
5 طرح برتر با چاپ سه بعدی با طراحی در پایداری به عنوان یک محصول











ما در صنعت قطعات مختلفی داریم که از اجزای مختلفی تشکیل شده است لذا مهم است که برای اینکه آن قطعه صنعتی مشخص کارایی خودش را به نحو احسن داشته باشد ، بین اجزای مختلف تشکیل دهنده آن دستگاه هماهنگی و تطابق وجود داشتــه باشد که برای این منظور مفهوم تلرانس و انطباقات معرفی شد که در ادامه بیشتــر با آن آشنا خواهیــم شد .
همانطور که می دانید در ساخت قطعات ما هیچ زمان نمی توانیم به اندازه دقیق برسیم به عبارت دیگر قطعاتی که از روی نقشه های مهندسی ساخته می شوند همواره مقداری بزرگتر یا مقداری کوچک تر هستند لذا آنچه که برای مهندسان و صنعتگران مهم است این است که ابعاد قطعه با چه میزان اختلاف میتوانند کارایی لازم را داشته باشند .
برای همین منظور مفهومی به عنوان تلرانس معرفی شد . تلرانس به ما نشان میدهد که اندازه انحراف های مجاز اسمی از ابعاد قطعه به چه میزان است و آن را به صورت زیر معرفی می کند .
تلرانس : به مقدار خطای مجاز در ساخت یک اندازه را تلرانس یـا رواداشت گفته می شود . و آن را با حرف T نشان می دهند .
نوع اندازه به دو گونه زیر تقسیم بندی می شود .
الف) اندازه مؤثر یا وابستــه F: این اندازه با اندازه دیگری ارتباط خواهد داشت .
ب) اندازه غیرمؤثر یا غیروابسته یا آزاد NF : بـه اندازه دیگری به طور مستقیم وابسته نیست .
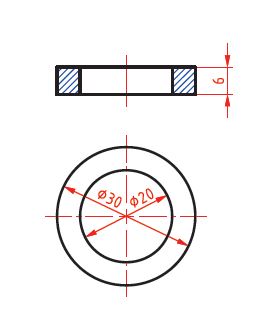
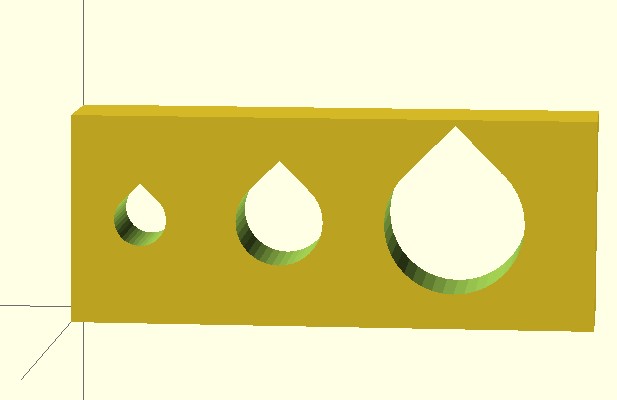
در شکل زیر که یک واشر است ، قطر سوراخ واشر اندازه مؤثر یا وابستــه چرا که به پهنای واشر هم مرتبط است و قطر بیرونی واشر یک اندازه غیرمؤثر یا غیروابسته است چرا که مستقل از سایر اندازه ها می باشد .تلرانس در پرینتر سه بعدی
اندازه نامی (nominal size) همان اندازه ایی است که روی قطعه گذاشته می شود.
به بیشترین اندازه مجاز یک طول، بزرگ ترین یـــا اندازه بیشینه گفته می شود .
بــه کمترین اندازه مجاز یک طول ، کوچک ترین اندازه یـــا اندازه کمینه گفته می شود .
تلرانس یا خطای کلی مجاز در حقیقت همان اختلاف میان بزرگ ترین اندازه و کوچک ترین اندازه قابل قبول خواهد بود.
(کوچک ترین اندازه مجاز) – (بزرگ ترین اندازه مجاز) = تلرانس
انحراف بالایی یا بیراهی بالایی عبارت است از اختلاف اندازه نامی و بزرگ ترین اندازه
(اندازه نامی) – (بزرگ ترین اندازه) = انحراف بالایی
انحراف پایینی یا بیراهی پایینی عبارت است از اختلاف اندازه نامی و کوچکترین اندازه
(اندازه نامی) – (کوچکترین اندازه) = انحراف پایینی
اندازه کنونی یا فعلی همان اندازه ایی است که با ابزارهای اندازه گیــری به دست آمده است .
