پرینتر سه بعدی CR-5PRO
پرینتر سه بعدی CR-5PRO
اگر به یک پرینتر صنعتی سه بعدی رومیزی نیاز دارید، بهترین گزینه ممکن پیش روی شماست.
پرینتر سه بعدی CR-5PRO
- تک نازل
- پشتیبانی از چند متریال
- دقت چاپ بالا
با داشتن پرینتر های CR-5 PRO میتونید در خونتون همانند دفتر محل کار یک بیزینس بدون دردسر و راحت راه بندازید.
این نوع پرینترهای اطمینان انجام یک کار بدون نقص و بدون نیاز به چک کردن مدوام پرینتر سه بعدی به شما ارائه میدهند.
سایز پرینتر این پرینتر منحصر به فرد در ابعاد نیمه صنعتی محسوب می شود.
سایز قابل چاپ با این پرینتر ها :
380*225*300 میلیمتر است.
که به جرات میتوان گفت از پس بیشتر مدل های که نیازمند چاپ سه بعدی هستند بر میاد.
حتی اگر مدل سه بعدی شما بزرگتر صفحه ساخت دستگاه پرینتر سه بعدی FDM شماست نگران نباشید.
میتونید خیلی راحتر قطعات را چند تکه پرینت کنید.
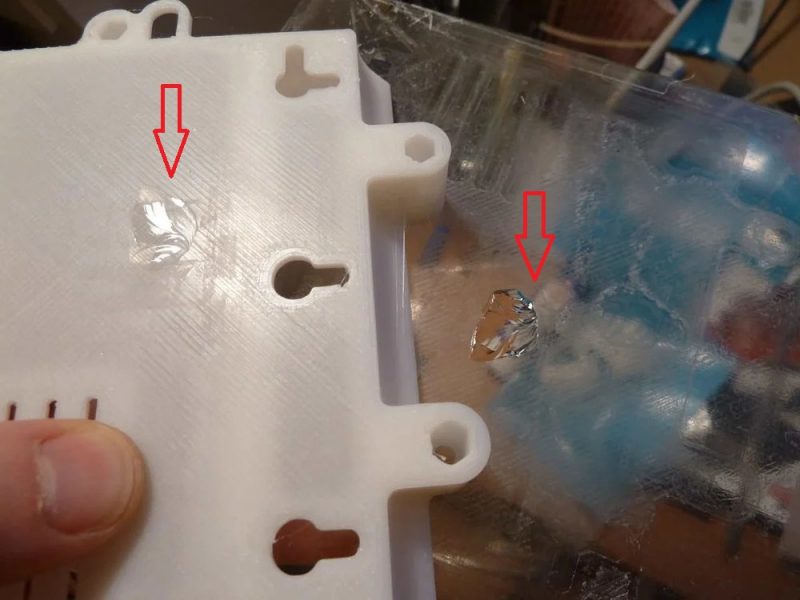
و سپس با استفاده از چسب 123 یا برای فیلامنت PLA از ماده کلروفورم و برای فیلامنت ABS از ماده استون جهت جوش دادن و چسباندن آنها نیز استفاده کنید.


پاور برق
کیفیت عالی نوع
meanwhile
24 ولت – 350 وات
دقت بالا پرینت
دقت پرینت از 100 میکرون واقعی به بالا
دارای سنسور های هوشمند
دارای سنسور هوشمند اتمام فیلامنت - دارای سنسور بازگشت به کار بعد از قطع برق -دارای LED نشان دهنده اتمام فیلامنت
پرینتر سه بعدی CR-5PRO
مادربرد تقویت شده
درایورهای سایلنت، مادربرد بی صدا و چیپ ATMEL 2560 MASTER

