2- برای آنالیز قیدگذاری و درجه آزادی در محیط مونتاژ
همونطور که همه میدانیم کتیا یک نرم افزار CAD CAM CAE است، یکی از قابلیت های منحصر به فرد این نرم افزار نمایش مونتاژ و دمونتاژ یک مجموعه اسمبلی است
DMU FITTING & DMU KINEMATIC دو محیطی هستند که قابلیت جانمایی و حرکت یک اسمبلی رو دارند، زمانی ما میتونیم که مجموعه رو که از نظر مکانیکی درست طراحی شده رو به حرکت در بیاریم ، زمانی است که درجه های ازادی یا Degree Of Freedome آن مجموعه را روی کاغذ حساب کرده باشیم، و در کتیا با دادن قید های هندسی و اندازه، درجه ازادی یک سیستم رو ببنیدم یا فقط در یک راستا یا محور دوران باز باشد.
ما 6 درجه ازادی داریم، خطی و دورانی. ترفند کتیا قسمت دوم
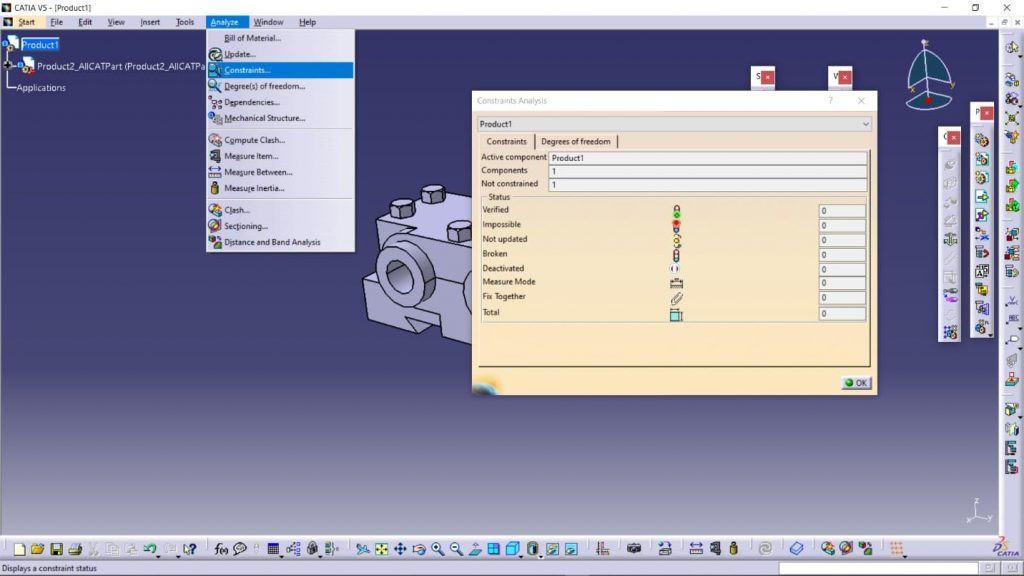
با چک کردن اینکه مجموعه ما الان در چه رفتاری از سیستم درجه ازادی است کتیا در محیط اسمبلی نوار ابزار فوق العاده ای در اختیار ما میگذارد.
برای آنالیز قیدگذاری و درجه آزادی در محیط مونتاژ از مسیر زیر استفاده می کنیم.
هم جهت چک کردن قید های که ممکن است بهم ریخته باشد و هم چک کردن درجه ازادی سیستم
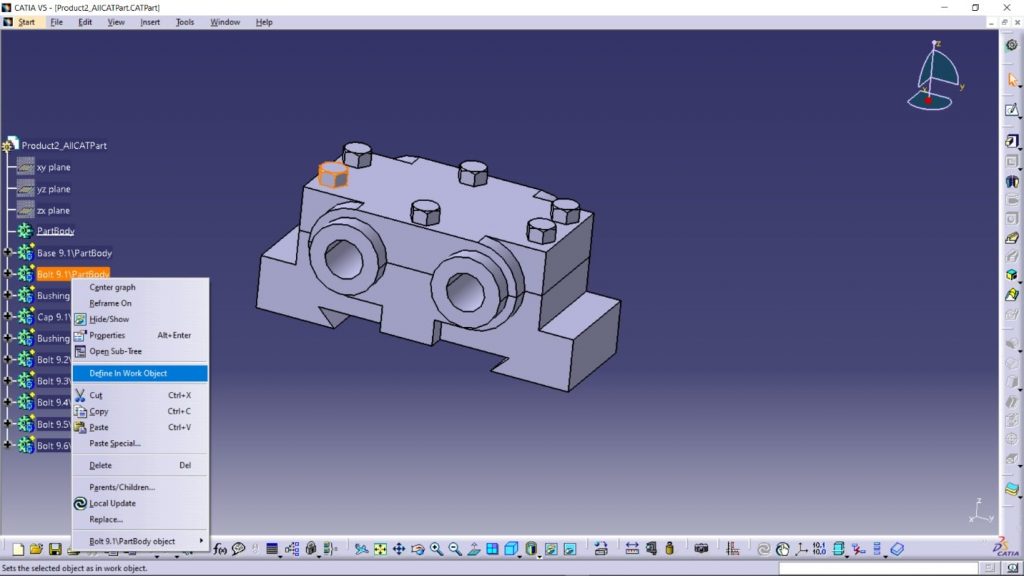
اگر تعداد زیادی part body ساخته باشید، زمانی که بخواهید تغییر فقط در یک پارت بادی بدهید، باید به کتیا بفهمونید که تغییرات رو در زیر کدوم شاخه پارت بادی میخواهید اعمال کنید،ترفند کتیا قسمت دوم
این نکته خیلی مهم است که تغییرات هر قسمت درست در زیر پارت بادی خودش انجام بشه، اگر پارت بادی اشتباهی رو انتخاب کنید، ممکن است بعضی از دستورات کار نکند، و شما با ارور مواجه شوید.
همچنین گزینه define work in object روی درخت طراحی میتواند،فقط تا آن دستور را نمایش دهد، مثلا اگر در درخت طراخی شما 12 دستور استفاده شده باشد، و زیر دستور 6 Denfine In Work Object فقط مراحل انجام شده تا آن قسمت را به شما نمایش میدهد.
برای تغییر در یک Body باید آن را فعال کنید.
برای فعال کردن Body بر روی آن کلیک کنید و گزینه Denfine In Work Object را انتخاب کنید تا در نمودار درختی زیرآن Body خطی ظاهر شود.
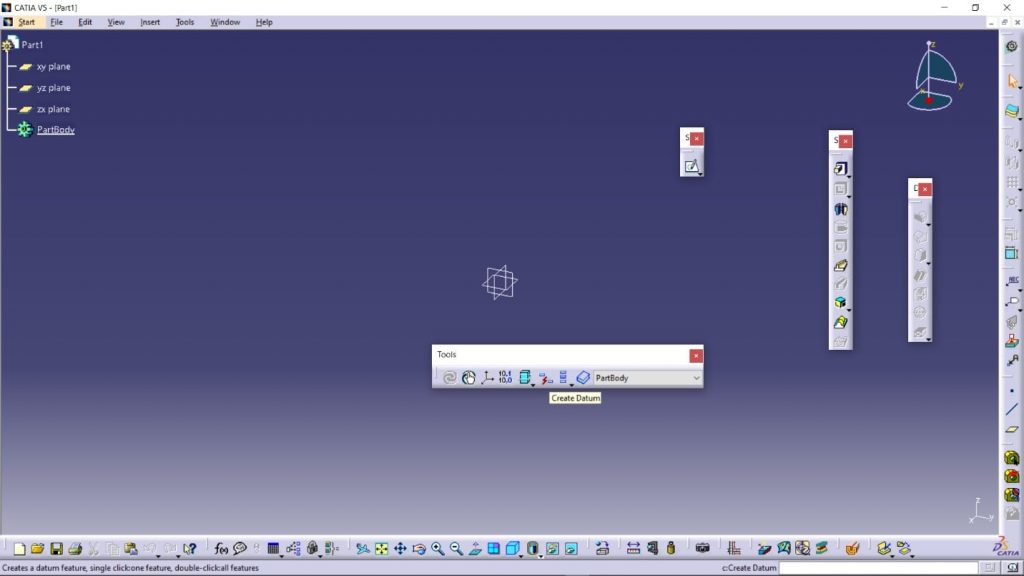
4- فعال کردن طراحی شما پارامتریک و غیرپارامترک در کتیا
به طور خلاصه، طراحی پارامتری شامل مهندسی ایجاد هندسه سه بعدی است. طرح های دو بعدی به مدل های سه بعدی تبدیل می شوند و محدودیت ها و روابط مناسب اعمال می شود تا به هدف طراحان برسد. علیرغم قدرت و محبوبیت مدلسازی پارامتریک، الگوی دیگر در CAD هست که طرفداران خودش را دارد: مدل سازی مستقیم. در مدل سازی مستقیم، هندسه اساس مساله است.ترفند کتیا قسمت دوم
مردم اغلب ایده های اشتباهی دارند که فقط نرم افزار های مبتنی بر تاریخ، پارامتریک هستند. پارامتریک به این معنی است که مدل توسط پارامترها هدایت می شود که می تواند شامل ابعاد، نمونه های الگو، ضخامت دیواره، قطر سوراخ و عمق و غیره نیز باشد.
با فعال و غیرفعال بودن ابزار Creat Datum در نوار ابزار Tools طراحی شما پارامتریک و غیرپارامترک خواهد شد.
به طور مثال در محیط پارت همیشه باید طراحی پارامتریک باشد.
طراحی پارامتریک یا فرمولار به تعریف پارامترهای دو بعدی و سه بعدی در حین طراحی برای ایجاد زنجیره ای از قطعات مشابه یا مرتبط با هم را می گویند.
