمایل به تغییر شکل یا ذوب شدن دارد ، و این امر برای قطعاتی که به مقاومت در برابر حرارت نیاز دارند غیر عملی است. همچنین از استحکام کمتری نسبت به ABS یا PETG برخوردار است و آن را به جای مکانیکی برای مصارف زیبایی بهتر می کند.
فیلامنت PLA همچنین علی رغم اینکه پرینت با آن بسیار راحت تر است ، نسبت به سایر مواد بافت خشن تری دارد. از آنجا که این ماده زیست تجزیه پذیر است ، این امر عمر کمتری را برای هر موردی که به صورت سه بعدی با PLA چاپ شده است ، ایجاد می کند.
علاوه بر این ، PLA از نظر غذایی ایمن نیست و از نظر ماهیت کاملاً شکننده است ، و باعث می شود در اثر استرس مستعدتر در برابر شکنندگی شود. مانند بیشتر مواد چاپ سه بعدی ، انتخاب صحیح رشته PLA یا نبودن آن کاملاً به آنچه شما برای چاپ سه بعدی در نظر دارید بستگی دارد.
چه زمانی باید از فیلامنت PLA استفاده کنید؟
فیلامنت PLA ماده ای عالی برای کاربردهای بی شمار است. اگرچه خصوصیات مکانیکی موجود در سایر انواع فیلامنت ها را ندارد ، اما چاپ آن آسان است و دارای رنگها و سبک های مختلفی است.
بنابراین ، اکثر انواع فیلامنت های PLA برای پرینت بصری و نمونه سازی سریع و مدل سازی بسیار مناسب هستند ، خصوصاً در مواردی که قطعه پرینت شده با فشار یا کشش زیادی روبرو نشود.
بنابراین ، فیلامنت PLA برای اشیای پرینت شده که به خصوصیات مکانیکی ، دوام یا تجزیه پذیری وابسته نخواهند بود ، ایده آل است.
Post processing برای قطعه تولید شده با فیلامنت PLA به چه صورت است ؟
امکانات پس از پردازش با PLA بستگی به رشته ای دارد که در واقع با آن کار می کنید. متداول ترین روش های پس از پردازش همچنان سنباده زدن است که به شما امکان می دهد یک قطعه چاپ سه بعدی با سطح صاف تهیه کنید ، با از ورق هایی با سختی مختلف از سختی زیاد به کم استفاده می شود به اینصورت که اول خشن تراشی می شود و بعد از با سنبادهایی با سختی کمتر روند پرداخت را ادامه می دهیم تا به سطح دلخواه برسیم .
البته روشهای زیادی برای پس از پردازش رشته PLA وجود دارد و این روشها گاهی اوقات به نوع PLA شما بستگی دارد.
پس از سمباده زدن مدل خود ، می توانید از پرایمر یا پرکننده برای پوشاندن هر شکاف دیگر استفاده کنید که روی نحوه نشستن رنگ روی چاپ تأثیر می گذارد. رنگ اکریلیک بهترین گزینه برای رشته PLA است و به طور کلی مقرون به صرفه است و دارای رنگهای مختلفی است.
آیا با توجه به زیست تخریب پذیر بودن فیلامنت PLA پایداری این فیلامنت به چه صورت است و امکان زیر سوال بردن این مسئله ممکن است ؟در سال اخیر ، پایداری فیلامنت PLA زیر سوال رفته است. احتمالاً به این دلیل که اصطلاح زیست تخریب پذیر ، که اغلب برای اشاره به این فیلامنت استفاده می شود ، منجر به سردرگمی شده است. در واقع ، این ماده از مواد تجدید پذیر ایجاد می شود که در طبیعت پدیدار است ، اما این ماده را لزوماً قابل تجزیه نمی کند. این ماده می تواند تجزیه شود ، اما فقط در برخی شرایط هوازی. به عنوان مثال ، PLA هنگام قرار گرفتن در معرض کمپوست صنعتی می تواند به سرعت تخریب شود ، در غیر این صورت تجزیه در فضای باز ممکن است 80 سال طول بکشد و مانند سایر پلاستیک ها ، یک آلاینده پلاستیکی شود.
