
نازل برنجی پرینتر سه بعدی (قسمت اول)



یکی از بارزترین نازل های پرینتر سه بعدی FDM که تقریبا میتوان با اطمینان گفت، هر کسی که سر و کار با پرینتر سه بعدی داشته، حداقل یک بار یا همیشه از نازلی که از جنس برنج ساخته شده استفاده کرده است.
در این مقاله به بررسی دلیل و علت اینکه این فلز انقدر برای ساخت یک نازل پرینتر سه بعدی به محبوبیت رسیده بحث میکنیم.
برنج از مدتها پیش حتی قبل از تاریخ شناخته شده بود.در آن زمان که انسان هنوز فلز روی را نمیشناخت با ذوب کردن مس همراه با کالامین (سنگ معدن فلز روی) برنج تولید میکرد.
برنج (Brass) از ترکیب دو آلیاژ اصلی مس (copper) و روی (zinc) ساخته شده است. اگر این آلیاژ را با عناصر دیگری ترکیب کنیم به فلز برنز bronze میرسیم.
از خصوصیات بارز نازل برنجی پرینتر سه بعدی میتوان به دمای ذوب آن که در محدوده 900 تا 940 درجه سانتیگراد و قابلیت چکش خواری که در پروسه ساخت این نازل دخیل است اشاره کرد.
چگالی برنج ریختگی در حدود ۸۴۰۰ تا ۸۷۰۰ کیلوگرم بر مترمکعب میباشد.
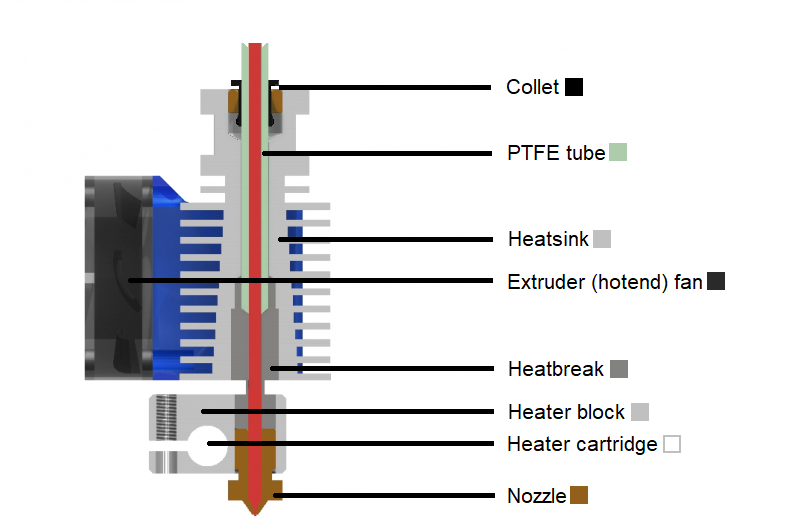
هر پرینتر سه بعدی FDM برای اینکه بتواند چاپ سه بعدی را انجام دهد نیازمند یک سیستم اکسترودر که شامل 2 بخش COLD END و HOT END میباشد.
فیلامنت برای اینکه بتواند به دمای ذوب خود دست پیدا کند ،نیازمند یه محفظه گرماست که دمای آن را نسبت به جنس فیلامنت مصرفی به دمای ذوب قطعه برساند.
هر فیلامنت دمای ذوب متفاوتی دارد ولی میتوان بین رنج 180 درجه تا 250 از متریال های رایج نام برد.
مثلا برای فیلامنت PLA دمای 190 تا 210 مورد نیاز است و برای فیلامنت ABS دمای 220 تا 240 درجه استفاده میشود.
فیلامنت زمانی که وارد مجموعه اکسترودر میشود حالت جامد دارد و زمانی که از به هیتر با بلوک الومینیومی میرسد شروع به تغییر فاز از جامد به مایع میدهد و در نهایت از نازل پرینتر سه بعدی که یکی از مهم ترین بخش های پرینتر سه بعدی است بیرون و می اید و تزریق فیلامنت را روی صفحه چاپ انجام میدهد.
جنس نازل (برنجی،استیل،استیل سخت کاری شده و……)
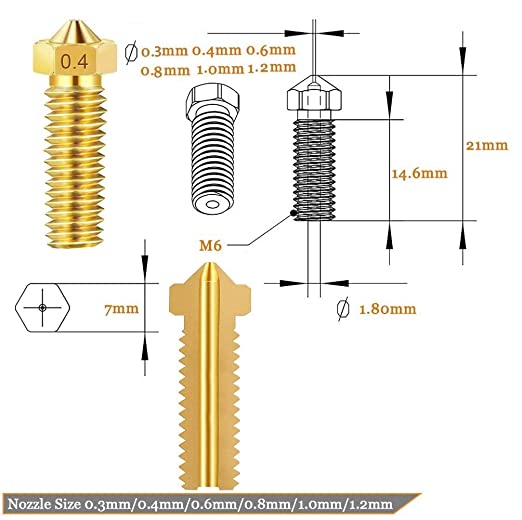
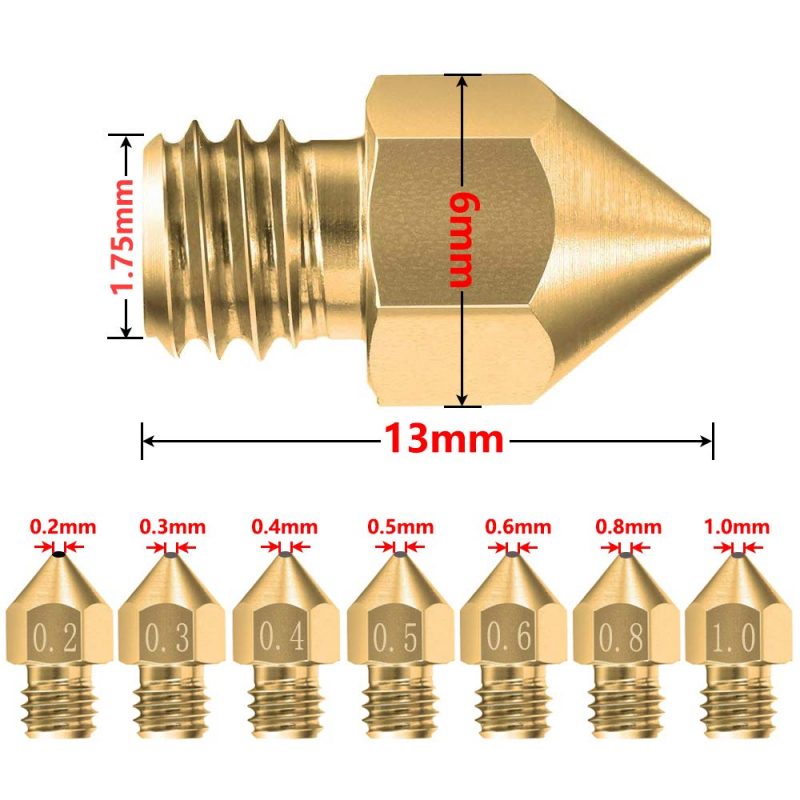
قطر دهانه نازل که معمولا بین 0.1 تا 1.5 میلیمتر است.