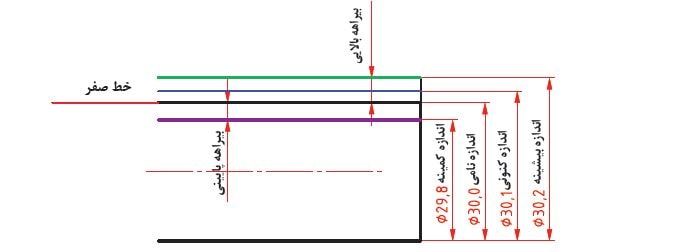
برای مثال برای یک شفت ساده داریم : (اندازه نامی ۳۰) و (بزرگترین اندازه ۳۰.۲) و (کوچکترین اندازه ۲۹.۸) و با توجه به توضیحات فوق داریم :
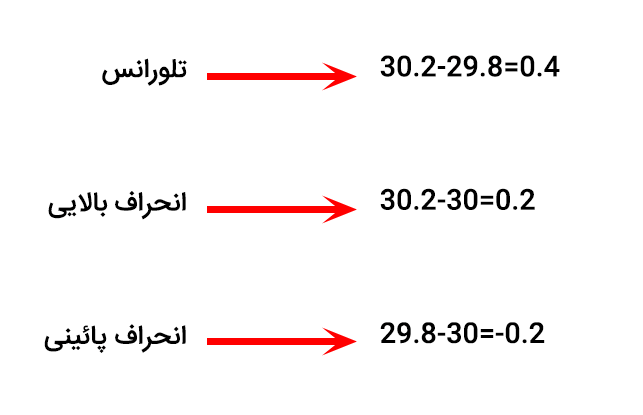
طبق آنچــه که متوجه شده اید می توانیــم برای بدست آوردن تلرانس از علاوه بر فرمول گفته شده
از فرمول زیر نیز برای بدست آوردن تلرانس استفاده کنیم :
(انحراف پائینی) – (انحراف بالایی) = تلرانس
خط صفر ، خط مرجعی است که اندازه نامی را روی آن نشان می دهند .
برای اینکــه تمام آنچه را که در بالاتر توضیح دادیــم یکجا ببینید به تصویر زیر با دقت نگاه بیــاندازید در تصویر زیر مفاهیم مهم تلرانس و انطباقات آمده است .
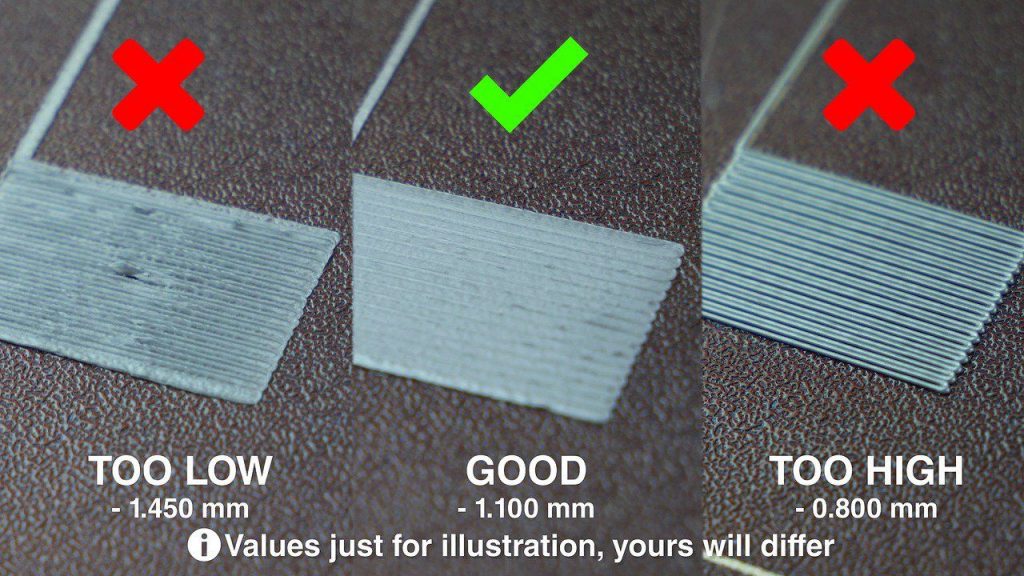
هر چه مقدار تلرانس را برای یک اندازه ، کمتر در نظر بگیریم می گوییم اندازه مرغوب تر و کیفیت آن بالاتر است.
چگونگی قرار گرفتن انحراف بالایی و انحراف پایینی را نسبت به اندازه نامی، موقعیت تلرانس گویند.تلرانس در پرینتر سه بعدی
میدان تلرانس، مجموعه کیفیت و موقعیت تلرانس است. در مثال زیر مفهوم میدان تلورانس را بررسی خواهیم کرد .
