تفاوت فیلامنت PLA و ABS
تفاوت فیلامنت PLA و ABS ؟ کدام فیلامنت محکمتر است ؟ کدام فیلامنت بهتر است ؟
در بین فیلامنت های موجود در بازار PLA و ABS دو مورد از متداول ترین مواد پرینت سه بعدی با تکنولوژی FDM هستند. هر دو ترموپلاستیک هستند.
به این معنی که با گرم شدن وارد حالت نرم و قالب پذیر می شوند و پس از سرد شدن دوباره به حالت جامد برمی گردند.
از طریق فرایند FDM ، هر دو ذوب شده و سپس از طریق یک نازل اکسترود می شوند تا لایه هایی را ایجاد کنند که یک قسمت نهایی ایجاد می کنند.
از میان انواع مختلف فیلامنت ها ، محبوب ترین آنها اسید پلی لاکتیک (PLA) است که به دلیل سهولت استفاده و قیمت پایین شناخته شده است.
اما مواد متداول دیگری نیز وجود دارد ، مانند اکریلونیتریل بوتادین استایرن (ABS) ، ماده ای که به طور گسترده مورد استفاده قرار می گیرد.
در این مقاله تفاوتهای اصلی بین این دو فیلامنت معمول استفاده می شود.

(اکریلونیتریل بوتادین استایرن) یک ترموپلاستیک رایج است که در صنعت قالب گیری تزریقی شناخته شده است. برای کاربردهایی مانند LEGO ، محفظه های الکترونیکی و قطعات سپر خودرو استفاده می شود. تفاوت فیلامنت PLA و ABS
(پلی لاکتیک اسید) یک ترموپلاستیک زیست تخریب پذیر (در شرایط صحیح) است که از منابع تجدید پذیر مانند نشاسته ذرت یا نیشکر حاصل می شود. این یکی از محبوب ترین پلاستیک های بیو پلاستیک است که برای کاربردهای مختلف از لیوان های پلاستیکی گرفته تا کاشت های پزشکی مورد استفاده قرار می گیرد.
تفاوت فیلامنت PLA و ABS
به طور کلی تحمل و دقت اجزای پرینت شده FDM تا حد زیادی به کالیبراسیون پرینتر سه بعدی و پیچیدگی مدل بستگی دارد. با این حال ، می توان از ABS و PLA برای ایجاد قطعات دقیق ابعادی ، چاپ جزئیات تا 0.8 میلی متر و حداقل ویژگی ها تا 1.2 میلی متر استفاده کرد. برای اتصال قطعات ، تلرانس 0.5 میلی متر در نظر گرفته شود و استفاده از حداقل ضخامت دیواره 1-2 میلی متر ، مقاومت کافی در دیواره ها را تضمین می کند.
به دلیل دمای پایین چاپ ، PLA در صورت خنک شدن مناسب ، تاب پیدا نمی کند (پرینت آن را آسان تر می کند) و می تواند گوشه ها و ویژگی های واضح تری را در مقایسه با ABS چاپ کند. تفاوت فیلامنت PLA و ABS
تفاوت فیلامنت PLA و ABS
بخار های تصاعد شده در هنگام پرینت
تقریباً همه فیلامنت ها هنگام چاپ بو و بخار ایجاد می کنند ، اما در برخی از آنها بیشتر از بقیه آشکار هستند. هنگامی که یک ترموپلاستیک گرم می شود ، بخارها آزاد می شوند و این بخارات معمولاً از نوع سالم نیستند ، زیرا ممکن است ذرات مضر داشته باشند.
PLA در واقع به دلیل بوی بد شناخته نشده است و این ماده گیاهی است ، بنابراین بخارهایی که وجود دارد خیلی نگران کننده نیستند. از طرف دیگر ، ABS به طور قابل توجهی سمی تر از PLA است و بوی وحشتناکی می دهد. هنگام استفاده از محفظه ، با بالا بردن درب محفظه ، بخارات به یکباره آزاد می شوند و این بو را گاهی غیر قابل تحمل می کند. بنابراین توصیه می شود مراقب محفظه خود باشید و از تهویه مناسب در هر اتاقی که پرینت سه بعدی می کنید اطمینان حاصل کنید. فیلترها به ویژه می توانند در این مورد کمک کنند. تفاوت فیلامنت PLA و ABS