نوع نازل که از نظر اندازه به 3 دسته کلی تقسیم میشوند.
در علم انتقال حرارت بیانکننده نرخ انتقال حرارت بین یک سطح جامد و سیال اطراف به روش همرفت میباشد. ضریب انتقال حرارت برنج برابر با 99 w/m*c است.
به دلیل مناسب بودن ضریب انتقال حرارت برنج، اکثر نازلهای مورد استفاده در پرینترهای سه بعدی از جنس برنج تولید می شوند.
مورد دیگری که لازم به ذکر است قیمت خرید یک عدد نازل برنجی نسبت به دیگر نازل ها از جنس استیل و….. ارزان تر است.
در زمان نگارش این پست قیمت یک نازل 0.4 سری MK8 که رایجترین نازل در بین تمام خدمات دهندگان پرینتر سه بعدی تلقی میشود، 6000 هزار تومان است.
نازل برنج علاوه بر خصوصیات های بالا که ذکر شد ، دامنه وسیعی از فیلامنت هارو پوشش میدهد، همانند خانواده ABS و ASA همچنان خانواده PLA ها و PETG، Nylon، Flexible، و در نهایت ممکن است برای فیلامنت پلی کربنات نیز مناسب باشد، ولی نسبت به متریال ها که خوردگی بیشتری دارند دیگر نازل های همانند استیل و تیتانیوم توصیه میشود.
زمانی که از نازل برنجی استفاده میکنید یا نازل خود را عوض میکنید همواره چند نکته را به یاد داشته باشید . نازل باید با اکسترودر شما سازگار باشد کوچکتر یا بزرگتر نباشد. زمانی که نازل را عوض میکنید حتما کالیبراسیون میز را انجام دهید. ممکن است تغییر سایز نازل و یا حتی تغییر در طول نازل به علت تلرانس های ساخت داشته باشید.
به زبان دیگر می تواند کیفیت قطعات چاپ شده ی سه بعدی را تا حد بسیار زیادی تحت تاثیر قرار دهد نازل است. تمیز بودن خروجی نازل بسیار مهم است و نازل به دلایل بسیاری می تواند دچار گرفتگی شود و کیفیت قطعات چاپ شده را پایین بیاورد. دقت ابعادی این نازل -+0.2 % میباشد که کاملا استاندارد است
مشخصات نازل های برنجی:
رسانایی حرارتی بالا
نسبتا نرم
مقاوم در برابر خوردگی
پرینتر سه بعدی DLP
پردازش دیجیتال نور Digital Light Processing مجموعه ای از تراشه ها بر پایه ی تکنولوژی سیستم های اپتو-الکترو-مکانیکال (MOEMS) است که از میکروآینه های دیجیتال DMD استفاده می کند.همه تلویزیون های که از ما بچگی نگاه میکردیم بر پایه همین تکنولوژی بنا بودند.
این تکنولوژی در سال 1987 توسط Larry Hornbeck از شرکت تگزاس ایسترومنت توسعه یافت، اگرچه اولین پروژکتور بر پایه DLP در سال 1997 توسط Digital Projection Ltd معرفی شد. و از همین تکنولوژی در برای ساخته صحفه نمایش گوشی تلفن همراه نیز استفاده شد.
تگزاس اینترومنتس و Digital Projection در سال 1998 هردو برنده جایزه امی برای فناوری پروژکتور DLP شدند. DLP در طیف وسیعی از کاربردهای نمایشی استفاده می شود.
DLP مخفف عبارت digital light processing به معنای پردازش دیجیتال نور و یک نوع پلیمریزاسیون مخزنی است. فناوریهای چاپ سه بعدی پلیمریزاسیون مخزنی از یک رزین فوتوپلیمر (مایع) استفاده میکنند که تحت منبع نوری میتوان آن را جامد کرد.
DLP مخفف عبارت digital light processing به معنای پردازش دیجیتال نور و یک نوع پلیمریزاسیون مخزنی است. فناوریهای چاپ سه بعدی پلیمریزاسیون مخزنی از یک رزین فوتوپلیمر (مایع) استفاده میکنند که تحت منبع نوری میتوان آن را جامد کرد.
