نرم افزار simplify3D چیست ؟ معرفی و دانلود
نرم افزار های اسلایسر (مدیریت پرینت سه بعدی)
زمانی که فایل سه بعدی طراحی شده دارید، مرحله بعدی وارد کردن فایل سه بعدی درنرم افزار simplify3D و گرفتن G-CODE (نقشه راه) از نرم افزارهای اسلایسر است.
معرفی و دانلود نرم افزار simplify3d
نرم افزار simplify3D نام یک نرم افزار عالی برای مدیریت پرینتر های سه بعدی میباشد که قابلیت های فراوانی دارد و یکی از بهترین ها در این زمینه است. این نرم افزار با اکثر پرینتر های سه بعدی سازگاری کامل دارد و میتوانید به راحتی استفاده کنید.
کمپانی Simplify3D برای اولین بار در سال 2013 اولین نرم افزار خودش را برای کمک به مدیریت پرینت سه بعدی fdm روانه بازار کرد، طی سالیان نسخه های مختلفی از این نرم افزار بر روی اینترنت بارگذاری شد.به جرات میتوان گفت که نرم افزار Simplify3D یکی از محبوب ترین، ساده ترین، سریع ترین و…. نرم افزارهای اسلایسر دنیا تا به امروز است.
کمپانی Simplify3D در کشور اوهایو و شهر سینسینتی بنا شده، که این کمپانی بیش از 100 ها مدل پرینتر سه بعدی مختلف با تنظمیات و کارکردهای مختلف را داراست.
نرم افزار سیمپلیفای یک نرم افزار اپنسورس open source است.
این نرم افزار در بیش از 120 کشور مورد تایید و اعتماد بوده، این نرم افزار محبوب به 6 زیان فرانسوی،ایتالیایی، ژاپنی،المانی، پرتقالی و اسپانیایی ترجمه شده است.نسخه زبان انگلیسی نرم افزار زبان پیش فرض نرم افزار است.
نرم افزار سیمپیلیفای از 100 ها پرینتر سه بعدی رایج پشتیانی میکند در لینک زیر میتوانید مدل پرینتر خودتون رو سرچ کنید.
به تعریفی دیگر
نرم افزار simplify3D یک نرم افزار اسلایسر و کنترلی برای دسترسی بهتر به امکانات پرینتر و بهینه سازی فرایند چاپ سه بعدی است. هر چند چاپ سه بعدی فرایندی تقریبا معمول است اما آینده ی چاپ سه بعدی در دست کسانی است که بتوانند بهینه ترین، کم هزینه ترین و دقیق ترین چاپ را ارائه دهند. Simplify3D در بین نرم افزارهای اسلایسر پرینتر سه بعدی از برترین نرم افزارها است که تسلط نسبی بر آن بسیار بر فرایند، دقت و بهینه سازی چاپ موثر است.
نرم افزار simplify3d آخرین نرم افزاری است که نیاز دارید برای داشتن یک پرینت سه بعدی عالی
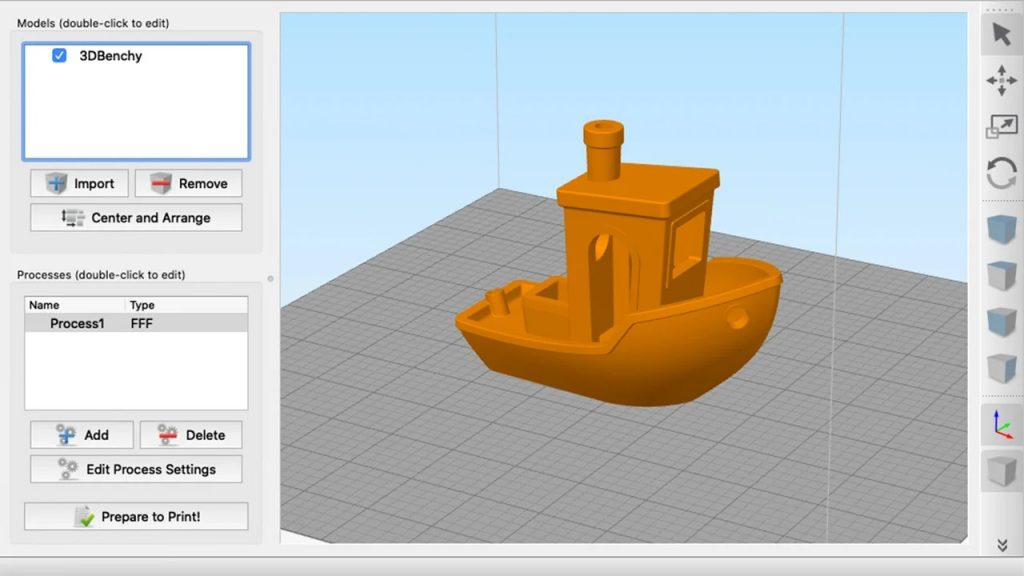
نرم افزار simplify3D تنها در چند ثانیه قطعه خود را آماده کنید، Simplify3D سریعترین اسلایسر را در بین تمام نرم افزار های پرینت سه بعدی داراست و به شما این امکان را می دهد که با سرعت و آسانی به بهترین کیفیت چاپ دست پیدا کنید.