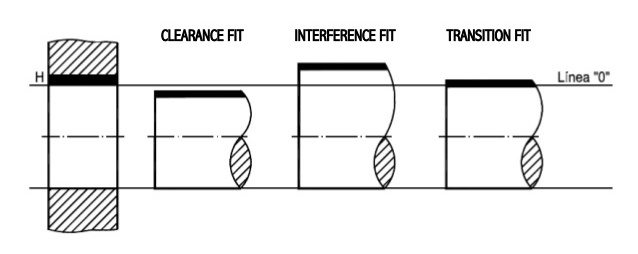
مثال : فرض کنید می خواهیم یک میله به قطر مشخص را در بوشی به قطر فرضی و مشخص ساخته شده، در حالت های گوناگون جا بزنیم . سه حالت اساسی را می توان در نظر گرفت .
در این حالت می خواهیم میله ساخته شده، همواره به راحتی در سوراخ وارد شود (می گوییم بازی دار باشد) لذا بنابراین همواره باید قطر میله کمتر از قطر سوراخ باشد.
در این حالت می خواهیم می خواهیم میله با اعمال نیرو زیاد وارد بوش شود. در این صورت حداقل قطر مجاز میله بزرگتر از حداکثر قطر مجاز سوراخ است .
در این حالت می خواهیم می خواهیم میله با اعمال نیرو کم که غالباً با دست قابل اعمال است وارد بوش شود. در این نوع اتصالات ، قطر بزرگترین سوراخ مجاز بیشتر از کوچکترین قطر میله است ، اما کوچکترین سوراخ کوچکتر از بزرگترین قطر میله است به طوری که لقی در این حالت می تواند مقداری مثبت یا مقداری منفی باشد .
در شکل زیر هر سه حالت انطباقی را مشاهده می کنیـــد.
برای انتخاب تلرانس ، راه های متعددی وجود دارد اما معتبــرترین راه حل استفاده از استــاندارد است در جدول زیر انتخاب تلرانس بر اساس استاندارد ایزو مشاهده می کنیــد .
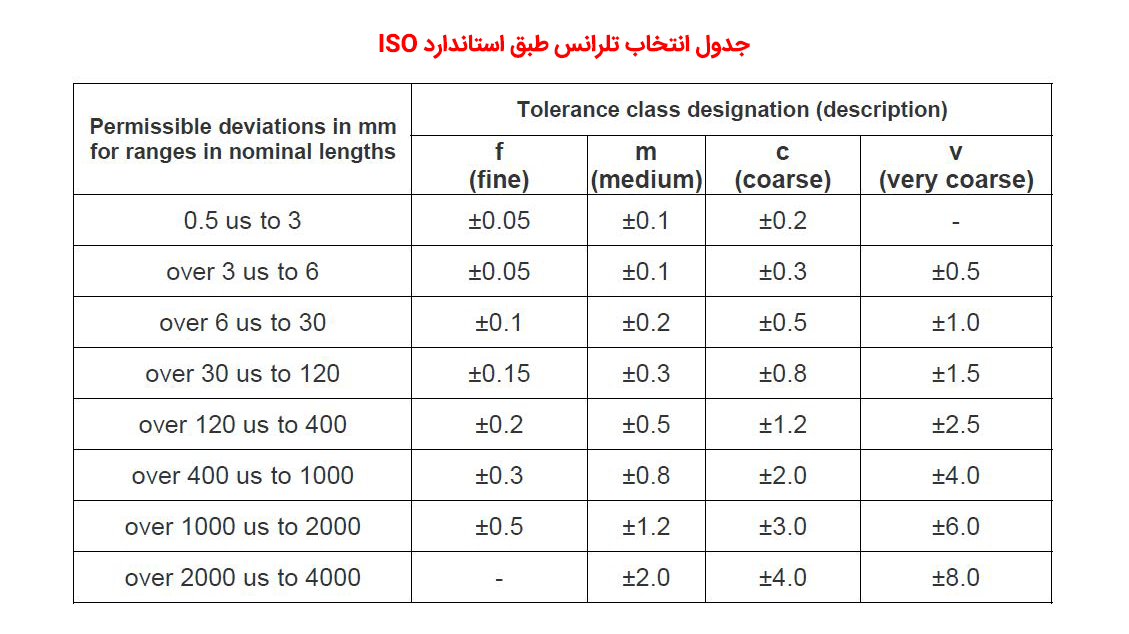
برای مثال برای قطعه ایی که طول آن ۵۰۰ میلیمتــر است و در صنایع ماشین سازی سبک (m) کاربرد دارد تلورانس قابل قبول ۰.۸±۵۰۰ است .






















{kind=link}
{kind=link}