در هسته هر پروژکتور ویدئو DLP DMD (دستگاه Micromirror دیجیتال) است. این یک نوع تراشه است که ساختار یافته است به طوری که هر پیکسل یک آینه بازتابنده است. این بدان معنی است که هر یک از دو تا دو میلیون میکرویرر در هر DMD، بسته به رزولوشن صفحه نمایش در نظر گرفته شده و نحوه کنترل سرعت شیب آینه است.به عنوان منبع تصویر ویدئویی در تراشه DMD نمایش داده می شود. میکرو پارامترهای موجود در تراشه (به یاد داشته باشید: هر micromirror یک پیکسل را نشان می دهد) و سپس با تغییر تصویر بسیار سریع حرکت می کند.این آینه ها بسیار کوچک هستند و فاصله مرکز تا مرکز دو آینه مجاور 5.4 میکرومتر یا کمتر است.
هر آینه ای نمایانگر یک یا تعداد بیشتری پیکسل در تصویر نهایی است. تعداد میکرو آینه ها وضوح تصویر نمایش داده شده را مشخص می کند. تعدادی از ماتریس های میکروآینه ی رایج شامل 800×600، 1024×768، 1280×720 و 1920×1080 (HDTV) هستند.
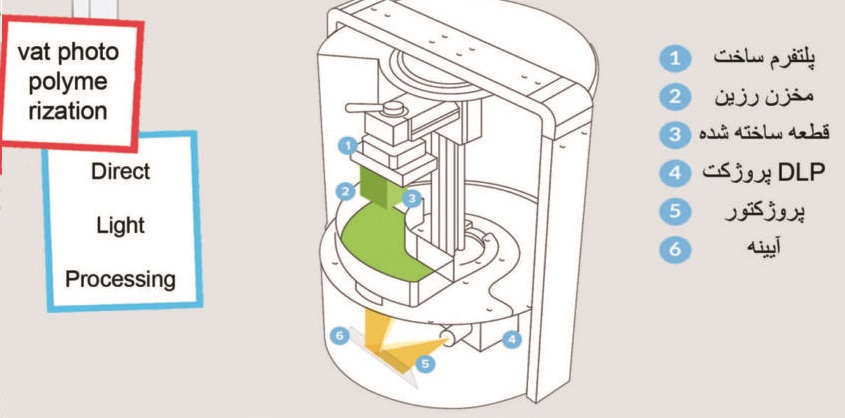
پرینتر سه بعدی DLP با پایین آوردن پلتفرم ساخت به داخل مخزن پر از رزین کار خود را شروع میکنند به نحوی که تنها ارتفاعی در حد یک لایه بین بخش پایین محفظه و پلتفرم محفظه باقی بماند. سپس از گالوانومترها استفاده میشود.
گالوانومترها اجزای آینه مانندی هستند که برای هدایت پرتوی لیزر یک پرینتر SLA در انتهای مخزن استفاده میشوند. با کمک G-code، گالوانومترها پرتوی لیزر را در مسیری هدایت میکنند که نشاندهنده یک لایه از یک قسمت خاص است. این لیزر سپس رزین را جامد میکند و یک لایه جامد از یک قسمت به وجود میآورد.
زمانی که یک لایه کامل شد، پلتفرم ساخت لایه به لایه به بالا میرود و فرآیند تا زمان تکمیل قسمت تکرار میشود.
نکات قوت
پرینتر سه بعدی DLP
دقت بسیار بالا در ساخت حداکثر ۵ میکرومتر (مناسب برای جواهرسازی و پرینت قطعات ریز)
سرعت بالای تولید نمونه اولیه
استفاده از رزین هایی که قابلیت casting دارند و مورد استفاده در صنعت ریخته گری دقیق می باشند.
صافی سطح بسیار بالا و کیفیت مطلوب سطحی
که عمق کمی در مخزن مواد، رزین کستبل مورد نیاز می باسد که این خود باعث تسهیل در روند تولید و به طور کلی پایین آوردن هزینه و کاهش ضایعات تولید است.
دقت بسیار بالا در ساخت (حداکثر ۵ میکرومتر )
سرعت بالای تولید نمونه اولیه
صافی سطح بسیار بالا
نکات ضعف
همانند استریولیتوگرافی فناوری DLP قطعاتی با دقت بالا و رزولوشن بسیار عالی میسازد و اما مشکلات مشابه آن را نیز دارد، مانند نیاز به ساختار حمایتی و نیاز به پرداخت بعد از اتمام پرینت.
مواد مصرفی پرینتر سه بعدی DLP
در حال حاضر در ایران تولید خوبی ندارند یعنی اینکه رزینهایی که در ایران تولید میشوند کیفیت بالایی ندارند
در صورت اینکه کیفیت بالایی داشته باشند از لحاظ قیمت با مشابه خارجی فرق زیادی ندارند
که همین امر باعث میشود که رزینهای پرینتر سه بعدی تولید داخل از استقبال خوبی برخوردار نباشند و رزینهای خارجی بیشتر مورد استقبال واقع شوند
پرینتر سه بعدی DLP به چه معناست ؟
DLP شمخفف پردازش نور دیجیتال است و نوعی پلیمریزاسیون vat است. فن آوری های چاپ سه بعدی پلیمریزاسیون Vat از یک رزین فوتوپلیمر (مایع) استفاده می کنند که قادر است تحت منبع نوری ، فرآیند جامد سازی را انجام دهد.به بیان ساده تر رزین در برابر اشعه UV(حتی آفتاب) از حالت مایع به جامد تبدیل می شود. در دنیای پلیمریزاسیون vat ، دو فناوری اصلی وجود دارد: SLA وDLP . به طور طبیعی در هر دو، هم از رزین و هم منبع نور برای تولید قطعات استفاده می شود ،اولین تفاوت عمده این دو چاپگر در اندازه است،با توجه به این که پرینترهای DLP باید یک پروژکتور واقعی را در خود جا دهند بنابراین از همتایان خود بزرگ تر هستند.البته تفاوت اصلی این دو فناوری در نوع منبع نور است که برای جامد سازی رزین استفاده می شود.