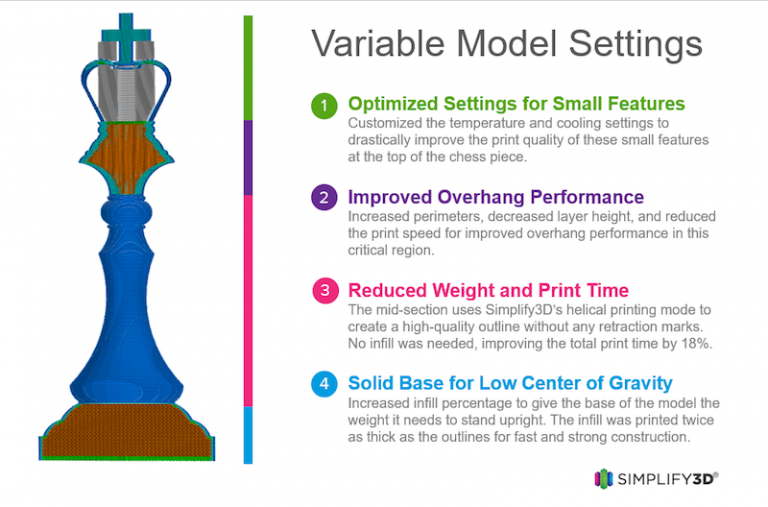
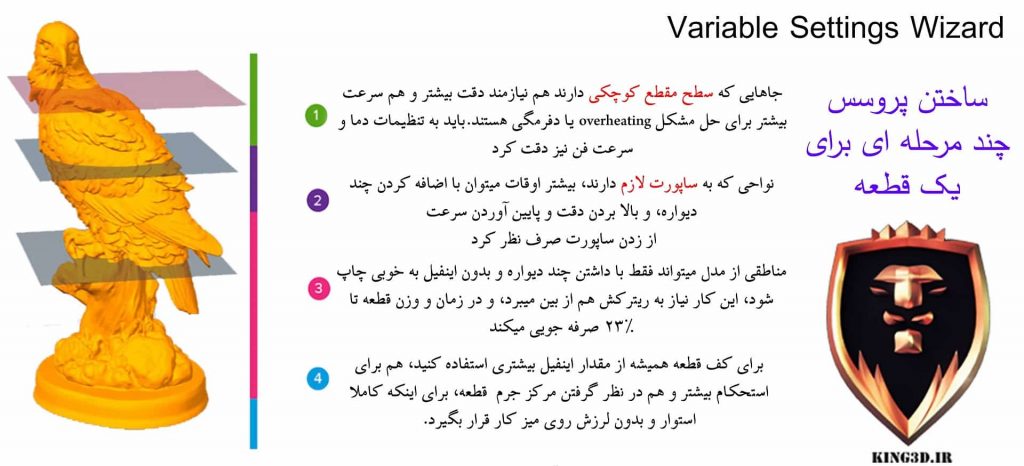
در قسمت قبل اموزش simplify3d به وارد کردن یک فایل سه بعدی و گرفتن خروجی G-C0DE اشاره کردیم، امروز میخواهیم راجب یک قابلیت منحصر به فرد در نرم افزار سیملیپفای یعنی ” Variable Settings Wizard ” اشاره کنیم. بهبود کیفیت چاپ شما نتیجه بهینه سازی تنظیماتی است که در طی مراحل پرینت استفاده می شود. بخشهای مختلف یک مدل برای دستیابی به بهترین نتیجه ممکن است نیاز به تنظیمات مختلف داشته باشد.
Simplify3D توانایی منحصر به فردی دارد که به کاربران اجازه می دهد به معنای واقعی کلمه هر بخش دلخواه را برای بخشهای مختلف مدل تغییر دهند .شما می توانید از این ویژگی قدرتمند برای بهبود کیفیت چاپ در مناطق مختلف قطعه ، کاهش زمان چاپ کلی یا حتی تغییر خصوصیات مکانیکی قطعه نهایی استفاده کنید. در این آموزش نحوه استفاده از این ویژگی برای استفاده بهینه از قطعات چاپ شده سه بعدی توضیح داده خواهد شد.
