بخش اول : ساپورت در پرینتر سه بعدی
ساپورت در پرینتر سه بعدی

ساپورت در پرینتر سه بعدی از اهمیت زیادی برخوردار است .
قطعات پرینت شده با پرینتر های سه بعدی FDM محصول نهایی نیستند و برای داشتن کیفیت مناسب سطوح با استفاده از روش های مختلف پرداخت قطعات پرینت سه بعدی (Post Processing) به صافی سطح مورد نظر می رسیم .ساپورت در پرینتر سه بعدی یکی از مواردی است که اگر دقت کافی به آن نداشته باشیم میتواند ظاهر یک قطعه را به طور کلی از بین ببرد.
پرداخت پس از آن بخشی از فرایند چاپ سه بعدی است که اغلب نادیده گرفته می شود. همانطور که بازار تولید افزودنی از نمونه سازی به سمت تولید نهایی به بازارهای مصرف منتقل می شود ، اهمیت و جلوه محصولات چاپ سه بعدی بیشتر می شود. اینجاست که پس از پرداخت قطعات پرینت سه بعدی وارد می شود.
تقریباً هر قطعه سه بعدی پس از پرینت به نوعی پردازش پس از پرینت نیاز دارد. پردازش پس از آن می تواند زیبایی قسمت چاپ شده را بهبود بخشد ، همچنین می تواند مقاومت و سایر خصوصیات را بهبود بخشد. پس از کشف زیبایی پردازش پس از آن ، دیگر هرگز نمی خواهید چاپ های سه بعدی خود را دست نخورده بگذارید.