در پرینتر سه بعدی DLP از یک پروژکتور نور دیجیتال برای جامد سازی پلیمرهای واکنش پذیر استفاده می شود.اما در SLA نور لیزر جایگزین پروژکتور دیجیتالی می شود. یک چاپگر DLP سه بعدی تصویر سطح مقطع شی را بر روی سطح رزین نشان می دهد.
با توجه به اینکه سرعت چاپگر های سه بعدیDLP از SLA بسیار بیشتر است و همچنین هزینه در این نوع از چاپگرهای سه بعدی بسیار کمتر است ،این پرینتر در بین سایرین پرطرفدار تر می باشد و کابران تمایل بیشتری به استفاده از آن دارند.یکی دیگر از مزایای این پرینتر سه بعدی میزان دقت آنها است به طوری که می توان گفت دقت این چاپگرها 10 برابر دقیق تر از تکنولوژی FDM می باشد.
در هنگام پایین آمدن بستر ساختمانی دستگاه ، رزین در معرض آن سخت(حالت جامد) می شود و مرحله ای را برای لایه جدید رزین تازه ، که روی شیشه پوشانده شده و توسط نورکنترل می شود را تنظیم می کند. پس از تشکیل یک شیء کامل ، ممکن است پردازش اضافی مانند از بین بردن مواد پشتیبانی ، حمام شیمیایی و( پخت UVدر صورت درخواست) لازم باشد.
کاربرد پرینتر سه بعدی DLP
چاپ سه بعدی DLP از پلاستیک رزین مناسب برای نمونه های اولیه ، الگوهای قالب تزریقی و برنامه های ریخته گری فلزات استفاده می کند. قطعات پردازش نور دیجیتال دارای خواص مقاومت عادی هستند و می توانند ماشین کاری یا سفارشی سازی شوند. برخی از بزرگترین قطعات سه بعدی چاپ شده با استفاده از نمونه سازی اولیه DLP با طول تقریبا دو متر می باشد.پرینتر های سه بعدی تحولی عظیم در صنایع مختلف اعم از شاخه های پزشکی ، ساختمان سازی ، خودرو سازی ،آشپزی،مد و لباس ، آموزش، میراث فرهنگی،طلا سازی و تولید محصولات و….. ایجاد کرده و بیشترین استفاده آن در بحث ماکت سازی می باشد.
کاربرد پرینتر سه بعدی در پزشکی
حتی در ایران همه پرینتر سه بعدی در صنعت پزشکی چای خودش را پیدا کرده و چند شرکت فعال در این حوضه فعالیت میکنند.
آینده پرینتر سه بعدی در ایران و جهان بسیار روشن و امید بحش است.
نجات جان انسان ها از بزرگترین و چالش برانگیر ترین کارها در طول تاریخ تمدن بشری است، با گذشت سالها، شاهد پیشرفت روز افزون تکنولوژی در صنعت پزشکی بودیم،
با ورود پرینتر سه بعدی به حوضه پزشکی بسیاری از محدودیت ها از میان برداشته و عمل پزشکی جان تازه ای گرفت.
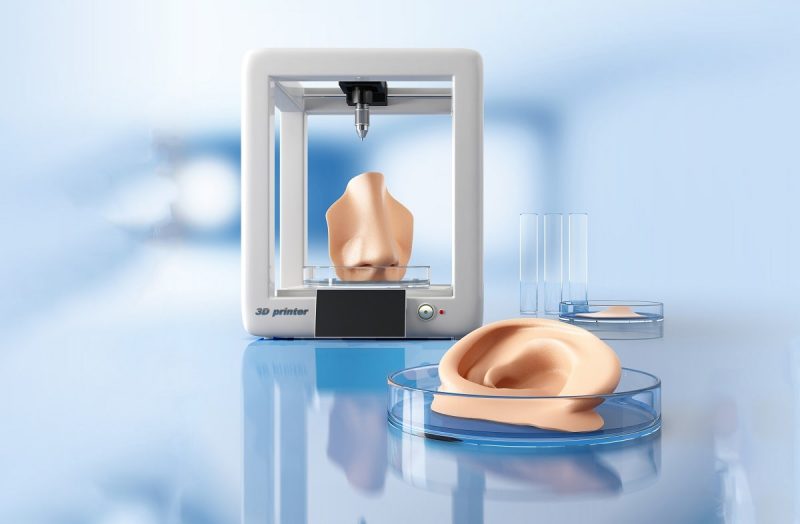
یکی از جالب ترین کارهای صورت گرفته توسط پرینت سه بعدی تولید پوست انسان بوده است، هنوز راه زیادی برای محقق شدن این رویا وجود دارد، ولی شروع کار به سالها پیش برمیگردد.
به این روش به اختصادر بایوپرینتینگ میگویند که با تکثیر سلول های زنده انجام میشود. دانشمندان میگویند تا سال 2025 پرینت پوست به بالاترین دقت و کیفیت محقق میشود.این نوع پرینترهای خاص و منحصر به فرد قیمتی حدود 1 میلیارد دلار خواهند داشت.
یکی از موفق ترین صنایع بهداشتی و آرایش در اروپا L’Oreal است، این شرکت در سال 2013 نزدیک به یک میلیارد دلار برای تحقیق و نوآوری هزینه کرده است
این شرکت که بزرگترین شرکت محصولات زیبایی و آرایشی و بهداشتی، همکاریهایی را با مرکز زیست فناوری ایالات متحده ONVO به منظور دستیابی به فناوری تولید پوست زنده توسط پرینترهای سه بعدی آغاز کرده است. در حال حاضر هدف این مجموعه تولید پوست برای آزمایش محصولات آرایشی و بهداشتی میباشد.