نوار ابزار
tools- creat datum
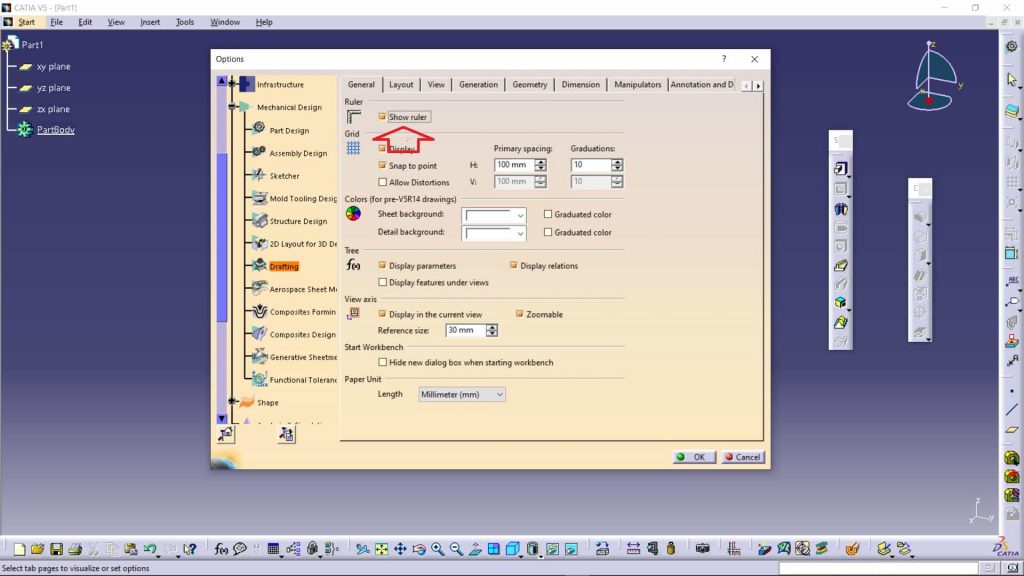
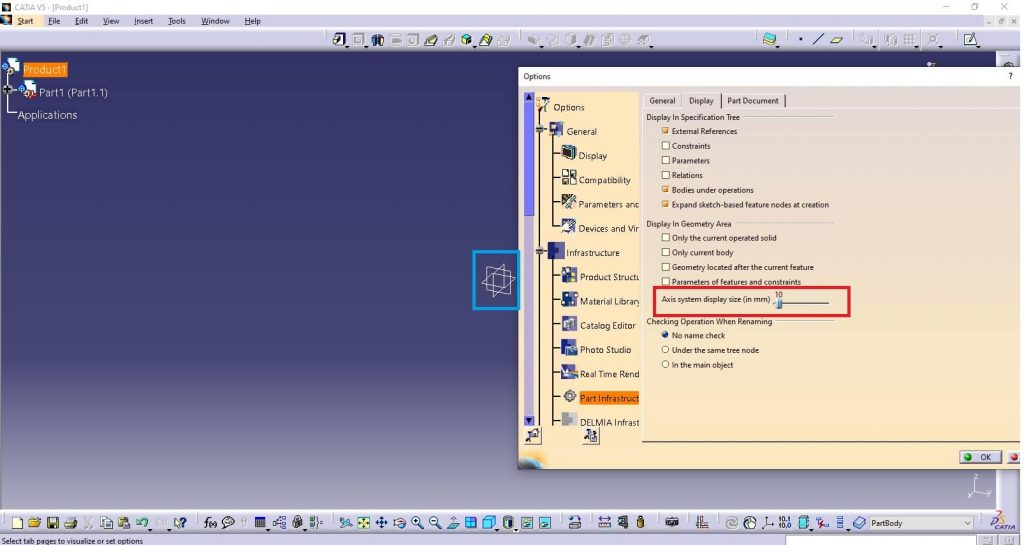
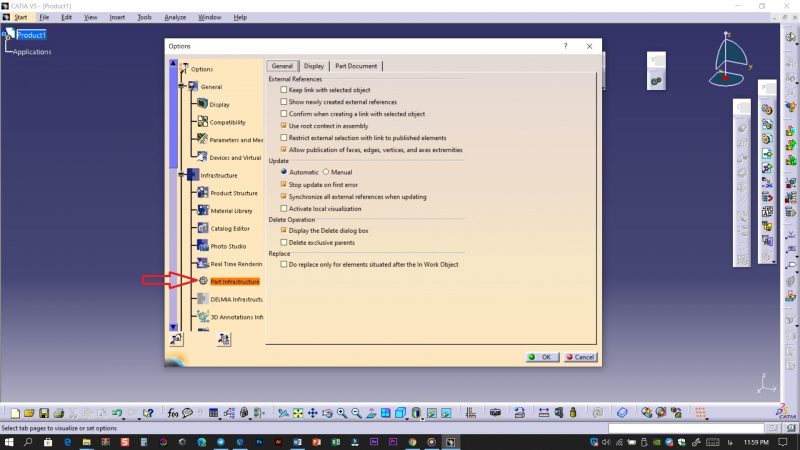
5-تغییر اندازهصفحات کاری planesدر کتیا
صفخات کاری اولین گام برای طراحی است، اگر صفحه کاری انتخاب کنید، تقریبا هیچ چیزی نمیتونید بکشیدترفند کتیا قسمت دوم
زمانی پیش می اید که اندازه صفحات کاری خیلی کوچیک است و به چشم ما فشار وارد میکنید،برای تغییر اندازه این صفحه ها اصلی و فرعی میتوانید مسیز زیر را دنبال کنید.
tools-option-infrastructure-part infrastructure – display-axis system display size
به پایان آموزش ترفند کتیا قسمت دوم در این مرحله رسیدیم، به زودی قمست سوم ترفند های کتیا رو در اختیاز شما عزیزان قرار میدهیم، با ما همراه باشید.ترفند کتیا قسمت دوم
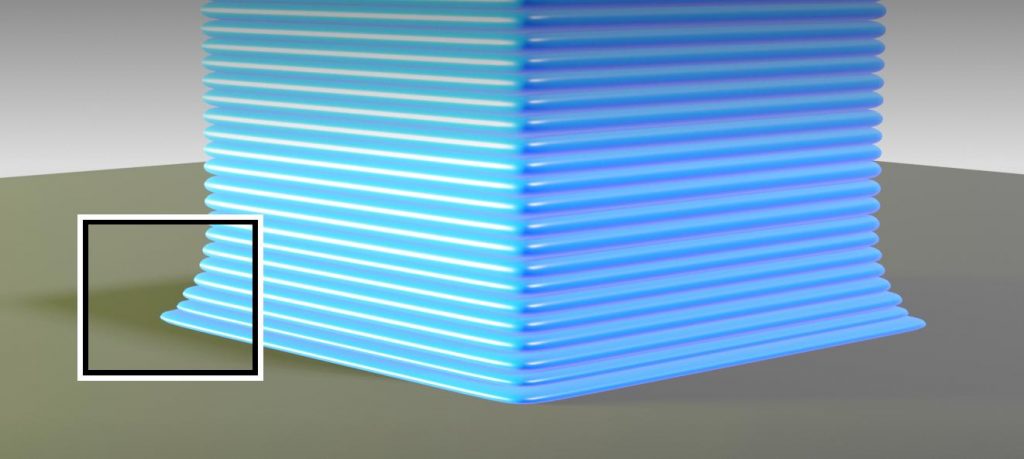
پهن شدن لایه های پایینی چاپ حین - پرینت اصطلاحا پافیلی شدن در پرینتر سه بعدی (elephant's foot)
پافیلی شدن در پرینتر سه بعدی
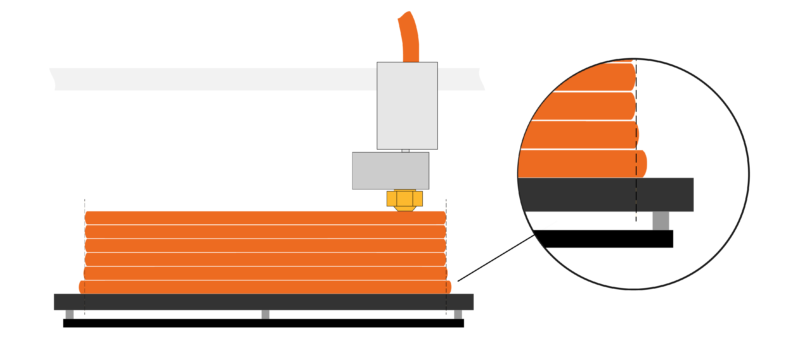
یکی از رایج ترین مشکلاتی که در خدمات پرینت سه بعدی با آن روبرو خواهید شد ، اصطلاحاً پای فیل است. گرچه این مدل پرینت سه بعدی شما را به طور کامل از بین نمی برد ، اما اطمینان حاصل می کند که پس از اتمام مراحل پرینت سه بعدی ، به طور قابل توجهی کار دوباره بیشتری در مدل شما لازم است.
گاهی اوقات هنگام چاپ بدون Raft ، ممکن است متوجه شوید که لایه اول کمی بزرگتر از بقیه لایه های بالایی است که این پدیده را به خاطر شباهت به پای فیل، پا فیلی می گویند.
گرچه بیشتر اوقات قابل توجه و با اهمیت بسیار نیست ، اما هنگام چاپ سه بعدی برای کاربردهای صنعتی می تواند مشکل بزرگی ایجاد کند. این تلرانس باعث می شود که قطعات به سختی در کنار هم قرار بگیرند.
این مشکل غالباً در پرینت های بزرگ به وجود می آید ، زیرا علت به وجود آمدن این مشکل به سبب فشار آوردن نیروی وزن جسم روی لایه های اول ایجاد می شود. اگر به طور کامل خنک نشود ، این وزن باعث برجستگی لایه اول می شود.
پا فیلی اغلب به علت لایه اول خنک نشده ایجاد می شود.
اگر دمای هیت بد (Heat bed) چاپ بسیار زیاد باشد یا اگر فن به اندازه مورد نیاز نتواند لایه ها را خنک کند
ممکن است لایه اول به درستی سرد نشود و باعث پهن شدن لایه های اولی در حین پرینت سه بعدی شود.
پافیلی شدن در پرینتر سه بعدی
هیت بد را کالیبره کنید و نازل پرینتر سه بعدی خود را تنظیم کنید
قبل از اینکه سراغ هر چیز دیگری بروید ، از ایده آل بودن شرایط پرینت مطمئن شوید. گاهی اوقات پا فیلی به سادگی نتیجه یک صفحه ساختاری بدون تراز یا یک ارتفاع بسیار نازک است. این مسائل هر دو باعث می شوند لایه اول خیلی پایین خرد شود و مجبور به بیرون آمدن شود.
خوشبختانه تعمیر آنها آسان است ، زیرا هم تراز کردن صفحه ساخت و هم افزایش اندک ارتفاع نازل (در برش دهنده شما) ساده و سریع است.
پافیلی شدن در پرینتر سه بعدی
کاهش دمای هیت بد (Heat bed)
هنگام تنظیم دمای مناسب هیت بد پرینتر ، یافتن تعادل مناسب مهم است. مهم است که به لایه اول زمان کافی برای خنک شدن داده شود تا بتواند پایدار بماند.
اگر هیت بد پرینتر خیلی گرم باشد ، لایه های پایین که خیلی نرم هستند با وزن جسم فشرده می شوند. با این وجود ، اگر بستر چاپ خیلی سرد باشد ، ممکن است تاب خوردگی (warping)ایجاد شود که یک مسئله ناخوشایند دیگر از تنظیمات اشتباه پرینتر سه بعدی است .
دما را هر مرتبه 5 درجه سانتیگراد کاهش دهید تا با موفقیت پرینت شود و هیچ برآمدگی نداشته باشد. اگر آن را بیش از 20 درجه سانتیگراد خارج از دمای توصیه شده کاهش دهید و مشکل از این بهتر نباشد ، ممکن است پای فیلی توسط مشکل دیگری ایجاد شود.پافیلی شدن در پرینتر سه بعدی
با Raft پرینت سه بعدی خود را انجام دهید
اضافه کردن پخ (chamfer) به مدل سه بعدی
از آنجا که مشکل بین لایه اول و هیت بد بوجود می آید ، یک Raft می تواند راه حل را برای شما به ایجاد کند، اگر به یک قطعه برای قرار دادن در قطعه دیگر نیاز داشته باشید ، می تواند بسیار مفید باشد.