تکنیک های زیادی برای انتخاب وجود دارد ، و ما انتخاب های خود را به دو دسته تقسیم کرده ایم:
“تمیز کردن و آماده سازی”
“finishing”
چاپ سه بعدی FDM برای نمونه های مقرون به صرفه با مدت زمان کوتاه بهترین گزینه است. خطوط لایه به طور کلی در چاپ های FDM وجود دارد که در صورت نیاز به یک سطح صاف ، پرداخت را مرحله مهمی می کند. برخی از روشهای پردازش پرداخت همچنین می توانند به پرینت ها کمک کنند تا رفتار ناهمسانگرد قطعات FDM را کاهش دهند.
در این مقاله رایج ترین روشهای پرداخت (Post Processing) برای تکنولوژی FDM می پردازیم.

ساپورت در پرینتر سه بعدی
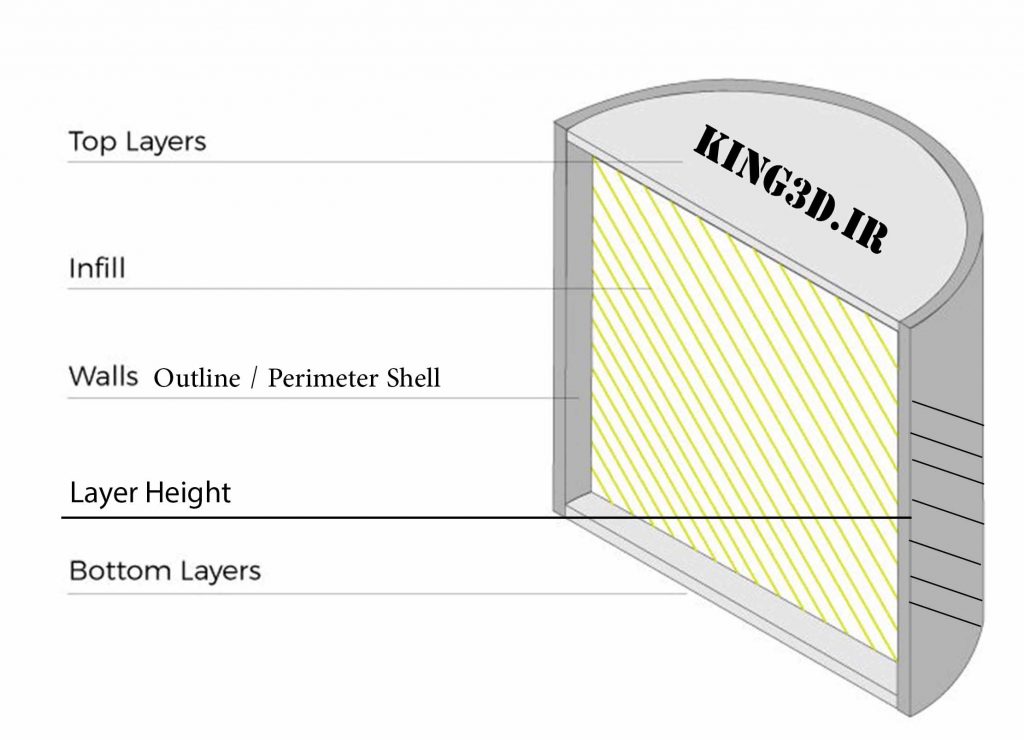
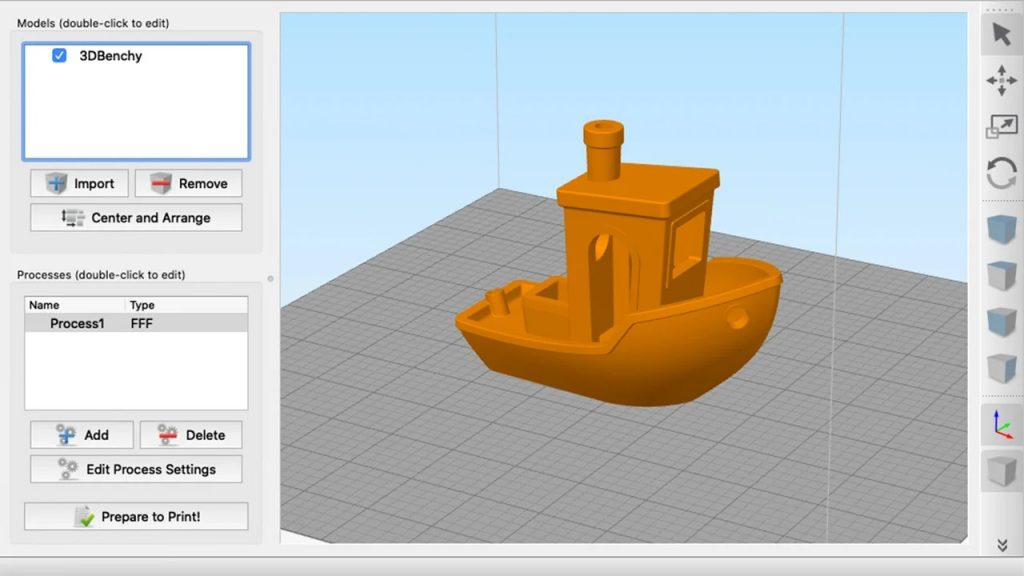
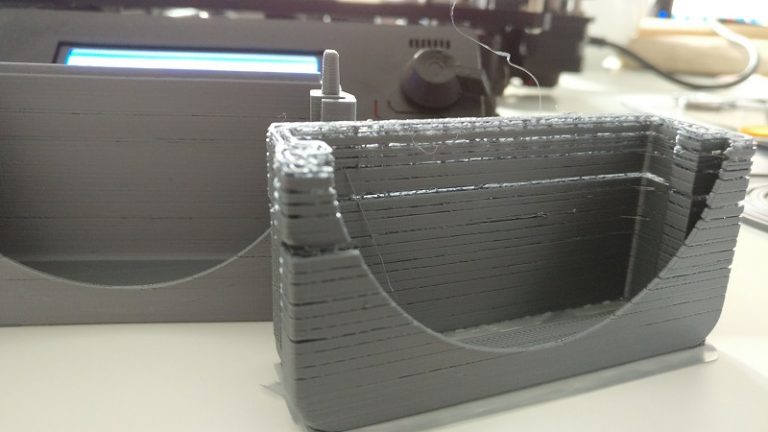
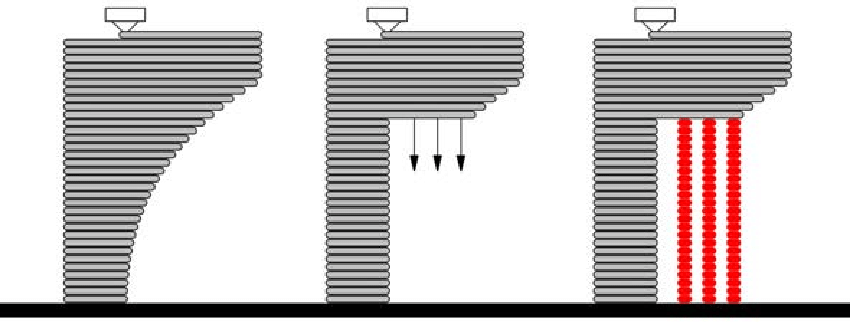
همانطور که میدانید نحوه کار پرینتر سه بعدی FDM به صورت ساخت لایه به لایه روی یک سطح صاف است، زمانی که لایه ها رو هم دیگر چاپ میشوند.زمانی فرار میرسد که به خاطر هندسه شکل زاویه ای بیشتر از 45 درجه با لایه بالا تشکیل شده است. اگر پرینتر به کار خود ادامه دهد زمانی که به زاویه بالای 45درجه برسد لایه بالا فرو میریزد به علت نبودن تکیه گاه یا ساپورت.