سالیان زیادی این شرکت پوست تولید میکرد، اوایل کار بر روی حیوانات انجام میشد، سپس به پرورش پوست در ازمایشگاه پرداختند که سختی های خودش را داشت.
ولی با ورود پرینتر سه بعدی به این عرصه روند کار سرعت بالاتری گرفت.
چاپ سهبعدی با استفاده از سلولهای زنده در مقایسه با پرورش پوست در آزمایشگاه بسیار سریعتر خواهد بود و با استفاده از این روش شرکتهای تولید کننده محصولات آرایشی و بهداشتی میتوانند با سرعت و کیفیت خیلی بیشتری نمونههای آزمایشی خود را تهییه کنند.
بدین صورت بود که در ازمایشگاه های فرانسوی به پرورش پوست میپرداختند و به آن رنگدانه اضافه میکردند و سن بافت پوست را افزایش میدادند.
این روند سخت و زمانبر بود
همه میدانیم که پوست نازک است، ولی برای پرینتر سه بعدی این یک مزیت تلقی میشود. روند کار پرینتر سه بعدی بافت زنده بدین صورت است که در پرینتر ها یک سرنگ حاوی محلولی از سلول هاید زنده در امتداد بافت حرکت میکند و به آرامی فشرده میشود.و سپس با توجه به ضخامت مورد نظر چندین لایه به آن اضافه میگردد.
یکی دیگر از مزایا این روش این است که میتوان محتوای سرنگ را مناسب هر پوست حساسی از زنانه تا مردانه – از سفید تا سیاه تغییر داد.
کاربرد پرینتر سه بعدی در پزشکی
یکی از چالش برانگیز ترین دستاورد های پرینت سه بعدی در ساخت غضروف مصنوعی بود
موسسه پزشکی به نام Feinstein موفق به کشف روشی برای ساخت بافت غضروفی به کمک پرینتر سهبعدی شده که میتواند برای ترمیم ریه آسیب دیده مورد استفاده قرار گیرد
این موسسه در ابتدا اقدام به پرینت یک ریه پلاستیکی با استفاده از پرینتر های سه بعدی FDM کرد و سپس با کشت سلول های غضروفی و کلاژن برای مدتی در یک راکتور شتاب دهنده رشد مخصوص برای مصارف پزشکی محیطی به وجود آورد که کاملا مناسب تکثیر سلول بود، بدین صورت سلولها بهتدریج رشد کرده و درنهایت یک بافت غضروفی به شکل قالب اولیه ایجاد خواهد شد.کاربرد پرینتر سه بعدی در پزشکی
محققان سوئدی موفق شدند با استفاده از پرینتر سهبعدی زیستی و استخراج هیروژل از سلولهای غضروف، نمونههایی مصنوعی از این عضو را
تولید کرده و در بدن موشها قرار دهند.این موشها شش هفته عمر دارند و این نمونه چاپ شده در بدن آنها طی 60 روز به غضروف کامل تبدیل خواهد شد.
برای تحریک این غضروف مصنوعی به رشد و تکمیل از سلولهای بنیادی استفاده میشود و محققان اعلام کردند که پس از تحریک با سلول بنیادی رگهای خونی در این نمونه ایجاد میشود.
پروفسور پائول گوتنهولم مسئول تیم تحقیقاتی این پروژه اعلام کرد: ما ثابت کردیم که هیدروژل تولید شده با چاپ سهبعدی میتواند به کمک سلولهای بنیادی رشد کند و در بدن موشها آزمایش شود.
وی افزود: با توجه به نتایجی که ما در این تحقیق به آنها دست یافتیم محققان میتوانند در آینده اقدام به تولید اعضای مختلف بدن برای بیماران کنند.
در حال حاضر تولید اعضای بدن به کمک چاپ سهبعدی بیشتر به یک رویا شبیه است اما تلاش محققان سوئدی نشان میدهد که این رویا میتواند در آینده به حقیقت بدل شود.
با گذشت زمان خیلی کم قیمت این نوع پرینترها کاهش می یابد و بازار رقابتی به وجود می آید، امید بر این است که شاهد پیشرفت عظیمی در علم پزشکی و روشهای پیوند اعضاء باشیم.کاربرد پرینتر سه بعدی در پزشکی
یکی از چالش برانگیز ترین دستاورد های پرینت سه بعدی در ساخت غضروف مصنوعی بود
موسسه پزشکی به نام Feinstein موفق به کشف روشی برای ساخت بافت غضروفی به کمک پرینتر سهبعدی شده که میتواند برای ترمیم ریه آسیب دیده مورد استفاده قرار گیرد
این موسسه در ابتدا اقدام به پرینت یک ریه پلاستیکی با استفاده از پرینتر های سه بعدی FDM کرد و سپس با کشت سلول های غضروفی و کلاژن برای مدتی در یک راکتور شتاب دهنده رشد مخصوص برای مصارف پزشکی محیطی به وجود آورد که کاملا مناسب تکثیر سلول بود، بدین صورت سلولها بهتدریج رشد کرده و درنهایت یک بافت غضروفی به شکل قالب اولیه ایجاد خواهد شد.کاربرد پرینتر سه بعدی در پزشکی
محققان سوئدی موفق شدند با استفاده از پرینتر سهبعدی زیستی و استخراج هیروژل از سلولهای غضروف، نمونههایی مصنوعی از این عضو را
تولید کرده و در بدن موشها قرار دهند.این موشها شش هفته عمر دارند و این نمونه چاپ شده در بدن آنها طی 60 روز به غضروف کامل تبدیل خواهد شد.
برای تحریک این غضروف مصنوعی به رشد و تکمیل از سلولهای بنیادی استفاده میشود و محققان اعلام کردند که پس از تحریک با سلول بنیادی رگهای خونی در این نمونه ایجاد میشود.