چگونگی استفاده از تنظیمات متغیرVariable Settings Wizard
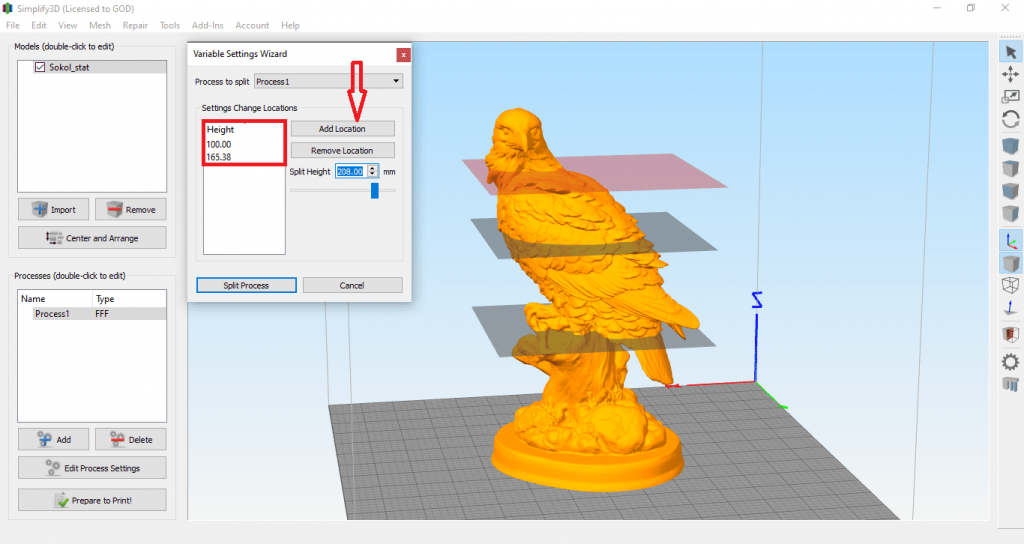
تنظیمات متغیر یا Variable Settings Wizard در نرم افزار simplify3d شما امکان می دهد تنظیمات مختلفی را که می خواهید برای هر منطقه از مدل خود تعیین کنید ، آسان کند. برای باز کردن این جادوگر ، به Tools> Variable Settings Wizard بروید. در بالای wizard ، می توانید روند اصلی را که می خواهید به عنوان الگو استفاده کنید ، انتخاب کنید. باقیمانده Variable Settings Wizard برای کمک به شما در انتخاب و تجسم مکان های مختلفی که می خواهید تغییر تنظیمات را ایجاد کنید اختصاص داده شده است. به عنوان مثال ، اگر مدل Falcon ما 250 میلی متر باشد، اما ما می خواهیم از تنظیمات مختلفی برای نیمه بالا و پایین مدل استفاده کنیم ، از wizard برای اضافه کردن یک مکان واحد در 100 ، 165 میلی متری استفاده می کنیم که در آن تنظیمات شروع به تغییر می کنند.
مراحل ذیل را دنبال کنید تا تمام مکانهایی را که می خواهید تنظیمات مدل خود را تغییر دهید اضافه کنید.
هنگام استفاده از wizard ، یک صفحه قرمز شفاف شاهد برش مدل های سه بعدی خود در فضای کاری Simplify3D خواهید بود.
با استفاده از نوار لغزنده افقی ، این صفحه را به مکانی که می خواهید تنظیمات چاپ را تغییر دهید ، منتقل کنید.
اگر از قبل محل دقیق محور Z را می دانید ، می توانید این عدد را به صورت دستی در کادر ورودی “Split Height” وارد کنید.
بعد از قرار دادن صفحه قرمز در ارتفاع Z صحیح ، روی “Add Location” کلیک کنید تا این مکان اضافه شود به لیست بروید.
مراحل 1-2 را برای هر مکان دیگری که می خواهید اضافه کنید تکرار کنید.
می توانید به دلخواه مکان اضافه کنید. پس از اتمام کار ، بر روی دکمه “روند تقسیم” در پایین سمت چپ کلیک کنید تا تغییرات نهایی شود.
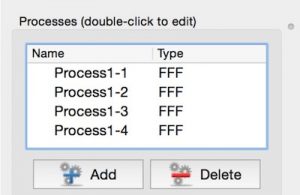
پس از خارج شدن از جادوگر ، متوجه خواهید شد که روند اصلی به چندین قسمت تقسیم شده است. هر قسمت شامل نام فرآیند اصلی و همچنین تعدادی برای نشان دادن این منطقه است که این فرآیند را کنترل می کند.
به عنوان مثال ، ما 3 مکان تقسیم شده برای مدل falcon خود اضافه کردیم. فرایند اصلی “Process1” نام داشت ، بنابراین پس از استفاده از جادوگر ، ما با “Process1-1” ، “Process1-2” ، “Process1-3” و “Process1-4” باقی مانده ایم. “Process1-1” تنظیمات را در پایین مدل falcon کنترل می کند ، در حالی که “Process-4” تنظیمات را در بالای مدل کنترل می کند. Variable Settings Wizard
تنظیمات نواحی مشخص شده
برای ویرایش تنظیمات مربوط به یک منطقه خاص ، کافیست روی فرآیند مرتبط با آن منطقه دوبار کلیک کنید.