زمانی که کسی برای ساخت قطعه ی پرینت سه بعدی خود از ساپورت گذاری استفاده می کند باید همیشه پس از عملیات چاپ پردازش هایی روی قطعه ی خود انجام دهد و این از محدودیت های استفاده از ساپورت می باشد.
در صورت پردازش پس از انجام پرینت امکان آسیب به سطح قطعه ی چاپ شده و افت کیفیت آن خواهد بود. لایه ای که بر روی سطح ساپورت قرار دارد از کیفیت کمتری برخوردار است دلیل آن که ساپورت ها نسبت به لایه های جامد دیگر از کیفیت کمتری برخوردار می باشند.
همچنین در صورتی که مدل چاپ شده ی شما در پرینت سه بعدی بسیار کوچک و پیچیده باشد بسیار مشکل است تا بدون آسیب به آن ساپورت را از آن جدا نمود.
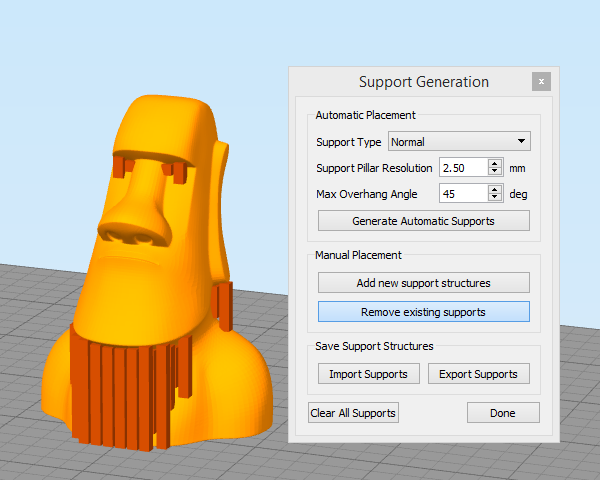
منظور از ساپورت گذاری در پرینترهای سه بعدی به قسمت هایی گفته می شود که پرینتر مجبور است لایه هایی را به عنوان پایه بسازد تا قسمت اصلی قطعه را روی آن پرینت بگیرد.
برای مثال شما طاقی را در نظر بگیرید روی پایه ای قرار گرفته ، در ابتدا پرینتر پایه را میسازد و سپس دیوارای طاق، ولی خود طاق را نمی تواند روی هوا پرینت بگیرد بنابراین از روی پایه کار ساپورت گذاری می کند تا بتواند سقف کار را مورد پرینت قرار بدهد. در انتها شما می توانید با کندن ساپورت قطعه در خواستی خود را به دست بیاورید.
اگر چه در بعضی طرح ها ، جهت چاپ سه بعدی ناگزیر به استفاده از ساپورت هستیم ولی می توان در اکثر مواقع با اصلاح در طراحی سه بعدی عملیات ساپورت گذاری را حذف و یا به مقدار قابل توجهی کاهش داد.
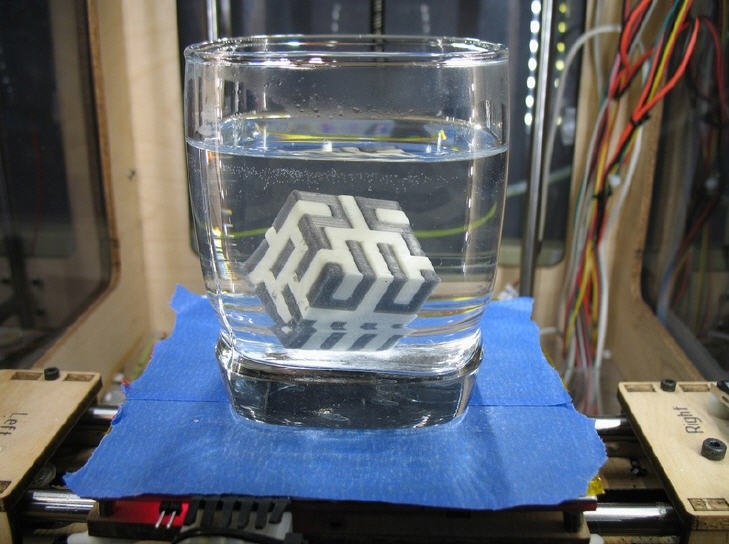
حذف ساپورت در پرینتر سه بعدی اولین مرحله پس از پردازش یا همان پرداخت (Post Processing) است. معمولاً برداشتن تکیه گاه به تلاش زیادی احتیاج ندارد ، مگر اینکه در گوشه های تنگ یا مکان های سخت دیگر دسترسی داشته باشد. بسته به آنچه ساخته شده اند ، ساپورت می تواند نامحلول یا محلول باشد (قابلیت حل شدن در آب یا مایع دیگر).