پروفسور پائول گوتنهولم مسئول تیم تحقیقاتی این پروژه اعلام کرد: ما ثابت کردیم که هیدروژل تولید شده با چاپ سهبعدی میتواند به کمک سلولهای بنیادی رشد کند و در بدن موشها آزمایش شود.
وی افزود: با توجه به نتایجی که ما در این تحقیق به آنها دست یافتیم محققان میتوانند در آینده اقدام به تولید اعضای مختلف بدن برای بیماران کنند.
در حال حاضر تولید اعضای بدن به کمک چاپ سهبعدی بیشتر به یک رویا شبیه است اما تلاش محققان سوئدی نشان میدهد که این رویا میتواند در آینده به حقیقت بدل شود.
با گذشت زمان خیلی کم قیمت این نوع پرینترها کاهش می یابد و بازار رقابتی به وجود می آید، امید بر این است که شاهد پیشرفت عظیمی در علم پزشکی و روشهای پیوند اعضاء باشیم.کاربرد پرینتر سه بعدی در پزشکی
پرینتر سه بعدی در همه زمینه های پزشکی با شیب زیادی ورود کرده، یکی دیگر از موفقیت های پرینت سه بعدی در زمینه پزشکی و دندانپزشکی، ساخت مجسمه جنین با استفاده از پرینتر سه بعدی است ؟ چگونه !
خیلی از ماها راجب سونوگرافی مادر باردار شنیدیم، که تصاویر دو بعدی ناواضحی به ما ارائه میدهد، ولی ذوق دیدن یک تصویر سه بعدی ! واقعا چیز خاصی میتونه باشه.
یک کمپانی نام 3dbabies با دیدگاه جدیدی وارد عرصه شده با استفاده از امواج فراصوت و پرینترهای سه بعدی یک مدل سه بعدی از فرزند متولد نشده را به شما عرضه میکند !
پدر و مادر معمولا از زمان بارداری و تا زمان تولد بچه هر چیزی که در توان دارند رو میزارند که بچه ای بی نقص و کامل به دنیا بیاد، ولی لذت به اغوش کشیدن بچه ای که هنوز متولد نشده، واقعا ایده ای متفاوت و خلاقانه ای است که این کمپانی به آن تحقق بخشیده است.
روند کار بسیار ساده است با امواج فراصوت به صورت سه بعدی جنین را اسکن کرده، و مدلسازی میکند، و در آخر پرینت سه بعدی میکند.
جالب این داستان این است که وقتی اسکن کامل شده میتوانید ژست مورد علاقتون را انتخاب کنید تا یک مجمسه منحصر به فرد داشته باشید.
.این کمپانی حتی شروع به اسکن فرزندان افراد مشهور کرده است تا بتواند مبالغ بالایی برای آنها دریافت کند.کاربرد پرینتر سه بعدی در پزشکی

فیلامنت PETG مخفف پلی اتیلن ترفتالات (با اصلاح گلیکول) است که یکی از رایج ترین پلیمرهای امروزی است.
این ماده برای ساخت بطری آب ، بسته بندی مواد غذایی و تعداد بیشماری از موارد معمول پلاستیکی استفاده می شود. این ماده در فرآیندهای شکل دهی حرارتی بسیار مورد استفاده قرار می گیرد و می تواند با الیاف شیشه ترکیب شده و رزینی ایجاد کند که در دنیای مهندسی مورد استفاده قرار می گیرد.
بیشتر غذاها و نوشیدنی ها با استفاده از PET نیز تحویل و بسته بندی می شوند. به طور خلاصه ، در بسیاری از محصولات مصرفی استفاده می شود ، به طوری که لیست همه آنها بسیار زیاد است.
پلاستیک PETG به عنوان فیلامنت پرینت سه بعدی ، ارزش خود را به عنوان یک ماده با دوام و استفاده آسان اثبات کرده است. به عبارت دیگر ،
این ماده کاربردی ترین ویژگی های رشته ABS (سختی و خواص مکانیکی قطعات عملکردی) را با سهولت چاپی که رشته PLA ارائه می دهد ، ترکیب می کند.
فیلامنت PETG ماده ای است برای پرینت سه بعدی با خواص بسیار سخت . این فیلامنت در استحکام فوق العاده بالا است و می تواند به چاپ های بسیار محکم و قوی دست یابد. جمع شدگی یا اصطلاحا شیرینکیج بسیار کمی دارد و این امر برای سطوح بزرگتر مسطح مناسب است. PETG یک جایگزین مناسب برای ABS و PLA است ، استحکام بالاتر ، جمع شدگی کمتر و سطحی صاف تر.
PETG رایج ترین شکل PET است که برای فیلامنت های پرینت سه بعدی استفاده می شود.
G مخفف اصلاح شده با گلیکول است و این باعث می شود رزین حاصل شفاف تر و شکننده تر از PET خام باشد. PET خام معمولاً برای چاپ سه بعدی استفاده نمی شود. PETE ، PETP ، PETT و PET-P نسخه های اصلاح شده PET هستند (کوپلیستر نامیده می شوند) ، اما تا کنون متداول ترین ماده مورد استفاده در پرینت سه بعدی PETG است.

چاپ سه بعدی با PETG بسیار محبوب است زیرا فیلامنت با مزایای گسترده ای همراه است.
این باعث می شود PETG در مقایسه با سایر مواد چاپ سه بعدی که موجود است ، گزینه جذابی باشد. چاپ با PETG ویژگی ها و مزایای بسیاری را به همراه دارد و در واقع معایب زیادی وجود ندارد. با این وجود معایب کوچکی وجود دارد که قابل شناسایی است.
از آنجا که مواد براق است ، آن را مستعد خراشیدن می کند ، در حالی که نور ماورا UV بنفش باعث ضعیف شدن مواد می شود.