به عنوان مثال ، برای ویرایش تنظیمات پایه قطعه شطرنج ، روی “Process1-1” دوبار کلیک می کنیم.
سپس می توانید تنظیماتی را که برای آن منطقه خاص می خواهید تغییر دهید و برای ذخیره تغییرات روی تأیید کلیک کنید.
اگر می خواهید تنظیمات را در چندین فرآیند همزمان ویرایش کنید ، می توانید از ویژگی مفید دیگری در Simplify3D به نام Process Grouping استفاده کنید.
همچنین می توانید با رفتن به برگه Advanced و بررسی تنظیمات “شروع / توقف چاپ در ارتفاع” ، محدوده دقیق محور Z را که یک فرآیند اعمال می شود ، تأیید کنید.
Variable Settings Wizard
Variable Settings Wizard
پس از اتمام سفارشی سازی Variable Settings Wizard ، روی “آماده شدن برای چاپ” کلیک کنید.
با این کار پنجره جدیدی باز می شود که می توانید فرایندهایی را که می خواهید برای این چاپ در نظر بگیرید انتخاب کنید. در مورد ما ، “انتخاب همه” را انتخاب می کنیم تا هر 4 فرآیند ایجاد شده را انتخاب کنیم.
لطفاً همچنین اطمینان حاصل کنید که حالت “چاپ مداوم” را انتخاب کرده و سپس OK را انتخاب کنید تا برش مدل خود را شروع کنید.
این نرم افزار به طور خودکار تنظیمات مربوط به هر منطقه از مدل شما را در یک چاپ واحد ترکیب می کند و به شما امکان کنترل کامل نتایج را می دهد.
پس از اینکه برش به پایان رسید ، به حالت پیش نمایش (Preview Mode) منتقل می شوید و در آنجا می توانید شبیه سازی چاپ را برای تأیید تغییرات خود مشاهده کنید.
می توانید حالت رنگ آمیزی پیش نمایش را به “روند فعلی” تغییر دهید ، که برای هر یک از فرآیندهای ایجاد شده از رنگ دیگری استفاده می کند.
این یک روش عالی برای بررسی اینکه کدام بخش از مدل شما توسط هر فرآیند چاپ می شود ، است.