پافیلی شدن در پرینتر سه بعدی
در برخی موارد ، رها شدن از پای فیل بسیار دشوار است.پ
به جای تغییر در پرینتر سه بعدی خود ، ممکن است برای جلوگیری از تشکیل یک پای فیل در حین طراحی مدل پرینت سه بعدی ، یک تغییر جزئی مدل ساده تر باشد.
با قرار دادن یک پخ کوچک 45 درجه در لبه پایین قطعه ای که می خواهیم پرینت کنیم ، می توان اثرات پای فیل را کاهش داد.
نرم افزار MESH MIXER/ قابلیت اصلاح مش / گرفتن خروجی stl /مدلسازی سه بعدی را دارد
کاهش تعداد مثلثات فایل مش
نرم افزار MESH MIXER مش میکسر چیست ؟
نرم افزار MESH MIXER یکی از محصولات رایگان شرکت Autodesk بوده که به طور حرفهای برای مش بندی مثلثی و کار بر روی مشها عرضه شده است. به طور خلاصه میتواند به خوبی یک فایل مش را اصلاح کند. با استفاده از این نرم افزار میتوان اشکال پیچیده را مش بندی کرد و فایلهای سه بعدی را تمیز کرده و اضافات آن را حذف نمود. همچنین میتوان مدلهای سه بعدی را برای چاپ سه بعدی آماده سازی کرد. اتودسک معتقد است این نرم افزار مانند چاقوی سوییسی (Swiss Army Knife) برای مشهای سه بعدی است!
Autodesk که برنامه های متعددی جهت کمک به پروسه ی مدلسازی 3 بعدی فراهم می کند؛ MeshMixer، نرم افزار رایگان مدلسازی 3 بعدی را هم ارائه کرده است. این نرم افزار برای سیستم عامل Windows و Mac OS در دسترس است. نسخه ی در دسترس است. نسخه ی 3.5 MeshMixer برای دیزاین هر نوع قطعه ای از مدل دیگر، بر مدلسازی سطوح با شبکه ای مثلثی تکیه می کند. گرچه امکان ترکیب چند شکل، متناسب سازی آن ها با نیازتان، آنالیزشان پیش از پرینت و اکسپورت آن ها به فرمت مورد نظر هم وجود دارد.
قابلیت ، گرفتن و رها کردن مش های ترکیبی بدین صورت است که اگر یک مدل سه بعدی داشته باشید مثلا اکشن فیگوری که فاقد پایه است، میتوانید یک پایه از سایت ها دانلود فایل STL دانلود کنید یا خودتان طراحی کنید، و به راحتی پایه را وارد نرم افزار مش میکسر کنید و به مدل اصلی اضافه کنید،زمانی که این مدل را پرینت میکنید، کاملا پایه به اکشن فیگور چسبیده و یکپارچه پرینت میشود. این قابلیت منحصر به فرد برای قطعاتی که نیاز به قطعه دیگری دارند که به صورت یکپارچه باید پرینت سه بعدی شود. بسیار کاربردی و منحصر به فرد است. مثال دیگر آن فیکس کردن ی پایه به یک لیتوفان فاقد پایه است.
3D Sculpting and Surface Stamping
قابلیت پیکر تراشی به صورت 3 بعدی و ایجاد پانج روی قطعات . پیکیری تراشی یا به اصطلاح “حجاری” از زمان های قدیم یک روش برای شکل دادن به یک جسم استفاده میشد. اضافه کردن یا حذف کردن مدلهای هندسی به مدل اصلی به راحتی آب خوردن ! در مش میکسر انجام میشود. فرض کنید یک میخواهید یک خار به یک گل اضافه کنید، حتما نیازی نیست که خار رو مدل کنید به راحتی میتوانید با استفاده از دستورات نرم افزار مش میکسر اینکار رو انجام دهید.میتوانید حفره های نیز جهت زیبایی روی مدل خودتون ایجاد کنید. دیگه ریش و قیچی دست شماست .
Robust Convert-to-Solid for 3D printing
یکی از مهمترین سوالاتی در حوضه خدمات مدلسازی یا خدمات پرینت سه بعدی پرسیده میشود، این است که اگر مدلسازی سطح انجام شود. ضخامت آن چقدر است !؟ ایا میشود سورفیس رو پرینت سه بعدی کردی ؟ سریع ترین جواب : ! نه
ولی اگه به سورفیس ضخامت داده بشه و یا اگه یک شکل بسته و کامل است میتونیم به یک جسم صلب تبدیلش کنیم.نرم افزار مش میکسر قابلیت توپر کردن یک شکل و یا ضخامت دادن به یک شکل رو داره.
3D Patterns & Lattice
ایجاد الگو و شبکهبندی سه بعدی
Hollowing (with escape holes!)
خالی کردن یک مدل سه بعدی میتونه در بعضی مواقع خیلی به کارتون بیاد، مثلا فکر کنید، میخواهید یک مجمسه پرینت کنید، خوب لازم نیست حتما 100% اینفیل داشته باشه. میتونید داخل خود نرم افزار اسلایسر مقدار اینفیل رو کم کنید، یا اصلا مقدار اینفیل رو بردارید و 2 دیواره برای پرینت بزارید، ولی این راه حل همیشه جواب نمیده
در داخل نرم افزار مش میکسر میتونید به راحتی یک مدل رو توخالی کنید، و خروجی STL بگیرید. یکی دیگر از مواد خیلی جذاب در این نرم افزار کاربرد آن در پرینترهای sls است. خوب میدونیم که پرینترهای SLS با پودر یک قطهه رو میسازند. برخی مواقع لازم است که پودر از مکانی خارج شود همانند کندن ساپورت در پرینتر سه بعدی fdm پس باید سوراخ های فراری نیز در شکل تعیبه شود . این نرم افزار این قابلیت را در خود دارد.
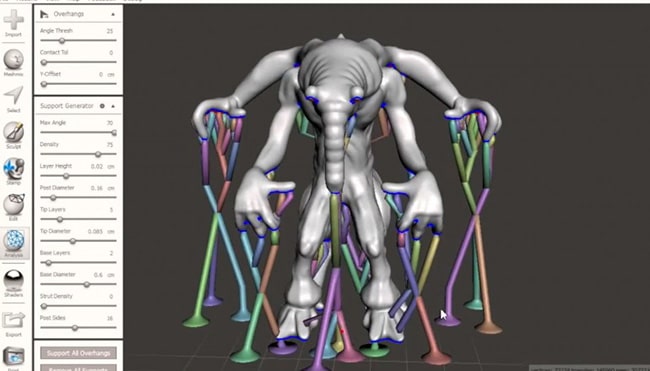
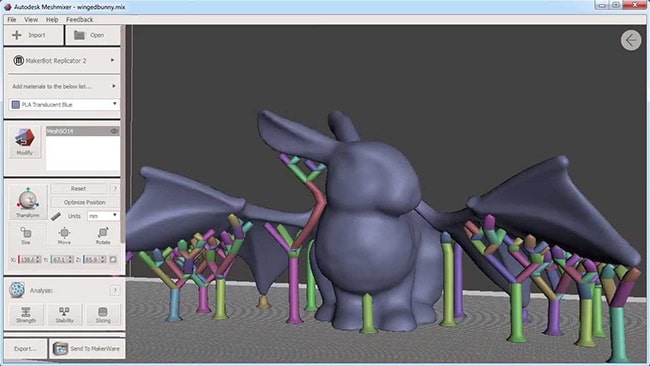
Branching Support Structures for3D printing
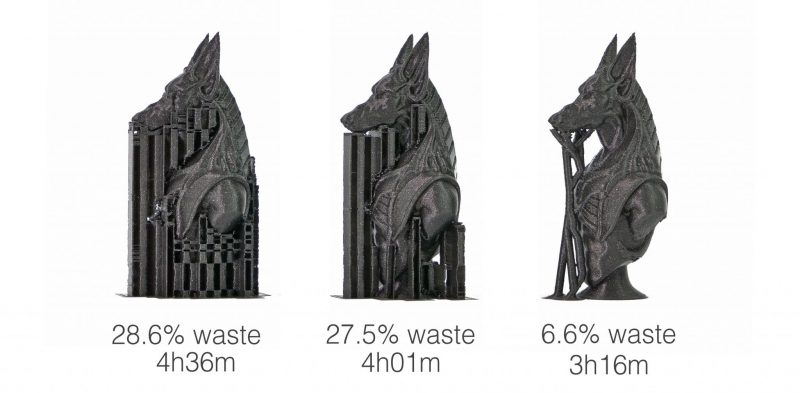
یکی از مهمترین فاکتور های پرینت که روی هم هزینه، هم زمان و هم کیفیت سطح خروجی تاثیر مستقیم میزاره بحث شیرین ساپورت گذاری است.
زمانی که مدلی به ساپورت نیاز داشته باشد، دو روش برای ساپورت زنی استفاد میشود. ساپورت عمودی همانند داربست ساختمان ! و ساپورت درخت مانند. نرم افزار MESH MIXER در ساپورت زنی به روش درختی فوق العاده عمل میکند. برای داشتن ساپورت درختی لازم نیست که حتما ساپورت از کف قطعه شروع به چاپ کند بر خلاف روش ساپورت ایستاده .
میتواند از یک قسمتی از شکل به شکل درخت بیرون بیاید و میله ای شکل زیر قسمتی که ساپورت لازم دارد ایجاد شود.
– Automatic Print Bed Orientation Optimization, Layout & Packing
بهینهسازی اتوماتیک جهت قرارگیری قطعه در صفحه پرینت، یکی دیگر از قابلیت های این نرم افزار meshmixer این است که، میتواند بهترین حالت ممکن جهت قرار دادن مدل روی صفحه هیت بد پرینتر سه بعدی را مشخص کند. جهت قرارگیری قطعه اگر به خوبی انتخاب نشود، میتواند مشکلاتی از قبیل زمان چاپ بیشتر، هزینه بیشتر، امکان ریزش قطعه و…. را به بار آورد.
Advanced selection tools including brushing, surface-lasso, and constraints
در نرم افزار MESH MIXER مش میکسر برای اینکه قسمتی از یک شکل را انتخاب کنیم، ابزار زیادی در اختیار ما میگذارد. انواع برس ها (brush)، ترسیم ازاد دستی(lasso) و انتخاب قسمتی از شکل که از یک سری قید تبعیت میکند. این کار باعث افزایش سرعت، دقت و کیفیت بالاتری نسبت به اکثر نرم افزار های مشابه میدهد. مثلا میتواند قسمت های را که سطح ها آنها بهم مماس نیستند رو پیدا کنید و با استفاده از دستورات اصلاح مش، سطحی کاملا مماس و به اصطلاح A Surface برای پرینت سه بعدی ارائه دهید.