سایز بزرگ پرینت
ابعاد سایز قابل چاپ : 380*225*300
دمای نازل بالا
پشتیبانی از دمای نازل تا 250 درجه اجازه استفاده از فیلامنت های بیشتر
بدنه ای کاملا پایدار
بدنه با آهن تقویت شده
تک نازل
طراحی نسل جدید نازل های با کمترین گرفتی و استفاده از یک فن قدرتمند
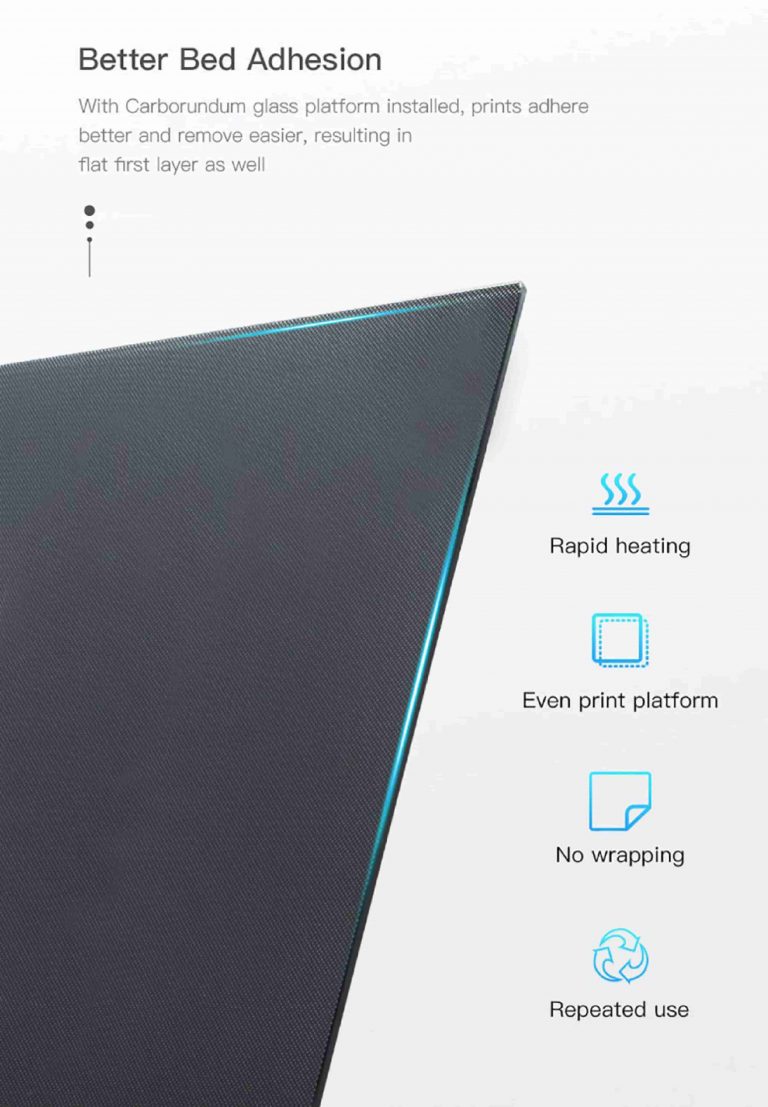
چسبندگی بهتر
دارای پد سیلیکونی روی پلتفرم شیشه ای برای چسبندگی لایه اول و جداساری آسان تر
از دیگر قابلیت های این پرینتر سه بعدی
استفاده از یک پاور برق قدرتمند 24 ولت با توان 350 وات و پشتیبانی از برق مصرفی 115 ولت تا 235 ولت
میتواند در زمان کوتاهی هیت بد شمارو گرم کند.
انواع منبع تغذیه مینول
منبع تغذیه دی سی مینول که برای تامین ولتاژ دی سی استفاده میشود.
منبع تغذیه سوئیچینگ مینول که در جهت کاهش ولتاژ، جریان های برق را یکسو کرده تا سیستم به ولتاژ مورد نظرش دست پیدا کند. پرینتر سه بعدی CR-5PRO
منبع یو پی اس که در هنگام قطعی برق به کمک شما می اید و انژی ها را تامین میکند مانند دستگاه های برق اضطراری که در مکان های مختلف مورد استفاده قرار میگیرد.
منبع تغذیه سوئیچینگ مینول با ولتاژ های بالا برای تامین ولتاژ های بالا مورد استفاده قرار میگیرد.
- جنس بدنه شیت متال برش خورده
- استفاده از شیشه های محکم و ضد لرزش
- پایدار-ضد لرزش-پرینت بی دردسر
برد ATMEGA 2560 قابلیت های زیادی دارد
1-حرکت ساده و روان
2-تقسیم کننده مناسب گرما
3-تثبیت ولتاز ورودی
4-…پرینتر سه بعدی CR-5PRO


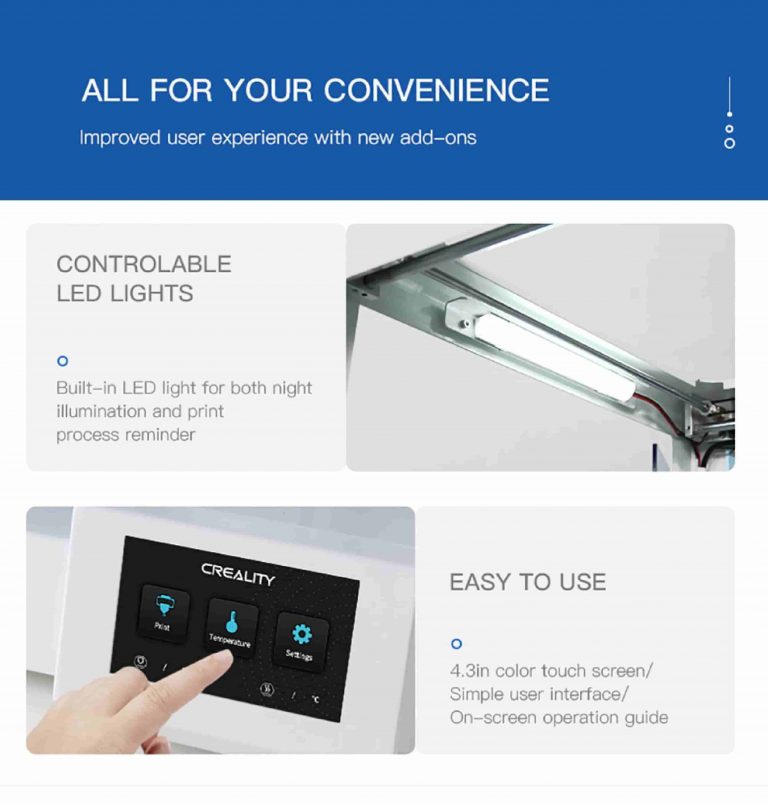
LED
دارای led های که برای روشن نگهداشتن محفظه در طول شبانه روز
دقت محور xy
0.012 میلیمتر
دمای نازل بالا
پشتیبانی از دمای نازل تا 250 درجه اجازه استفاده از فیلامنت های بیشتر - دارای محفظه حفظ دما برای فیلامنت های که سختی چاپ دارند مانند ABS



پرینتر سه بعدی CR-5PRO
اکسترودر BOWDEN
طراحی نسل جدید نازل های با کمترین گرفتی و استفاده از یک فن قدرتمند
چسبندگی بهتر
دارای پد سیلیکونی روی پلتفرم شیشه ای برای چسبندگی لایه اول و جداساری آسان تر - گرم شدن سریع تر - دیگه مشکل تاب برداشتن قطهه ندارید - استفاده مکرر از پد حرفه ای- داشتن یک لایه اول عالی