هنگامی که از تغییرات خوشحال شدید ، می توانید چاپ مدل تازه سفارشی خود را شروع کنید! Variable Settings Wizard
نتیجه !با استفاده از قابلیت Variable Settings Wizard می توان زمان پرینت را تا حدودی کاهش داد و با توجه به این موضوع که برای قسمت های مختلف با توجه به نوع شکل هندسی و نحوه قرارگیری و موقعیت قطعه می توان تنظیمات متفاوتی برای فایل مورد بحث در نظر گرفت.
این قابلیت یکی از ابزار های بسیار کاربردی در نرم افزار Simpilify3D می باشد .
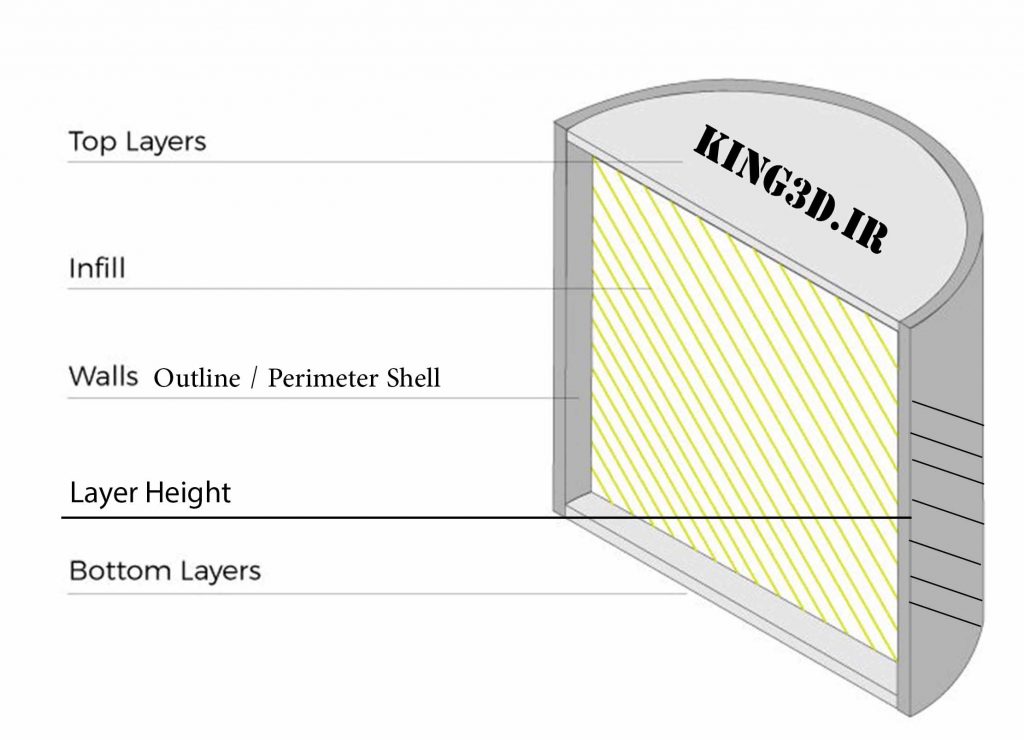
Infill در پرینتر سه بعدی یه مقدار پرشوندگی یک قطعه میگویند، پرینتر های سه بعدیFDM از قابلیت تفکیک مدل به چندین بخش مختلف دارا هستند، علت این دسته بندی یا تفکیک این است که ما مدیریت و کنترل بهتری روی قطعه ای که قرار است با پرینتر سه بعدی چاپ شود داشته باشیم.
زمان ،هزینه و استحکام پرینت سه بعدی یک قطعه به چندین پارامتر از جمله
infill
layer height
speed
shell
temprature
top/bottom layer
بستگی دارد، تغییر هر کدام از این پارامترها میتواند ویژگی قطعه پرینت شده با پرینتر سه بعدی با تغییرات جزئی و یا اساسی تحت الشعاع قرار دهد.
یکی از ویژگی های پرینتر سه بعدی این است که میتوان یک قطعه را توخالی، نیمه پر و یا کاملا پر تولید کرد، بر خلاف روش های دیگر ساخت. روشهای ساخت کاهشی (CNC) , تزریق پلاستیک قالب و ریخته گری همگی یک مدل کاملا توپر میسازند.
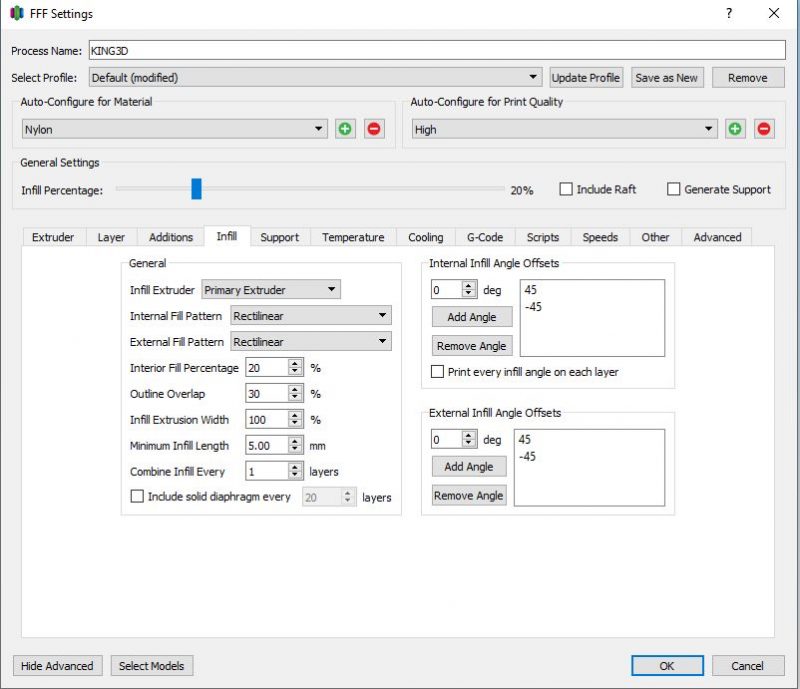
Infill در پرینتر سه بعدی یا میزان پرشوندگی یک قطعه کاملا انتخابی است، زمانی که مدل سه بعدی را وارد نرم افزار های اسلایسر کردید(مثلا Simplify3d)، از سربرگی اینفیل میتوان مقدار اینفیل را تعیین کرد.