Remeshing and Mesh Simplification/Reducing
تعداد مثلث های یک شکل نشان دهنده کیفیت آن قطعه است، مثلث از 3 بخش تشکیل شده است
1 . نقاط (ابر نقاط) 2.خطوط (wire) 3.از تشکیل حداقل 3 نقطه میتوان یک صفحه یا (face) تشکیل داد. زمانی که طرحی در نرم افزارهای مدلسازی طراحی میکنید، و از آن خروجی stl میگیرید، میبیند که شکل به مثلث های معمولا غیر هم اندازه تقسیم بندی میشود.
برخی اوقات زمانی که یک قطعه را اسکن سه بعدی میکنیم، ما شروع به برداشت مقدار زیادی نقطه با مختصات منحصر به فرد اون نقطه میکنیم، و زمانی که این نقاط را بهم متصل میکنیم یا (wrap) میزنیم، خروجی کار تعداد زیادی مثلث میشود. بر اساس یک قاعده سرانگشتی تعداد مثلث بیشتر یعنی برداشت بیشتر نقاط و در نتیجه کیفیت بالا سطح، ولی همیشه نرم افزار بهینه ترین حالت ممکن را مش بندی نمیکند و خروجی فایل ها سنگین میشود.
نرم افزار MESH MIXER توانایی کاهش این مثلثات تا ساخت مدل های (low poly) یعنی اشکالی که تعداد مثلث خیلی کمتری نسبت به شکل اصلی دارد را به صورت وارد کردن تعداد مثلث های مانده یا به صورت کاهش درصدی به ما میدهد.
همچنین میتواند یک بار دیگه شکل را مش بزند، و مش معقولی تری نسبت به شکل اصلی بسازد.
– Mesh Smoothing and Free-Form Deformations
ساده سازی یا نرم کردن سطح مش به راحتی در این نرم افزار meshmixer انجام میشود. زمانی که مدلی اسکن سه بعدی میشود، معمولا دارای نویزهای در اطراف کار است، با استفاده از دستورات کاهش نویز و صاف کردن سطح میتونید به راحتی به سطحی کاملا نرم و مناسب پرینت سه بعدی برسید.
– Hole Filling, Bridging, Boundary Zippering, and Auto-Repair
ممکن است زمانی که اسکن سه بعدی از قطعه ای انجام میدهید ،یک سری سطوح باز یا به اصطلاح boundry روی شکل پدیدار اید، نرم افزار مش میکسر توانایی پر کردن این سوراخ ها را به طور کامل دارد، با چندین حالت پرشوندگی . flat tangent curvature
از دیگر توانایی های نرم افزار MESH MIXER به اصلاح مش خودکار اشاره کرد. که مدل را انالیز میکند و سپس طبق منطق های که برایش از یک فایل مش تعریف شده . مدل مش خورده را اصلاح میکند.
اگر بخشی از شکل اسکن نشده باشد میتوانند به صورت بخیه زنی !!! دو قسمت رو بهم متصل کنید ، باندری ایجاد شده رو پر کنید.
– Plane Cuts, Mirroring, and Booleans
در نرم افزار مش میکسر میتوانید فایل مش را با استفاده از صفحات کمکی و اصلی مدلتون را برش دهید، میتونید شکلتون رو به دو قسمت مساوی تقسیم کنید. حتی میتونید مدلتون را نسبت به یک صفحه آینه کنید، و همانندش را در سمت دیگری بسازید
از قابلیت اضافه کردن یا کم کردن مدلها نیز میتوان استفاده کنید. میتونید یک کره را از داخل یک مکعب کم کنید
– Extrusions, Offset Surfaces, and Project-to-Target-Surface
دستورات کاهشی و افزایش حجم، تشکیل جسم در فاصله ای معین و پروجکت کردن روی یک صفحه منتخب
نرم افزار MESH MIXER همانند یک نرم افزار مدلسازی برای شما عمل میکند.
Precise 3D Positioning with Pivots
تنظیم دقیق موقعیت مکانی مدل با استفاده از حالت میله ای
– Automatic Alignment of Surfaces
همگام سازی و هم راستای کردن اتوماتیک یک پوسته (surface)
– 3D Measurements
اندازه گیری سه بعدی یکی از مهمترین ابزار های این نرم افزار منحصر به فرد است . به ندرت نرم افزاری توانایی اندازه گیری از روی فایل مش خورده را دارند، نرم افزار مش میکسر یکی از آن نرم افزارها است.
– Stability & Thickness Analysis
از انالیزهای پایداری و ضخامت دیواره ها برخوردار است، برای مدل های که جداره نازکی دارند این دستور خیلی کاربردی است.
–material
اگر با فایل OBJ کار میکنید، این نرم افزار میتواند رنگ و جنس به مدل اختصاص دهد.
تاریخچه نرم افزار MESH MIXER
نرم افزار MESH MIXER اولین بار در سال ۲۰۰۹ توسط کمپانی Autodesk معرفی و عرضه شد. این نرمافزار به کارایی ساده در ویرایش فایلهای سه بعدی مشهور است و به کمک آن میتوان به سادگی خروجی مناسب برای پرینترهای سه بعدی را به دست آورد.
همانطور که از ابزارها و قابلیتهای آن پیداست، نرمافزار Meshmixer مختص حجاری است. هرچند در این حوزه توانایی و قدرت آن از رقبایی همچون ZBrush و Blender بسیار کمتر است، ولی با توجه به رایگان بودن و کارایی بالا و همچنین یادگیری ساده و بدون دردسر آن، طرفداران زیادی را به خود جذب کرده است. نصب و راهاندازی این نرمافزار بسیار ساده است. از آنجایی که نرم افزار MESH MIXER رایگان است، میتوانید به راحتی فایل نصب نسخه به روز شدهی این نرمافزار را از لینک زیر دریافت کنید:
Retraction چیست و چگونه به تنظیمات مناسب برای این پارامتر از پرینت سه بعدی برسیم ؟
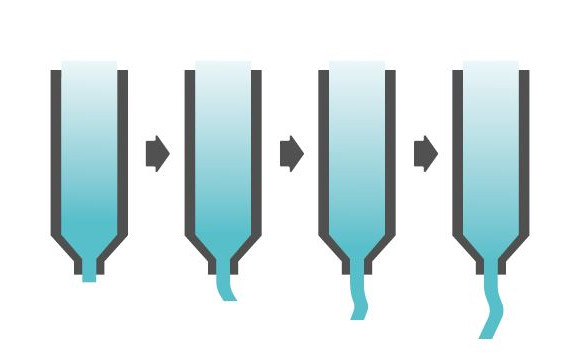
تست و نحوه تنظیم Retraction را می توان با مدل سه بعدی مخصوص پرینتر سه بعدی انجام داد . هنگامی که هد پرینت بین دو نقطه حرکت می کند ، فیلامنت به دلیل خروج از نازل در جایی که نباید ایجاد شود ، دیده می شود. این رشته ها یا حباب هایی را روی چاپ شما ایجاد می کند که کاملاً آزار دهنده هستند.
یک راه برای از بین بردن این مشکل این است که از Retraction بهره بگیرید. این تنظیم به اکسترودر این امکان را می دهد که طول مشخصی از فیلامنت را با سرعت مشخص به داخل نازل بکشد. وقتی مواد به طور موقت از نازل جمع می شوند ، احتمال تراوش بسیار کم است. با تنظیمات مناسب پس رفتن مواد در پرینتر سه بعدی ، نباید فیلامنتی ، پراکنده یا حتی لکه دار ببینید.
سرعت جمع آوری مواد پرینتر سه بعدی یکی از سه تنظیم اصلی است. سرعتی را که اکسترودر فیلامنت را جمع می کند تعیین می کند. با این حال ، قبل از بحث در مورد آن ، ابتدا باید نگاهی به Retraction Distance کنیم.
Retraction Distance
فاصله جمع شدن پرینتر سه بعدی طول فیلامنت را برای جمع شدن توسط موتور اکسترودر تعریف می کند. هرچه این فاصله بیشتر باشد ، فیلامنت از نازل فاصله می گیرد. اگر این فاصله خیلی کم تنظیم شود ، فیلامنت هنوز هم می تواند از نازل خارج شود. اگر خیلی زیاد تنظیم شود ، فیلامنت خیلی عقب کشیده می شود. فاصله زیاد در تنظیم Retraction Distance یک مشکل است زیرا شروع به اکسترود مجدد فیلامنت می تواند مدت زمان زیادی طول بکشد که همچنین ممکن است باعث گرفتگی شود.
به عنوان یک قاعده و قانون ، فاصله جمع شدن (Retraction Distance) بیش از طول نازل خود را انتخاب نکنید. بسیاری از پرینترها از فاصله جمع شوندگی بین 2 تا 7 میلی متر استفاده می کنند. این تنظیم را با افزایش 1 میلی متر انجام دهید تا زمانی که فاصله مناسب را پیدا کنید. تست و نحوه تنظیم Retraction
سرعت برگشت فیلامنت به نازل (Retraction Speed)
سرعت بازگشت فیلامنت به پرینتر سه بعدی ، سرعتی است که اکسترودر فیلامنت را جمع می کند. اگر خیلی کند باشد ، فیلامنت می تواند از نازل نشت کرده و موها و لکه ها ایجاد کند. اگر خیلی سریع باشد ، قبل از شروع دوباره اکسترود مواد ، تأخیری رخ می دهد. تست و نحوه تنظیم Retraction
معمولاً سرعت جمع شدن پیش فرض نرم افزار رابط کاربری پرینتر سه بعدی مناسب کار می باشد. در غیر این صورت ، این تنظیم را با 5 میلی متر بر ثانیه تغییر دهید تا سرعت مناسب حاصل شود.
حداقل مسافت جابجایی Retraction
این پارامتر نیازمند این است که گزینه Retraction در تنظیمات نرم افزار پرینتر سه بعدی فعال باشد. به عنوان مثال ، اگر روی 2 میلی متر تنظیم شود ، اگر هد پرینتر فقط 1.2 میلی متر حرکت کند ، اکسترودر فیلامنت را جمع نمی کند. تست و نحوه تنظیم Retraction
اگر با رشته هایی که در فاصله های کوتاه قرار دارند دست و پنجه نرم می کنید ، باید این فاصله را کاهش دهید.
با حداقل مسافت جابجایی 1 میلی متر شروع کنید و آن را با افزایش 5/0 میلی متر تنظیم کنید تا زمانی که اندازه این فاصله کامل را پیدا کنید.
تا اینجا به این موضوع پرداختیم که Retraction و پارامتر های حیاتی برای Retraction مناسب جهت پرینت چیست
ولی برای تنظیم این پارمترها نیاز به آزمون و خطاست ، اما روی قطعه کار هایی که باید با کیفیت تمام پرینت شوند نمی توان این فرایند ها را پیدا سازی کرد ، پس برای تست و نحوه تنظیم Retraction از یک قطعه کوچک که مخصوص تست و کالیبره کردن Retraction است می توان استفاده کرد تا به بهترین شرایط برسیم .