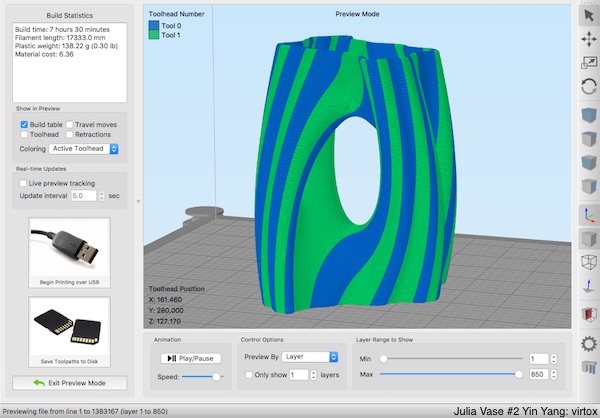
پیش نمایش بصورت سه بعدی برای شناسایی نقاطی که نیاز به بهبود دارند از قابلیت های دیگر این نرم افزار چاپ سه بعدی است.
ایجاد قطعات بسیار زیبا به کمک قابلیت دو اکسترودری در Simplify3D.قابلیت های منحصر به فرد برای جلوگیری از اختلال دو رنگ در یکدیگر و ایجاد جدایش های شارپ و دقیق بین رنگ ها.
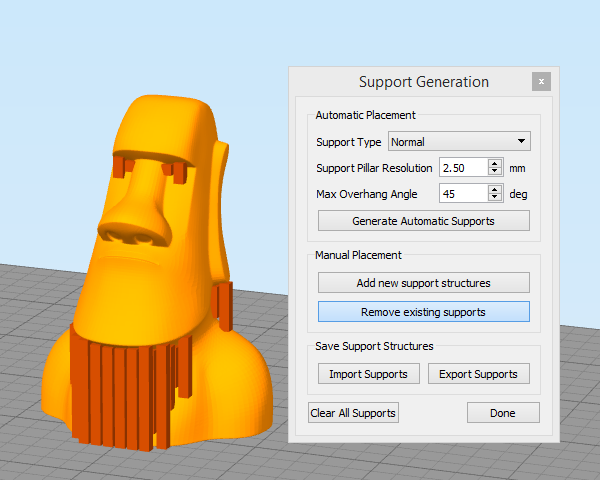
نرم افزار simplify3D ساپورت گذاری بروی قطعه هیچگاه ساده تر و هوشمندتر از این نبوده است.ساپورت گذاری بصورت هوشمند برای زوایایی که نیاز به ساپورت گذاری دارند و پس از آن شما می توانید ساپورت ها را اضافه یا کم کنید.
-سفارشی کردن سایز و زاویه های ساپورت
-چسبندگی کافی ساپورت ها بدون آنکه به قطعه نهایی آسیبی وارد شود.
-لذت بردن از بهترین سیستم ساپورت گذاری و پاکسازی راحت آن

نرم افزار simplify3D پول و زمان خود را اتلاف نکنید،دیگر فیلامنت را برای قطعات معیوب دور نریزید.جزییات بسیار در پیشنمایش چاپ بصورت کاملا سه بعدی که به شما اجازه میدهد که قبل از اینکه قطعه را چاپ کنید بتوایند فرآیند چاپ را مشاهده نمایید.
دستیابی به سطوح با کیفیت بسیار بالا همراه با تنظیمات پیشرفته.
برآورد زمان چاپ، مقدار فیلامنت مصرفی و هزینه نهایی کار.
پیش نمایش پرینت قطعه بصورت خط به خط یا لایه به لایه.
- پشتیبانی از فلش های USB و کارت های حافظه برای ارسال پرینت از آن ها
- اسلایسر سریع
- ساپورت گذاری بروی قطعه
- بهینه شده برای دستگاه های دارای 2 اکسترودر
- تخمین زمان، مقدار فیلامنت مصرفی و هزینه نهایی چاپ
- پیش نمایش پرینت قطعه بصورت خط به خط یا لایه به لایه
- توانایی پردازشهای مدلهای پیچیده و متراکم بدون ایجاد تداخل در فرایند چاپ
- بهینه بودن اسکریپتهای پس پردازش
- چند زبانه
- پیش نمایش پرینت قبل از شروع عملیات
- سازگاری با اکثر پرینتر های سه بعدی
- وارد کردن، مقیاس بندی، چرخاندن و اصلاح مدل های سه بعدی
- اعمال تنظیمات قابل سفارشی برای کنترل کردن پرینت ها
- پیش نمایش پرینت ها
- امکان چاپ مستقیم از طریق حافظه های فلش و مموری کارتها
- عدم تداخل رنگها در طرح های چند رنگ و پیچیده با نواحی مرزی نزدیک
- ظاهر مناسب و کارکرد آسان
- انجام عملیات تکه کردن و برش در زمان بسیار کم
- انجام مدیریت پرینتر سه بعدی با بیشترین سرعت و کمترین زمان-حجم مناسب نسبت به دیگر ابزارها-
Windows
ویستا، 7 ، 8 ، 8.1 و 10
Mac OS
Mac OS X 10.7 or later
Linux
Ubuntu, Debian, and Fedora-based distributions are all supported
Recommended Distribution: Ubuntu 14.04 LTS or later
English
French
German
Italian
Japanese
Spanish
Portuguese
ecommended Requirements
Intel® Core i7 CPU
8GB or more of RAM
Minimum Requirements
Intel® Pentium® 4 CPU
4GB of RAM
OpenGL 2.0 capable system
Internet connection required*
1GB of available hard-disk space
3D Models: stl, obj, 3mf
Image Conversion: jpg, png
Application: fff, factory
Toolpaths: gcode, x3g, makerbot, 3w, g3drem, bfb, hsv
Application: fff, factory








-min")