نرم افزار Simplify3dاینفیل Infill معرفی گزینه ها
Infill extruder
اگر پرینتر شما دارا دو نازل است، میتوانید یکی از دو نازل رو برای پرینت قسمت اینفیل انتخاب کنید، گزینه Primary Extruder به طور پیش فرض انتخاب شده است،
پیشنهاد میشود اگه دو فیلامنت دارید که یکی از فیلامنت های مناسب ساپورت گذاری است مانند فیلامنت HIPS PVA …. برای اینفیل Primary Extruder و برای قسمت ساپورت Secondary Extruder را انتخاب کنید.
Interall / External Fill Pattern
یکی از مهترین پارامترهای Infill در پرینتر سه بعدی انتخاب نوع الگو پرینت سه بعدی است، بر خلاف روشهای دیگر ساخت .
این روش میتواند الگوی پرشوندگی قطعه را تعیین کند در پایین به معرفی هر روش میپردازیم.
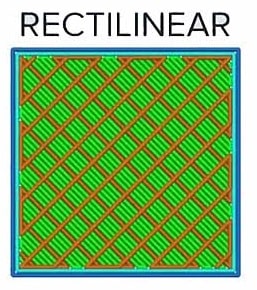
یکی از پر استفاده ترین مدل از الگو هاست،با نام الگو ZIG ZAG نیز شناخته میشود.
کیفیت سطح بالایی ارائه میدهد.
زمانی که اینفیل بالا مورد نیاز باشد، از این الگو استفاده کنید.
در مقابل تنش پیچشی ضعیف است
به نسبت استحکام ضعیفی در راستای عمود و افق دارد.
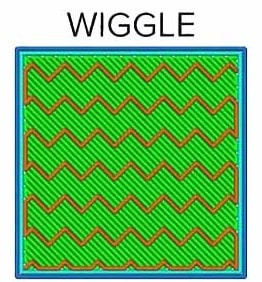
این الگوی تراکم به قطعه امکان چرخش و فشردهشدن میدهد و نرمی خاصی ایجاد میکند و انتخاب خوبی برای پرینت سه بعدی متریالهای انعطافپذیر و نایلونهای نرمتر است.
به دلیل پیچیدگی کمتر نسبت به دو الگوی دیگر، به زمان کمتری نیاز دارد.
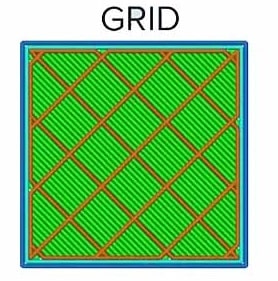
این الگو همانند توری است، از دو خط عمود بر هم که تشکیل یک مربع را میدهند شکل گرفته است.
مزیت