برای تست و نحوه تنظیم Retraction می توانید از فایل تست کردن Retraction که به صورت STL برای شما قرار دادیم استفاده کنید تا به Retraction مناسب پرینتر سه بعدی خود برسید و کیفیت پرینت سه بعدی که می زنید بهتر شود و از دست رشته های مزاحم که در حین پرینت ایجاد می شوند رهایی یابید .
زمانی که برای بار اول یک فیلامنت جدید میخرید، اولین کاری باید انجام بدید این است که تست کنید ببینید فیلامنتی که خریدید در چه دمایی بهترین خروجی را به شما میدهد. تست برج حرارتی فیلامنت این امکان را به شما میدهد.
معمولا روی خود بسته فیلامنت یک رنج عددی دمای چاپ یا همون دمای ذوب فیلامنت و دمای مورد نیاز هیت بد نوشته شده است. صحبت از رنج عددی شد، چرا فقط از یک عدد خاص نام برده نشده ؟؟؟
امروز میخواهیم در همین مورد بحث کنیم و یک مدل سه بعدی برای تست پرینتر سه بعدی بگیریم تا بهترین دمای چاپ فیلامنت روی دستگاه پرینتر سه بعدی خودمون رو بفهمیم. 3dprint TOWER TEMPRATURE
دقت کرده باشید این روش فقط برای فیلامنت های پرینتر سه بعدی FDM کاربرد دارد، و برای رزین در پرینتر های DLP SLA بعدا مقاله ای تنظیم خواهیم کرد. تست برج حرارتی فیلامنت
به طور مثال اگر بخواهیم فیلامنت PLA رو مورد بررسی قرار دهیم، خب میدونیم کمپانی های مختلفی این فیلامنت رو با خلوص شیمیمایی متفاوتی و دمای کار متفاوتی تولید میکنید.
دمایی که از چندین سایت و استیکر روی بسته های فیلامنت PLA مشاهده کردیم، بین رنج 180 تا 230 بود.
یک قانون سر انگشتی هست که میگه میانگین این دما، دمای مناسب برای چاپ سه بعدی هست، ولی موردی داشتیم که دمای مناسب خارج از رنج حک شده روی قرقره فیلامنت بوده !!!
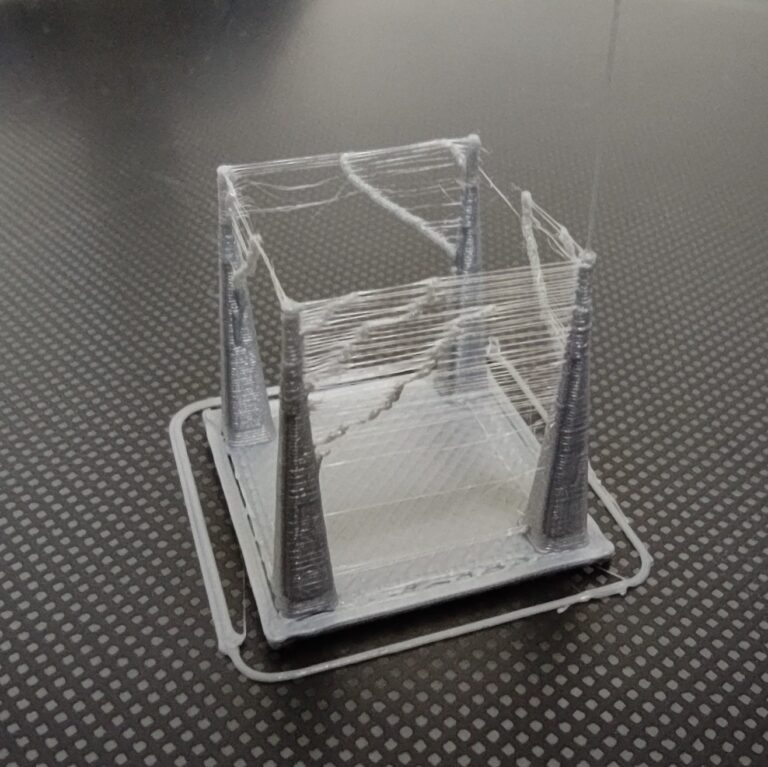
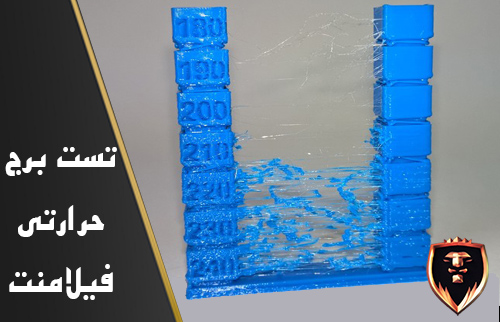
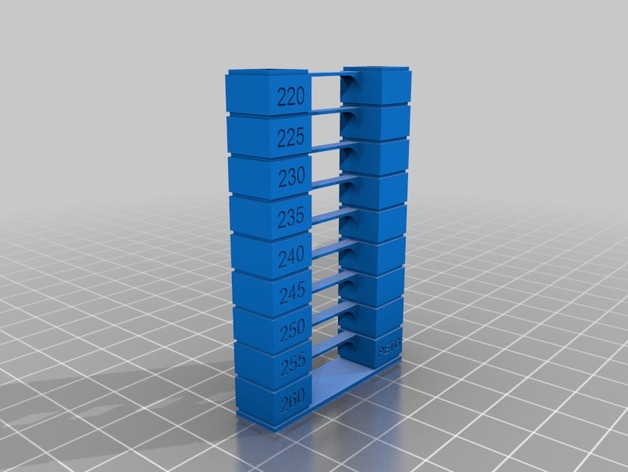
برای پیدا کردن بهترین دما ما از مدلی به نام ” برج تست حرارتی فیلامنت ” استفاده میکنیم. در سایت های مختلف دانلود فایل stl همانند سایت های :
Thingivers, myminifactor, cult 3d…… اگر کلمه ” temperatures tower” را سرچ کنید مدلهای زیادی میتونید پیدا کنید، ما برای شما یکی از مدلهای که بارها جواب خودش رو پس داده رو مورد بررسی قرار میدهیم.
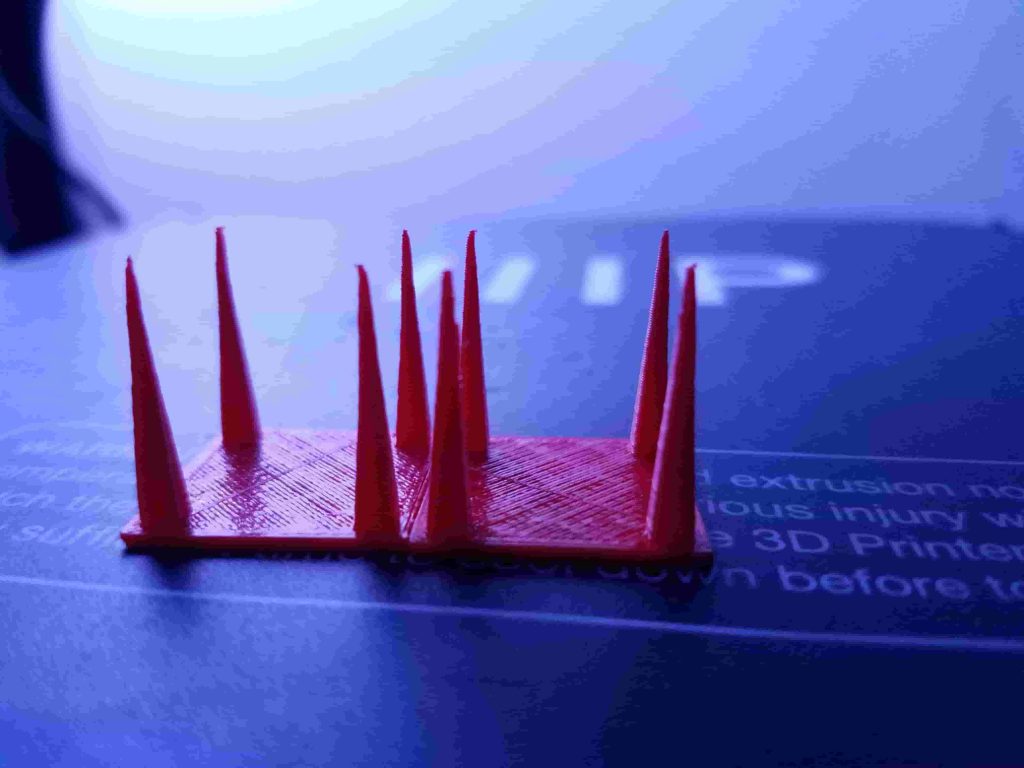
دلیل انتخاب ما از این مدل این است که چندین تست همزمان انجام میشود :
ریترکشن
پل bridge
دمای چاپ روی مدل
مشاهده مشکلات : تخلل، حباب ،…… اگر دقت کنید میبیند که دمای از زیاد به کم میل میکنید، دلیل این کار چیست ؟
هر مرکز خدمات پرینت سه بعدی بارها با مشکل گرفتگی نازل رو به رو بوده، گرفتگی نازل دلایل زیادی دارد، ولی یک راه های که برای باز کردن مسیر نازل استفاده میشود.
بالا بردن دمای نازل تا بالاترین دمای ممکن است.این کار در مواردی باعث باز شدن مسیر نازل میشود.
پس طبق تئوری بالا از دمای زیاد به سمت دمای پایین میرویم تا از مشکلاتی احتمالا جلوگیری کنیم.
اگر از دمای کم به زیاد برویم، ممکن است که مدل در بخش ها بالا خراب شود و به خوبی جزییات دیده نشود.