با مقاومت کششی مشابه ، ABS و PLA هر دو برای بسیاری از کاربردهای نمونه سازی مناسب هستند. ABS اغلب به دلیل بهبود شکل پذیری نسبت به PLA ترجیح داده می شود. با استحکام خمشی بالاتر و کشیدگی بهتر قبل از شکستن ، می توان از ABS در پرینت های سه بعدی برای کاربردهای نهایی استفاده کرد در حالی که PLA برای نمونه سازی سریع محبوب است ، زیرا فرم بسیار مهمتر از عملکرد است.
PLA و ABS فیلامنت های انعطاف پذیر مانند TPU نیستند ، اما انعطاف پذیری هنوز عامل مهمی است زیرا تعیین می کند قطعات شکننده هستند یا دوام بیشتری دارند. “انعطاف پذیری” معمولاً به مقاومت خمشی اشاره دارد ، با مقادیر بالاتر که نشان دهنده مواد شکننده کمتر است ، اما همچنین می تواند کشیدگی را در نقطه شکست توصیف کند.
تفاوت فیلامنت PLA و ABS

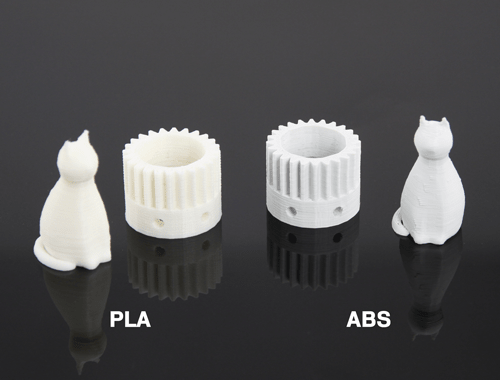
تکنیک پرینت با FDM به این معنی است که هم برای ABS و هم برای PLA ، لایه های چاپ بعد از چاپ قابل مشاهده خواهند بود. ABS معمولاً مات پرینت می کند در حالی که PLA نیمه شفاف است و اغلب دارای براقیت بیشتری است.
از استون غالباً در فرآیند پرداخت برای صیقل دادن ABS استفاده می شود و همچنین به قطعه براقی خاصی می بخشد. ABS می تواند به راحتی سمباده کاری شود و اغلب پس از چاپ ماشینکاری می شود. PLA همچنین می تواند سنباده کاری و تراشیده شود ، با این حال مراقبت بیشتری لازم است. تفاوت فیلامنت PLA و ABS

زیست تخریب پذیری و قابل بازیافت بودن
برای کاربرد با دمای بالا ، ABS (دمای هیت بد در حدود 100 درجه سانتیگراد) مناسب تر از PLA (دمای هیت بد در حدود 60 درجه سانتیگراد) است. PLA می تواند به سرعت یکپارچگی ساختاری خود را از دست بدهد و به ویژه در صورت کمبود بار ، با نزدیک شدن به 60 درجه سانتیگراد ، شروع به افتادگی و تغییر شکل می کند.
PLA در شرایط عمومی جوی پایدار است و ظرف 50 روز در کمپوست های صنعتی و 48 ماه در آب تجزیه می شود (البته تحت شرایط خاص و فراهم بودن آنها). ABS قابل تجزیه نیست ، با این وجود قابل بازیافت است. PLA به طور منظم برای تولید اقلام مرتبط با غذا استفاده می شود ، با این وجود تأیید توسط سازنده فیلامنت برای ایمن بودن آن انجام می شود. تفاوت فیلامنت PLA و ABS
تفاوت فیلامنت PLA و ABS
ویژگی ها | ABS | PLA |
مقاومت کششی | 27 MPa | 37 MPa |
کشیدگی | 3.5% – 50% | 6% |
مدول خمشی | 2.1 – 7.6 GPa | 4 GPa |
قابل بازیافت بودن | نه | بله ، تحت شرایط خاص |
دمای هیت بد Heat bed | 100 | 60 |
موارد استفاده | برای قطعات صنعتی ، لگو ، لوازم خانگی | نمونه سازی و مدل سازی |
نقطه ذوب | N/A | ℃173 |