زمانی که قطعه در جهت روبه بالا پرینت میشود، دارای بالاترین استحکام است.
اگر میخواهید سطح بالای مدلتان خیلی خوب به نظر برسد، این الگو ساپورت خوبی برای پر کردن لایه های بالایی تشکیل میدهد.
معایب : در جهت افقی و مورب از استحکام خوبی برخوردار نیست.
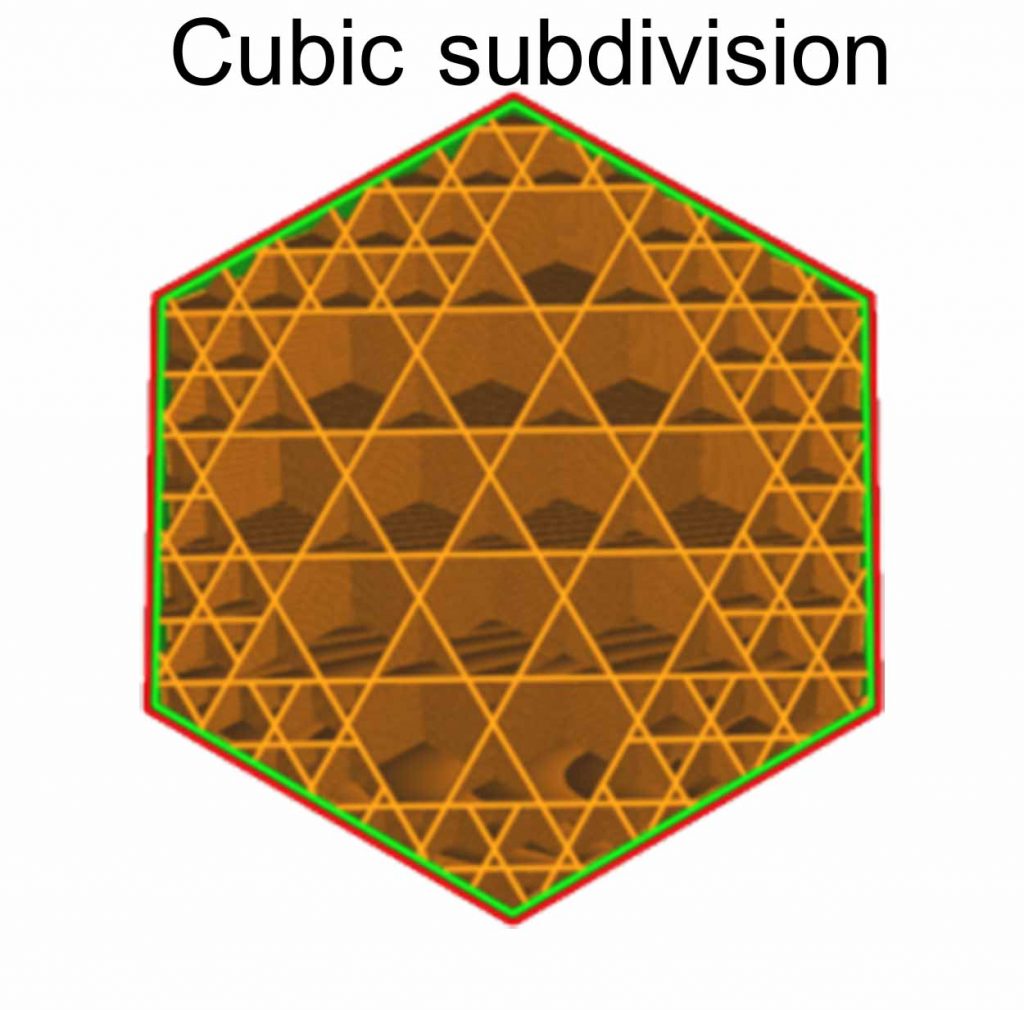
همانند الگو cubic است ولی با فرمولی متفاوت در دیواره های بیرونی و داخلی
جداره های بیرونی از مثلث های ریزتزی (تقریبا 8 برابر کوچکتر) تشکیل شده است.
مزیت
از فیلامنت کمتری برای داشتن مدلی با استحکام بالا استفاده میشود.
کیفیت سطح بالایی دارد
معایب
محاسبه زمان اسلایس آن در نرم افزار های اسلایسر وقت گیر است
به اینفیل بالای 50% نیاز دارد.
ترکیبی از چند الگو Line,cubic, tetrahedral است.
از انجایی که تقسیم بار بر روی سازه به طور مساوی تقسیم میگردد، از استحکام متوسط و یکسانی در همه جهات برخودار است.
مشکل بالشتی شدن سطح بالا را دارد.
Infill در پرینتر سه بعدی
ظاهری مانند پازل دارد.
در راستای عمود نسب به افق از استحکام بالاتری برخودار است.
برای فیلامنت های انعطاف پذیر بسیار مناسب است.
زمان زیادی برای اسلایس کردن آن در نزم افزار میگیرد.
Infill در پرینتر سه بعدی
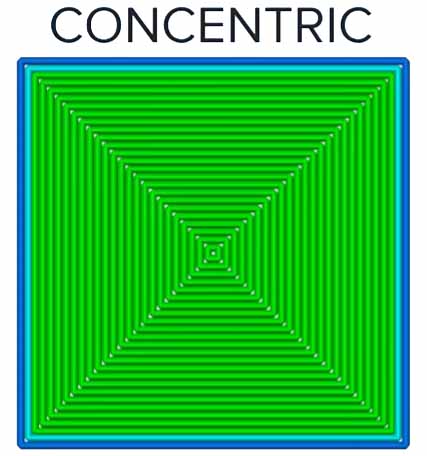
الگو هم مرکزی که بیشتر برای سطوح بالایی و پایینی استفاده میشود.
زمانی که از اینفیل 100% استفاده کنید، از این الگو نیز میتوان استفاده کرد.
بار به طور مساوی به خاطر الگو رفتاری آن روی کل سطح به طور یکنواخت پخش میشود.
در جهت عمودی از استحکام بالایی برخوردار است.