یافتن تنظیمات مناسب برای چاپ می تواند به برخی از موارد آزمون و خطا نیاز داشته باشد. با وجود این ، به محض شناسایی تنظیمات مناسب (نکات موجود در این مقاله را دنبال کنید) ، چاپ بسیار ساده می شود. در زیر ویژگی های PETG را ذکر کردیم.
بعضی از پرینتر ها ، ویژگی هایی دارند که مابقی ندارند و برخی از الزامات خاص برای پرینت PETG وجود دارد.
برای پرنیت PETG ، پیرینتر شما باید به Hot end ای مجهز باشد که بتواند حداقل به دمای 235 درجه سانتیگراد برسد.
در حالت ایده آل ، شما می خواهید به حدود 255 درجه سانتیگراد برسید ، اما ممکن است 235 درجه سانتیگراد برای برخی از فیلامنت های PETG کافی باشد.
به خاطر داشته باشید که هر فیلامنت منحصر به فرد است و ممکن است به دمای کمی بالاتر یا پایین تر نیاز داشته باشد.
و هر پرینتری امکان چاپ این فیلامنت رو ندارد یکی از مسائل و مشکلاتی که ممکن است پیش بیایید می توند در اکسترودر های BOWDEN اتفاق افتد ، باید این نکته اشاره کرد که لوله های PTFE (پایپ سفیدرنگ نازل اکسترودر) که در بسیاری پرینترهای FDM وجود دارد، در دمای 240 درجه سانتیگراد دچار افت و تغییر شکل میشوند.
بنابراین با توجه به زمان اضافه لازم برای پرینت نایلون ممکن است این لوله ها دچار ایراد شوند. البته قبل از پرینت با شرکت سازنده پرینتر خود تماس بگیرید و در این رابطه پرس و جو کنید.

یکی از مهمترین مزایای PETG خصوصیات فیزیکی آن است. کوپلیمر بودن PET به این معنی است که PETG بسیاری از نقاط قوت بسیار مطلوب PET را حفظ می کند. این ماده نه تنها بسیار سبک وزن است ، بلکه PETG در برابر ضربه مقاوم و انعطاف پذیر است.
کمی نرم تر از PET ، ABS یا PLA است که شکستن آن را دشوارتر می کند اما در برابر سایش نیز حساس تر است.
PETG همچنین در برابر آب مقاوم است و همچنین مقاومت شیمیایی زیادی دارد.
تنظیمات مناسب برای فیلامنت PETG می تواند کمی مشکل باشد ، اما به محض اینکه همه چیز به درستی تنظیم شود ، PETG با چسبندگی عالی در محور Z بسیار خوب پرینت می شود.
PETG به خوبی به لایه پایه می چسبد ، اگرچه در بعضی موارد خیلی خوب می چسبد اما حذف آن دشوار است! به همین دلیل ، همچنین به عنوان یک ساختار مناسب برای ساپورت نیست.
PETG جمع شوندگی(شرینکیج) بسیار کمی را نشان می دهد بنابراین برای چاپ قطعات بزرگ مناسب است.
PETG هنگام چاپ بدون بو است اما هنوز باید اطمینان حاصل کنید که در یک منطقه با تهویه مناسب پرینت سه بعدی را انجام می دهید .
فیلامنت PETG به طور کلی برای مواد غذایی بی خطر محسوب می شود. PETG اغلب در ظروف غذا و نوشیدنی استفاده می شود.
CHDM PETG کم اغلب برای بطری های نوشابه استفاده می شود زیرا انعطاف پذیرتر از PET است. رزین PETG برای تماس با مواد غذایی مورد تأیید FDA قرار گرفته است ، اما این ممکن است در تولید کنندگان و فیلامنت های مختلف بسته به مواد افزودنی مورد استفاده متفاوت باشد.
همیشه اطلاعات ایمنی را بررسی کنید. هنگامی که محصولات پرینت سه بعدی که با غذا و نوشیدنی در تماس هستند همیشه باید به یاد داشته باشید که باکتری ها می توانند به راحتی در برجستگی های کوچک که در محصولات پرینت سه بعدی جمع شوند.
استفاده از درزگیر یا اپوکسی بی خطر در مصارف غذایی می تواند به جلوگیری از این تجمع کمک کند.
در حالی که PETG یک ماده بسیار محکم است ، اما با این وجود تمایل دارد که برای چاپ پل های بین قطعات مشکل ایجاد کند ، زیرا PETG چاپ شده اغلب افت می کند. خنک سازی فعال و سرعت چاپ و دمای کمی پایین تر می تواند به کاهش این کمک کند.
PETG همچنین به دلیل ایجاد رشته و تراوش در معرض تولید موهای نازک روی سطح چاپ است. نکته مهم هنگام چاپ با PETG وضوح آن است.
در حالی که این معمولاً به عنوان یک مزیت تلقی می شود ، اما همچنین باعث ایجاد هرگونه نقص در لایه های داخلی چاپ شما می شود.
PETG یک ماده همه جانبه خوب برای چاپ سه بعدی است و این بدان معنی است که آن را از بسیاری از فیلامنت های دیگر که در دسترس هستند متمایز می کند. انعطاف پذیری، قدرت و دما و مقاومت در برابر ضربه آن را به اولین انتخاب برای بسیاری از صنایع می سازد. برای آن دسته از اشیاء که می تواند تحت استرس پایدار یا ناگهانی قرار داده, مانند قطعات مکانیکی, قطعات پرینتر سه بعدی و اجزای محافظ, PETG گزینه مناسب است.
صنعت پزشکی به شدت متکی به PETG است و این به دلیل طیف گسترده ای از خواص آن است. دوام PETG باعث می شود آن را مناسب برای ابزار، تجهیزات پزشکی و پروتز.