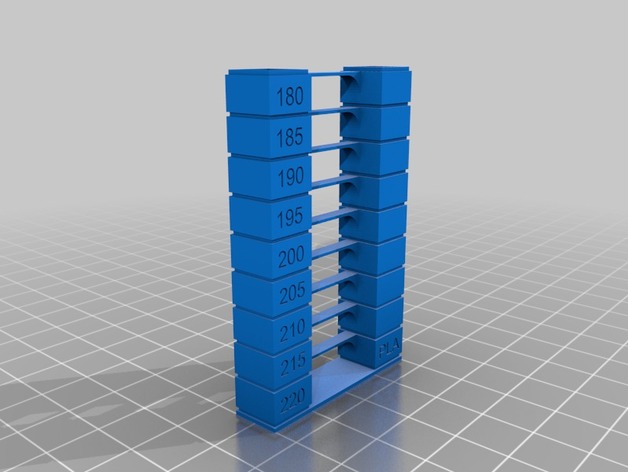
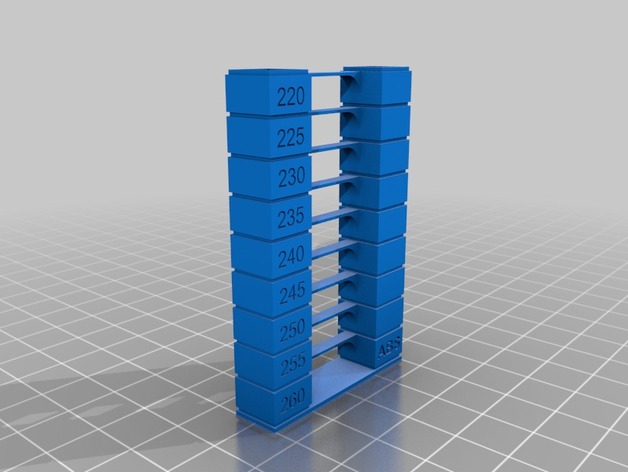
ما مدل های برای شما آماده کردیم هر فیلامنت، مدل سه بعدی خودش رو برای چاپ دارد. مثلا برای PLA از دمای 180 درجه شروع میشود و 5 درجه 5 درجه بالا میرود تا به عدد 230 دست یابد. تست برج حرارتی فیلامنت
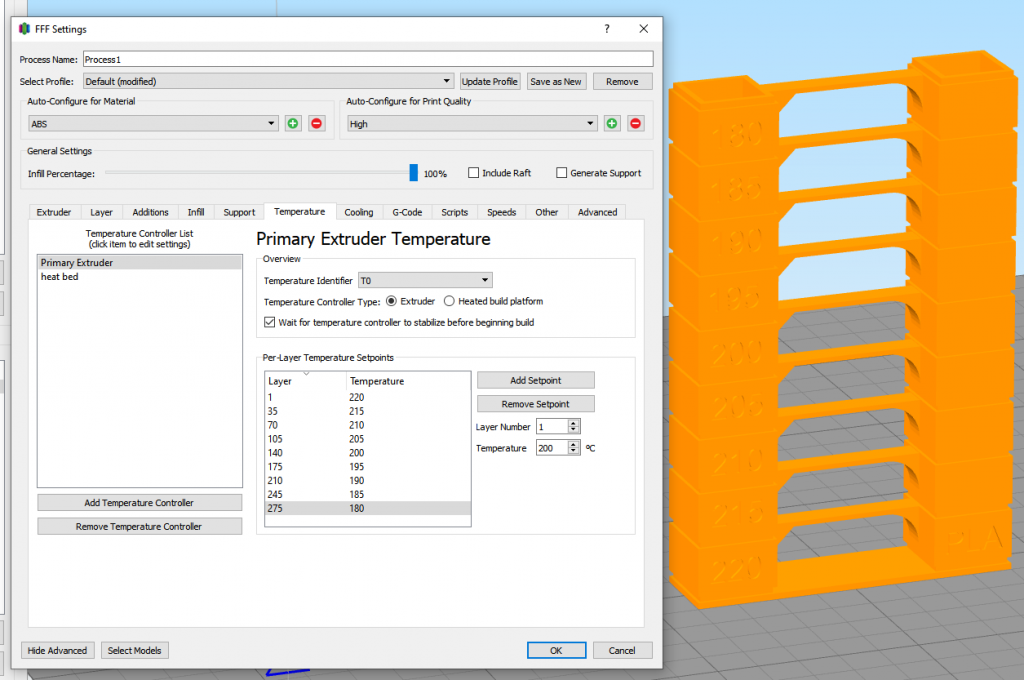
اگه تست را بخواهیم برای فیلامنت PLA انجام دهیم . ابتدا فایل STL را داخل نرم افزار باز میکنیم و سپس layer height را روی 200 میکرون میزاریم. و سپس گزینه prepare to print را میزنیم
خب اگه دقت کنیم روی حالت prewiew : layer تعداد لایه هارو 311 تا نشان میدهد.دقت کنید که مقدار layer height روی 200 میکرون باشد، اگه به طور مثال 150 میکرون باشد تعداد لایه ها 433 لایه میباشد و باید تنظیمات دیگری انجام داد. تست برج حرارتی فیلامنت ما در این آموزش با 200 میکرون و 311 لایه جلو میرویم.
9 قسمت یعنی 9 تا حالت تست دما داریم.اگر به کف مدل دقت کنیم میبینیم که مقداری رو به عنوان لایه کف در نظر گرفته است، تعداد این لایه ها مقدار 5 لایه است.
34=306/9
به سر برگ اصلی نرم افزار simplify3d برگردید و سپس در بخش process به سربرگ temprature بروید.
در بخش primary extruder روی گزینه add set point بزنید و لایه به لایه تقسیم کنید و دمای رو وارد کنید. لایه اول با دمای 220 درجه شروع میشود. و در لایه 35 ام دما به 215 کاهش می یابد. و…….
پس از اتمام کار رو برای پرینت بزارید و مدل نهایی رو بررسی کنید. تست برج حرارتی فیلامنت
در مقاله ای دیگر به معرفی نرم افزار کتیا پرداختیم و از نقاط قوت و ضعف نرم افزار کتیا نام بردیم. به طور خلاصه اگر بخواهیم اشاره ای به نرم افزار کتیا بکنیم : ترفند کتیا
نرم افزار کتیا یک نرم افزار جامع مهندسی در بحث طراحی، تحلیل و ساخت است که به اختصار به آنها CAD CAM CAE میگویند، طی سالیان گذشته این نرم افزار جایگاه ویژه ای در کنار نرم افزارهای رقیب همانند سالیدورک، اینونتور و….. داشته .
مجموعه KING3D با داشتن طراحانی با تجربه در زمینه طراحی مفهومی، طراحی قالب، مهندسی معکوس، طراحی با دید ساخت، آماده سازی مدل برای پرینت سه بعدی، و…..آماده ارائه خدمات مدلسازی سه بعدی در کرج و تهران می باشد.
برای قفل کردن نمادها در محیط کاری نقشه کشی یا همان Drafting باید بر روی نمای مورد نظر کلیک راست کرده و بعد از انتخاب Properties از زبانه Graphic گزینه Pickable را غیر فعال کنید. کلید میانبر ALT + Enter : Properties ترفند کتیا
2.بالا بردن کیفیت صفحه شطرنجی Grid
برای بهتر و واضح تر شدن کیفیت صفحه شطرنجی محیط اسکچ باید گزینه Shade Sketch Plane را فعال کنید.برای فعال سازی از مسیر زیر استفاده کنید.
Tools>>Options>>Mechanical Design>>Sketcher
همچنین در بخش Colors همین مسیر نیز می توانید رنگ پیش فرض المان های دو بعدی را تغییر دهید. ترفند کتیا
3.ساخت کادر دور نقشه در محیط drafting
در محیط Drafting : اگر از منوی Edit گزینه Sheet Background را انتخاب کنید با استفاده از ابزار Frame and Title Block از جعبه ابزار Drawing جدول مشخصات و طراحی برای نقشه ایجاد کنید
سپس از منو Edit به Working Views بروید . ترفند کتیا
با کلیک راست بر روی گزینه Properties از نمودار درختی با انتخاب Sheet اندازه ورق را تغییر دهید.مشخص می شود که اندازه جدول متناسب با اندازه کاغذ تغییر نمی کند.
برای اصلاح جدول باید درباره گزینه Sheet Background را انتخاب کنید و با استفاده از ابزار Frame and Block گزینه Resize را انتخاب و اول Apply سپس Ok را بزید.
4.برای تغییر شکل هاشورهای نمای برش خورده
این حالت فقط مواقعی که از یک شکل توپر یک نمای برش بگیرید کاربرد دارد،برای گرفتن نمای برش از مسیر : Insert – Views – section- off section
اگر قصد تغییر در المان های هاشور همانند زاویه آنها و نوع هاشور را دارید بر روی هاشور دو بار کلیک کرده تا پنجره تنظیمات آن باز شود و سپس در سربرگ Pattern تنظیمات مختلف را تغییر دهید. در نرم افزاهای طراحی نوع هاشورها ارتباط مستقیم به تخصیص متریال های آن دارد.ترفند کتیا
5.استخراج تصویر با کیفیت بالا
برای استخراج تصویر(Image)در محیط کتیا می توان از دستور Capture از مسیر زیر استفاده کرد.
….Tools>>Image>>Capture
این دستور بسیار کارآمد می باشد و هنگام اجرای آن نوار ابزار Capture ظاهر می گردد که می توان از ابزارهای آن کمک گرفت مثلا:محدوده مورد نظر را انتخاب کرد(Select Mode) و یا خروجی به صورت Pixel ویا Vector گرفت و یا کیفیت تصویر را انتخاب کرد
(Rendering Quality) و یا پشت تصویر را سفید کرد(White Background) و……..
دو مورد آخر در قسمت Options در همان نوار ابزار Capture قابل انتخاب است.ترفند کتیا
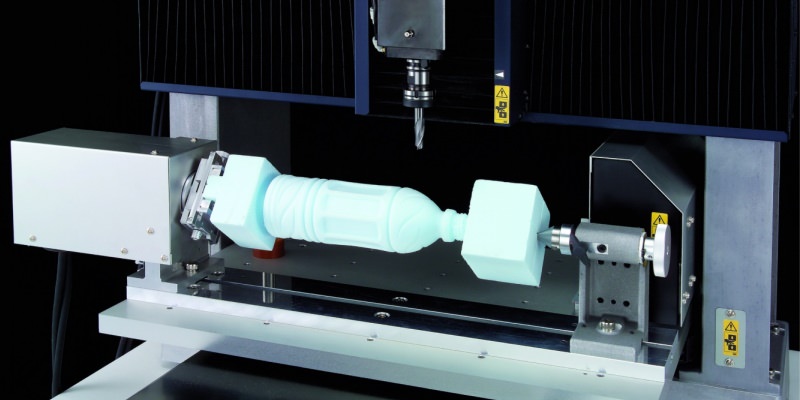
یکی از روشهای ساخت و تولید، روش ساخت کاهشی است که اساس کار روش ساختی کاهشی بدین صورت است که از تراشیدن یک بلوک برای ساختن قطعه استفاده میشود، یکی از رایج ترین روشهای کاهشی روش cnc یا ماشینکاری اتوماتیک است، cnc به دو نوع فرز و برش تقسیم میشود، امروز به بررسی فرز cnc میپردازیم. عملکرد ماشین توسط کنترل عددی و متعاقبا دقت تکرار پذیری و موقعیت یابی میباشد.فرز cnc چیست
کنترل عددی چیست ؟ Numerical controlبه کنترل اتوماتیک ابزارهای ماشین کاری (مانند: دریلها، دستگاههای تراش و دستگاه فرز یا پرینترهای سه بعدی توسط یک کامپیوتر گفته میشود.
دستگاههای CNC، دستگاههایی با ابزارهای قابل حرکت توسط موتور هستند که این موتور (یا موتورها) توسط رایانه کنترل میشوند. این رایانهها به کمک دستورهایی مرتب که G-Code یا M-Code نامیده میشوند، ابزارها را کنترل میکنند.