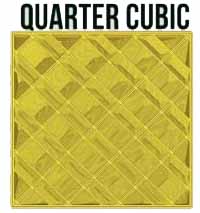
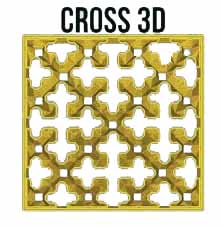
دقیقا مانند حالت cubic است ولی فرق های جزئی در فرم آن قرار دارد.
از استحکام بیشتری در همه جهات برخودار است از حالت CUBIC حدودا 20% مستحکمتر است.
برای مدل های سه بعدی حتی با جداره های نازک مناسب است.
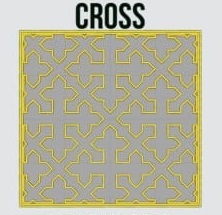
همانند الگو Cross است ولی در راستاهای افقی و عمودی ضعیف است
پرینت بسیار راحتی دارد
نیاز به فعال بود تیک ریترکشن ندارد.
برای سطوح انعطاف پذیر بهترین گزینه است.
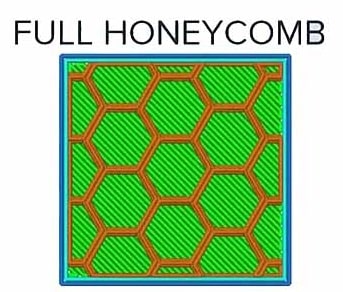
لانه زنبوری honeycomb یکی از الگوهای بسیار معمول پرینت که بسیار مستحکم بوده، سرعت چاپ بالایی داشته و مقاومت خوبی در همه جهات دارد.
این الگو مانند یک شبکه دو بعدی است که از مثلث های که باهم زاویه 60 درجه تشکیل داده اند ساخته شده است. Infill در پرینتر سه بعدی
مزیت :
در همه جهات خطی از مقاومت خوبی برخودرار است. uniform strength to every direction
نسبت به نیروی عمود به سطح مقاوم است.
It is able to resist force which acts parallel to the surface
معایب :
برای سطوحی که سطح نرم (smooth) لازم دارد توصیه نمیشود مگر اینکه تعداد لایه های بالای را افرایش دهید.
زمانی که بخواهیم ار نظر قدرت اینفیل هارو مورد بررسی قرار دهیم، این الگو خیلی جایگاه بالای ندارد.
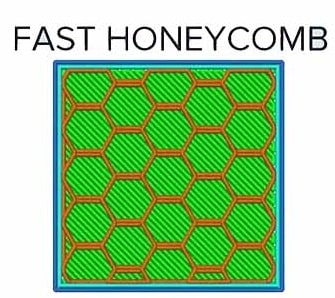
اگر به پترن دقت کنید میبیند که انگار یک حالت شش ضلعی دارد.
مزیت
در جهت افقی دارای بالاتری استحکام است.
در جهت خطی از استحکام قابل قبولی برخودار است.
نسب به تنش برشی بسیار مقاوم است.
وقتی که به این الگو نگاه میکنیم دقیقا مانند الگو GRID است ،با این تقاوت که اندازه مربع ها کوچکتر است.
از جهات افقی و عمودی ضعیف است، برای قطعاتی که نیاز به استحکام بالا دارند مناسب نیست.
تقاوت بین LINE و GRID
در LINE در لایه اول همه خطوط به یک سمت حرکت میکنند و در لایه بعدی در یک سمت دیگر از روی هم عبور میکنند.
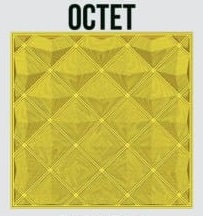
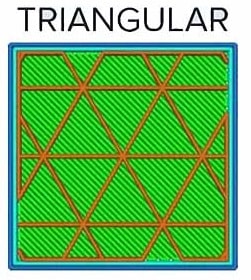
این یک نوع الگوی سه بعدی دیگر است، هر جا به استحکام بالا نیاز باشد، این الگو حرفی برای گفتن دارد.
Lines (rectilinear) infill: Layer 1: 45° – diagonal right direction Layer 2: -45° – diagonal left direction Layer 3: 45° – diagonal right direction Layer 4: -45° – diagonal left direction
Grid infill: Layer 1: 45° and -45° Layer 2: 45° and -45° Layer 3: 45° and -45° Infill در پرینتر سه بعدیLayer 4: 45° and -45°


































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}