بر خلاف روش های دیگر پرداخت ، حذف ساپورت حتما باید انجام شود و به اجبار باید انجام شود.ساپورت های محلول به راحتی می توانند با خیساندن قطعه در آب یا مایع دیگر حل شوند بدون اینکه اثری باقی بماند.

ساپورت در پرینتر سه بعدی
HIPS معمولا به عنوان ساپورت برای پرینت سه بعدی قطعات از جنس ABS استفاده می شود.
PVA معمولا به عنوان ساپورت برای پرینت سه بعدی قطعات از جنس PLA استفاده می شود.
HydroFill معمولا به عنوان ساپورت برای پرینت سه بعدی قطعات از جنس ABS یا PLA استفاده می شود
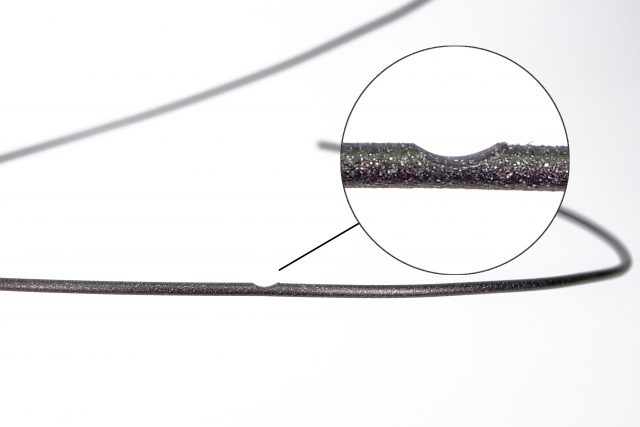
فیلامنت PVA به دلیل قابلیت حل در آب شناخته می شود و اغلب به عنوان ماده ساپورت برای پرینت های پیچیده مورد استفاده قرار می گیرد .
HIPS ، یا پلی استایرن با تأثیر بالا ، یک support قابل حل است که معمولاً با ABS استفاده می شود.
هنگامی که به عنوان support مورد استفاده قرار می گیرد ، HIPS می تواند در d-Limonene حل شود و چاپ شما را از هرگونه علامت گذاری ناشی از حذف support در امان گذارد
ساپورت های نامحلول از همان ماده اصلی ساخته می شوند. چاپگرهای سه بعدی FDM با یک اکسترودر تنها می توانند از این نوع پشتیبانی استفاده کنند ، زیرا قطعه و ساپورت های آن از همان قرقره فیلامنت پرینت می شوند. از بین بردن ساپورت های نامحلول معمولاً با گرفتن انگشتان یا برش دادن آنها با یک انبردست انجام می شود.
حروف YHT ساپورت در پرینتر سه بعدی
اگر این سه حروف را به عنوان مدلی سه بعدی در پرینت سه بعدی در نظر بگیرید:
- به دلیل آن که بازوهای حرف Y به حالت ۴۵ درجه پرینت شده اند یا حالت گستردگی کمتری دارند، به همین دلیل نیازی به ساپورت گذاری در ساخت این قطعه نمی باشد.
• حرف H از پیچیدگی بیشتری برخوردار است ولی در صورتی که قطعه ی مرکزی دارای طول کمتر از ۵ میلی متر باشد نیازی به ساپورت گذاری نمی باشد و می توان با پل زدن آن قطعه را پرینت کرد اما در صورتی که از حد معمول بیشتر باشد باید از ساپورت استفاده نمائید.
• اما T حتما به ساپورت گذاری نیاز دارد و هیچ دلیلی برای بازوها بدون آن پرینت شود وجود ندارد. و در صورتی که از ساپورت استفاده نشود ممکن بازوها به زمین بیفتد و یا دچار خیمدگی شدید شود.