CNC
فرم کوتاه شده عبارت Computer Numerical Control و به معنی کنترل عددی رایانهای میباشد. این دستگاه شامل یک مینی کامپیوتر یا میکرو کامپیوتر میباشد که در اصل به عنوان واحد کنترل دستگاه عمل کرده و تا حد امکان مدارهای سختافزار اضافی در واحد کنترل حذف شده است. این کامپیوتر وظیفه ارسال برنامههای لازم جهت برش و یا حک فلزات و غیر فلزات را بر عهده دارد.
در واقع، تمام مراحل انجام کار و ابعاد نهایی قطعات از طریق کامپیوتر به دستگاه ارسال میشود. به همین دلیل برش CNC را میتوان مانند یک ربات دانست که با برنامهریزی کار کرده و از دستورالعملهای شما پیروی مینماید. در دستگاه برش CNC برنامه در حافظه کامپیوتر ذخیره میشود و برنامهنویس به راحتی میتواند کدها، برنامهها و الزامات را نوشته و ویرایش نماید. برنامه نوشته شده قابلیت استفاده برای قسمتهای مختلف را داشته و نیازی به تکرار دوباره نمیباشد . فرز cnc چیست
ایده اولیه در صنایع نظامی بخش خصوصی هلیکوپتر سازی جهت پیشرفت و تسریع در پروسه کاری استفاده شد.
در آن زمان یک شرکت آمریکایی به نام parsons در تعامل با شرکت IBM شروع به مکانیزه کردن این تفکر کرد. او در این فکر بود که چطور می توان حرکت دستگاه را به وسیله ی یک کامپیتور کنترل کرد.
عموماً جان پارسون را پدر کنترل عددی می نامند. فرز cnc چیست
وی یک ماش ین کار بود که در کارگاه پدرش مشغول بکار بود.
در کنار کار اصلیش به خرید و فروش ماشین ابزار نیز می پرداخت. در اوایل دهه چهل میلادی در پی اختراع بالگرد، سفارش ساخت ملخ بالگرد را از شرکت سیکورسکی دریافت کرد.
در سال 1946 میلادی جهت انجام این پروژه فرانک استولن را بعنوان سر مهندس بخش ساخت قطعات بالگرد درکارگاه پدری استخدام کرد.
این حرکت نقطه شروع در ساخت ماشین های CNC بود. در سال 1952 Richard Kegg در همکاری با MIT یک فرز cnc را توسعه داد و آن Cincinnati Milacron Hydrotel بود.
آقای John T. Parsons ، پدر کنترل عددی شناخته می شود. فرز cnc چیست
مدال ملی تکنولوژی را از پرزیدنت ریگان در سال 1985 دریافت کرد. او تحت نظارت نیروی هوایی ایالات متحده آمریکا ، طراحی و ساخت اولین فرز کنترل عددی را مدیریت کرد.
انواع مختلف فرز cnc :
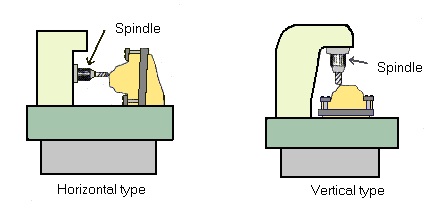
فرز عمودی
یا همان ماشین سنتر عمودی فرز های cnc سری VMC که به تشریح vertical machining center شناخته می شوند فرز cnc چیست
فرز افقی
فرز cnc سری bed type ، فرز سنتر افقی و یا ماشین سنتر افقی ، فرز سنتر دروازه ای و یا ماشین سنتر دروازه ای فرز cnc چیست
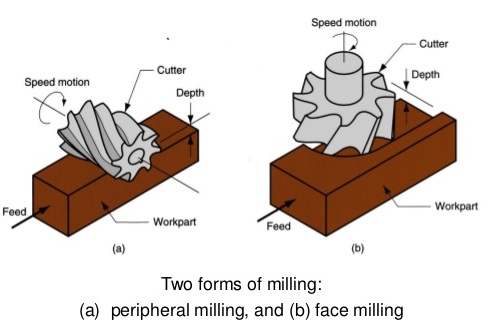
دو روش براده برداری در فرز CNC
عملیات فرز کاری Face cutting این عملیات مختص ماشینکاری سطوح صاف و یا ماشینکاری سوراخ های با سطح مقطع تخت flat-bottom cavities میباشد. فرز cnc چیست
فرز کاری به روش Peripheral milling
عملیات ماشینکاری در این نوع به این شکل است که دندانه ها با محور چرخشی برش موازی هستند . فرز cnc چیست
معرفی چند متد در فرز کاری :
فرزکاری کف تراش
فرزکاری کف تراش (Face milling) به حالتی گفته میشود که در آن محور چرخش ابزار برش عمود بر سطح قطعه کار است. این فرآیند با استفاده از دستگاههایی انجام میگیرد که در آن ابزارهای برشی به صورت دو طرفه کار میکنند. به طور کلی، این روش فرزکاری برای ایجاد سطوح صاف و تخت و همچنین ایجاد خطوط مشخص بر روی قطعه کار کاربرد دارند و برای فرآیندهای حساس با کیفیت بالا کاربرد دارند. دستگاه فرز cnc افقی و دستگاه عمودی از این روند پشتیبانی میکنند. فرز cnc چیستفرز cnc چیس ت
فرز کاری ساده
فرزکاری ساده (Plain milling) که با عنوان فرزکاری تخت یا فرز کاری سطح هم شناخته میشود، به عملیات فرزکاری اشاره دارد که در آن محور چرخش ابزار برش کاملاً موازی با سطح قطعه کار است. این فرآیند با استفاده از برش فرز ساده انجام میشود و دارای دندانههای محیطی است که عملیات برش را انجام میدهد. بسته به نوع کاربرد فلز، مانند عمق برش و اندازه قطعه کار، امکان استفاده از آنها برای برشهای باریک و پهن وجود دارد. اگر اپراتور نیاز به برداشتن مقدار زیادی از سطح قطعه کار داشته باشد، ابتدا در دستگاه فرز CNC از یک ابزار برشی با دندانه درشت استفاده میکند و سپس سطح آن را با ابزار دنده ریز صاف میکند.
فرزکاری زاویهای
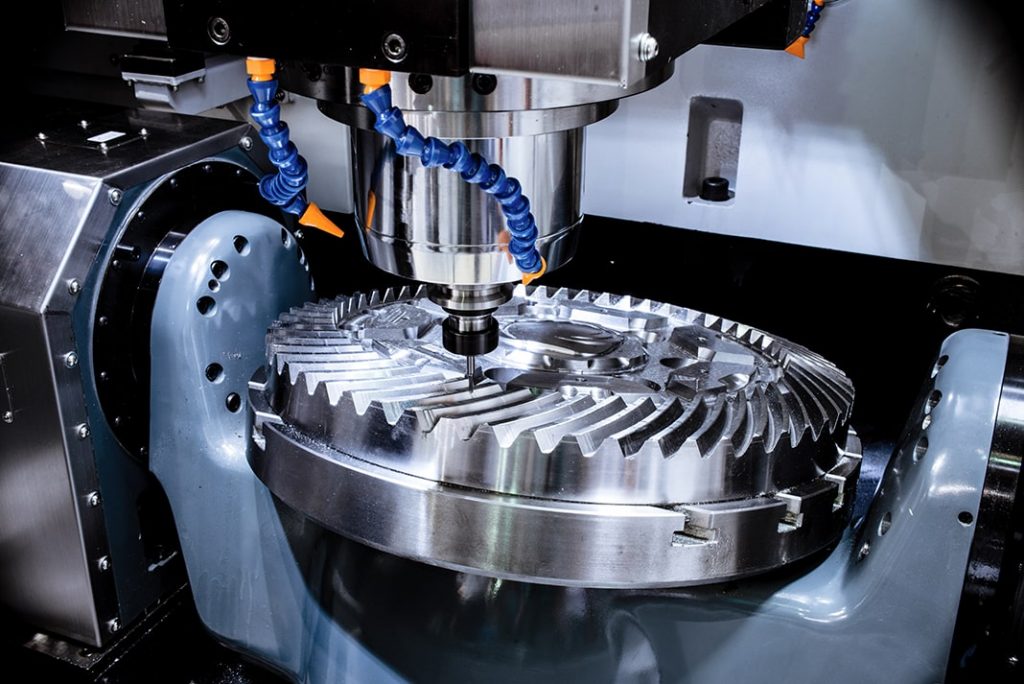
فرزکاری زاویهای (Angular Milling) به عملیات فرزکاری اشاره دارد که در آن محور چرخش ابزار برش نسبت به سطح قطعه کار دارای زاویه است. این فرایند بر اساس طراحی خاص ابزار برش و زاویه آن، ممکن است برشهایی با زاویههای متفاوت انجام دهد. از این دستگاهها برای برخی تجهیزات خاص مانند چرخ دندهها، برش شیارها و حتی تولید چاقوی جراحی و چاقوی معمولی استفاده میشود. یکی از ویژگیهایی که دستگاه فرز CNC با قابلیت برش زاویه را متمایز میکند این است که شما میتوانید برشهای ۴۵، ۵۰، ۵۵ و ۶۰ درجه را به کمک آن انجام دهید.
فرزکاری فرم
فرزکاری فرم (Form milling) به عملیات فرز کاری شامل سطوح نامنظم، خطوط و شیارها و همچنین قطعات با سطوح منحنی و صاف اشاره دارد. در این دستگاهها از یک ابزار برشی شکل دهنده یا ابزار برشی تخصصی برای برخی کاربردهای خاص استفاده میشود. به عنوان مثال ابزار برشی برای برشهای محدب، مقعر، گرد و غلتکی با یکدیگر متفاوت هستند. از این دستگاهها در برخی موارد برای حفاری و مته کاری به صورت نیم کرهای و نیم دایرهای هم استفاده میشود که نیاز به دستگاههای پیچیده مانند دستگاه فرز CNC دارد. فرز cnc چیست
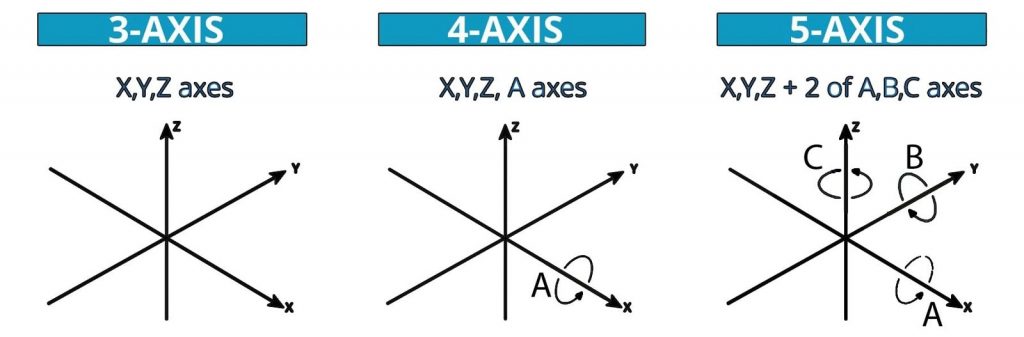
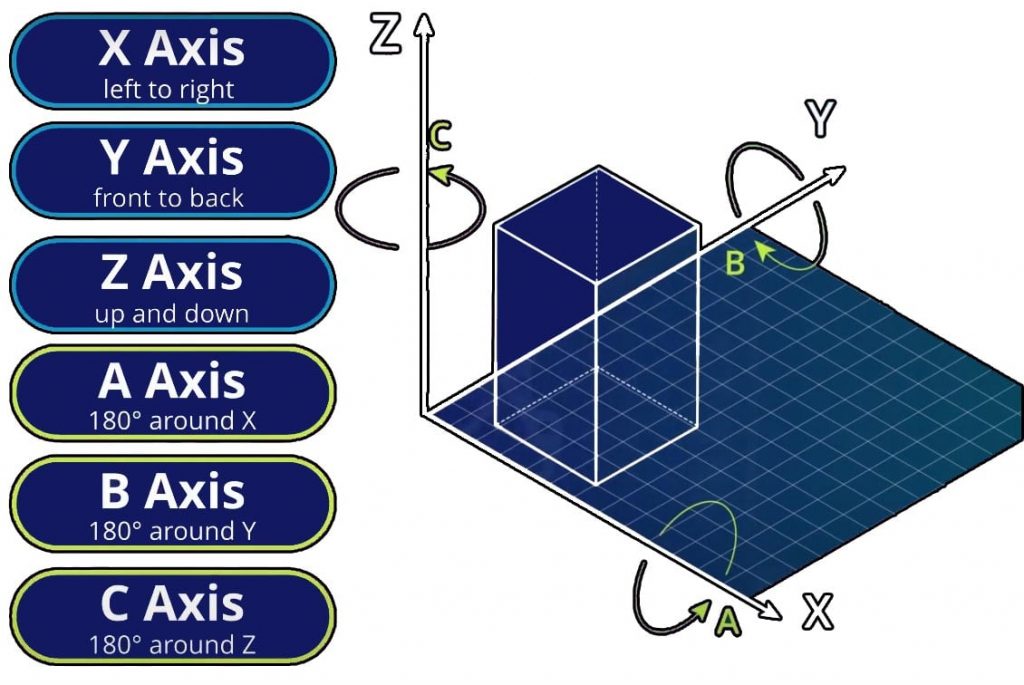
انواع فرز های CNC از نظر درجه آزادی
دستگاه فرز CNC پنج محور:
چرخش حول محور X که با محور A مشخص میشود و محور Y که با محور B معرفی میشود، دو محور اضافی هستند که آزادی حرکت بیشتری در این دستگاه فراهم میکنند. فرز cnc چیست
دستگاه فرز CNC چهار محور:
وجود یک محور اضافی برای فرزکاری، تمایز این دستگاه با نوع سه محور آن است. در واقع در این مدل دستگاه قابلیت چرخش حول محور X را دارد که محور A نامیده میشود. فرز cnc چیست
دستگاه فرز CNC سه محور:
در این دستگاهها ابزار برش در امتداد سه محور حول قطعهی ثابت میچرخد. فرزکاری، ایجاد شیار، سوراخکاری و برشهای لبهای تیز از قابلیتهای این دستگاه است.
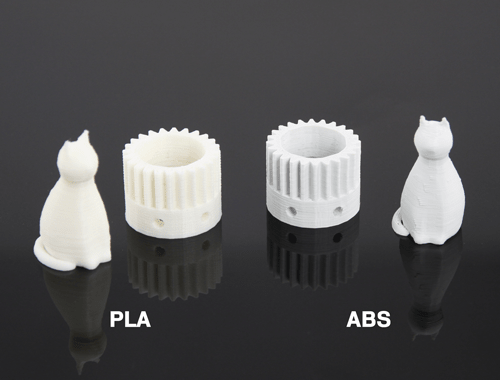
تفاوت فیلامنت PLA و ABS ؟ کدام فیلامنت محکمتر است ؟ کدام فیلامنت بهتر است ؟
در بین فیلامنت های موجود در بازار PLA و ABS دو مورد از متداول ترین مواد پرینت سه بعدی با تکنولوژی FDM هستند. هر دو ترموپلاستیک هستند.
به این معنی که با گرم شدن وارد حالت نرم و قالب پذیر می شوند و پس از سرد شدن دوباره به حالت جامد برمی گردند. از طریق فرایند FDM ، هر دو ذوب شده و سپس از طریق یک نازل اکسترود می شوند تا لایه هایی را ایجاد کنند که یک قسمت نهایی ایجاد می کنند.
از میان انواع مختلف فیلامنت ها ، محبوب ترین آنها اسید پلی لاکتیک (PLA) است که به دلیل سهولت استفاده و قیمت پایین شناخته شده است.
اما مواد متداول دیگری نیز وجود دارد ، مانند اکریلونیتریل بوتادین استایرن (ABS) ، ماده ای که به طور گسترده مورد استفاده قرار می گیرد.
در این مقاله تفاوتهای اصلی بین این دو فیلامنت معمول استفاده می شود.
(اکریلونیتریل بوتادین استایرن) یک ترموپلاستیک رایج است که در صنعت قالب گیری تزریقی شناخته شده است. برای کاربردهایی مانند LEGO ، محفظه های الکترونیکی و قطعات سپر خودرو استفاده می شود. تفاوت فیلامنت PLA و ABS
(پلی لاکتیک اسید) یک ترموپلاستیک زیست تخریب پذیر (در شرایط صحیح) است که از منابع تجدید پذیر مانند نشاسته ذرت یا نیشکر حاصل می شود. این یکی از محبوب ترین پلاستیک های بیو پلاستیک است که برای کاربردهای مختلف از لیوان های پلاستیکی گرفته تا کاشت های پزشکی مورد استفاده قرار می گیرد.
تفاوت فیلامنت PLA و ABS
دقت قطعات تولید شده
بخار های تصاعد شده در هنگام پرینت
به طور کلی تحمل و دقت اجزای پرینت شده FDM تا حد زیادی به کالیبراسیون پرینتر سه بعدی و پیچیدگی مدل بستگی دارد. با این حال ، می توان از ABS و PLA برای ایجاد قطعات دقیق ابعادی ، چاپ جزئیات تا 0.8 میلی متر و حداقل ویژگی ها تا 1.2 میلی متر استفاده کرد. برای اتصال قطعات ، تلرانس 0.5 میلی متر در نظر گرفته شود و استفاده از حداقل ضخامت دیواره 1-2 میلی متر ، مقاومت کافی در دیواره ها را تضمین می کند.
به دلیل دمای پایین چاپ ، PLA در صورت خنک شدن مناسب ، تاب پیدا نمی کند (پرینت آن را آسان تر می کند) و می تواند گوشه ها و ویژگی های واضح تری را در مقایسه با ABS چاپ کند. تفاوت فیلامنت PLA و ABS تفاوت فیلامنت PLA و ABS
بخار های تصاعد شده در هنگام پرینت
تقریباً همه فیلامنت ها هنگام چاپ بو و بخار ایجاد می کنند ، اما در برخی از آنها بیشتر از بقیه آشکار هستند. هنگامی که یک ترموپلاستیک گرم می شود ، بخارها آزاد می شوند و این بخارات معمولاً از نوع سالم نیستند ، زیرا ممکن است ذرات مضر داشته باشند.
PLA در واقع به دلیل بوی بد شناخته نشده است و این ماده گیاهی است ، بنابراین بخارهایی که وجود دارد خیلی نگران کننده نیستند. از طرف دیگر ، ABS به طور قابل توجهی سمی تر از PLA است و بوی وحشتناکی می دهد. هنگام استفاده از محفظه ، با بالا بردن درب محفظه ، بخارات به یکباره آزاد می شوند و این بو را گاهی غیر قابل تحمل می کند. بنابراین توصیه می شود مراقب محفظه خود باشید و از تهویه مناسب در هر اتاقی که پرینت سه بعدی می کنید اطمینان حاصل کنید. فیلترها به ویژه می توانند در این مورد کمک کنند. تفاوت فیلامنت PLA و ABS
مقاومت
انعطاف پذیری در ABS و PLA
با مقاومت کششی مشابه ، ABS و PLA هر دو برای بسیاری از کاربردهای نمونه سازی مناسب هستند. ABS اغلب به دلیل بهبود شکل پذیری نسبت به PLA ترجیح داده می شود. با استحکام خمشی بالاتر و کشیدگی بهتر قبل از شکستن ، می توان از ABS در پرینت های سه بعدی برای کاربردهای نهایی استفاده کرد در حالی که PLA برای نمونه سازی سریع محبوب است ، زیرا فرم بسیار مهمتر از عملکرد است.
PLA و ABS فیلامنت های انعطاف پذیر مانند TPU نیستند ، اما انعطاف پذیری هنوز عامل مهمی است زیرا تعیین می کند قطعات شکننده هستند یا دوام بیشتری دارند. “انعطاف پذیری” معمولاً به مقاومت خمشی اشاره دارد ، با مقادیر بالاتر که نشان دهنده مواد شکننده کمتر است ، اما همچنین می تواند کشیدگی را در نقطه شکست توصیف کند.
تفاوت فیلامنت PLA و ABS
تفاوت پرداخت بین ABS و PLA
تکنیک پرینت با FDM به این معنی است که هم برای ABS و هم برای PLA ، لایه های چاپ بعد از چاپ قابل مشاهده خواهند بود. ABS معمولاً مات پرینت می کند در حالی که PLA نیمه شفاف است و اغلب دارای براقیت بیشتری است.
از استون غالباً در فرآیند پرداخت برای صیقل دادن ABS استفاده می شود و همچنین به قطعه براقی خاصی می بخشد. ABS می تواند به راحتی سمباده کاری شود و اغلب پس از چاپ ماشینکاری می شود. PLA همچنین می تواند سنباده کاری و تراشیده شود ، با این حال مراقبت بیشتری لازم است. تفاوت فیلامنت PLA و ABS
مقاومت در برابر حرارت
زیست تخریب پذیری و قابل بازیافت بودن
برای کاربرد با دمای بالا ، ABS (دمای هیت بد در حدود 100 درجه سانتیگراد) مناسب تر از PLA (دمای هیت بد در حدود 60 درجه سانتیگراد) است. PLA می تواند به سرعت یکپارچگی ساختاری خود را از دست بدهد و به ویژه در صورت کمبود بار ، با نزدیک شدن به 60 درجه سانتیگراد ، شروع به افتادگی و تغییر شکل می کند.
PLA در شرایط عمومی جوی پایدار است و ظرف 50 روز در کمپوست های صنعتی و 48 ماه در آب تجزیه می شود (البته تحت شرایط خاص و فراهم بودن آنها). ABS قابل تجزیه نیست ، با این وجود قابل بازیافت است. PLA به طور منظم برای تولید اقلام مرتبط با غذا استفاده می شود ، با این وجود تأیید توسط سازنده فیلامنت برای ایمن بودن آن انجام می شود. تفاوت فیلامنت PLA و ABS


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}