همچنین در طیف گسترده ای از رنگ های شفاف یافت می شود و تمام اجسامی که چاپ می شوند پایان براق دارند. بنابراین، آن را به انتخاب ایده آل برای بخش هایی که نیاز به اثبات شفاف یا خرد کننده دارند، می سازد. در واقع، بسیاری از صنایع در حال حاضر نسبت به انتخاب PLA و ABS کمی مردد تر هستند و تمایل بیشتری به انتخاب PETG دارند .

وقتی نوبت به پرینت با فیلامنت PETG می رسد ، شناخت نقاط قوت و ضعف مهم است ، اما همچنین باید بدانید که چگونه می توانید از این فیلامنت بیشترین بهره را ببرید. مهم است که هنگام تصمیم گیری برای شروع پرینت سه بعدی با PETG ، موارد احتمالی را در نظر بگیرید ، بنابراین می دانید چه انتظاری دارید. برای کمک به شما در زمینه چاپ سه بعدی رشته PETG ، ما 5 نکته در مورد استفاده از رشته PETG را به شما ارائه می دهیم:
PETG دارای نقطه ذوب بالاتری نسبت به PLA است و بنابراین ، توصیه می شود دمای اکسترودر در جایی بین 210 تا 250 درجه سانتیگراد تنظیم شود. اطمینان از اینکه دمای صفحه ساخت بین 80 تا 100 درجه سانتیگراد تنظیم شده باشد بسیار مهم است.
هنگام چاپ با PETG ، باید از فن خنک کننده استفاده کنید. این به این دلیل است که فن در انتهای گرم (نازل) رشته را خنک می کند و به جمع شدن کمک می کند. خنک سازی سریع باعث می شود که چاپ شما جزئیات داشته باشد ، بدون هیچ رشته یا لکه ای. ما توصیه می کنیم برای PETG لایه اول یا دو لایه بدون فن روشن (با دمای بالاتر به چسبندگی لایه فوق العاده قوی کمک می کند) و فن کامل آن را پرینت کنید.
درست پرینت گرفتن اولین لایه برای یک نتیجه نهایی موفق ضروری است. بدون آن احتمالاً نیاز به چاپ مجدد قطعه خواهید داشت ، بنابراین این نکات را در نظر داشته باشید. اطمینان حاصل کنید که هیت بد (Heat Bed) پرینتر به درستی کالیبره شده باشد. ترجیحاً با استفاده از کالیبراسیون خودکار ، به حداقل رساندن خطر یک اشتباه انسانی است. بهترین سطح برای چاپ پلاستیک PETG صفحه ساخت PEI است. در پایان پایین قطعه صاف و مانند شیشه است. پس از اتمام فرآیند خنک سازی ، می توان قطعه پرینت شده سه بعدی را با کمترین تلاش از سطح چاپ برداشته و در نتیجه سطح زیرین تمیز و صاف باشد.

4. سرعت پرینت قطعه
سرعت توصیه شده برای پرینت سه بعدی با PETG بین 60 تا 100 میلی متر در ثانیه است. وقتی با سرعت بیشتری چاپ می کنید ، می تواند روی کیفیت چاپ سه بعدی تأثیر منفی بگذارد. وقتی می خواهید نتیجه نهایی با کیفیت بالاتر باشد ، می توانید تصمیم بگیرید که کمی آهسته تر ، بین 30 تا 60 میلی متر در ثانیه چاپ کنید.
5. نازل پرینتر سه بعدی را تمیز کنید
هنگام چاپ با PETG ، گاهی اوقات ممکن است حباب های فیلامنت به نازل بچسبند و سپس در قسمت دیگری از چاپ ، جایی که قرار نیست باشد ، قرار گیرند. اگر این اتفاق بیفتد خنک و سفت می شود و سپس نازل به درون آن برخورد می کند. نتیجه معمولاً یک تغییر لایه است که می تواند برای چاپ ضرر داشته باشد. بنابراین اطمینان حاصل کنید که نازل تمیز باقی بماند .
امیدواریم این مقاله برایتان مفید واقع شده باشد ،ما در مجموعه KING3D با توجه به نیاز مشتریان و با توجه توانایی ایجاد شده در این مجموعه پرینت های با کیفیت و با تنوع بسیار بالا با فیلامنت های متنوع همچون PLA،ABS،PETG و … را برای مشتریانمان پرینت سه بعدی می گیریم .

پافیلی شدن در پرینتر سه بعدی
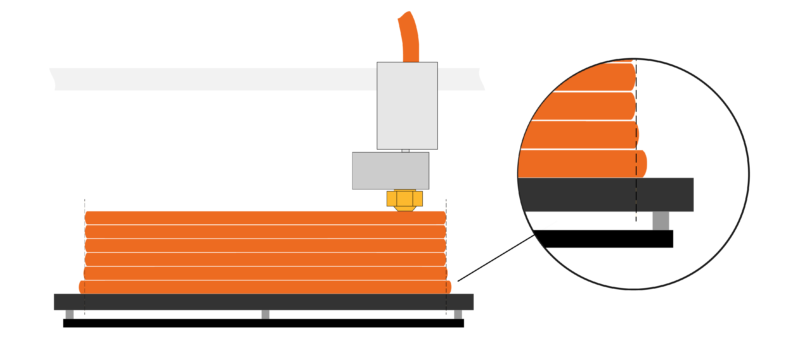
یکی از رایج ترین مشکلاتی که در خدمات پرینت سه بعدی با آن روبرو خواهید شد ، اصطلاحاً پای فیل است.
گرچه این مدل پرینت سه بعدی شما را به طور کامل از بین نمی برد ، اما اطمینان حاصل می کند که پس از اتمام مراحل پرینت سه بعدی ، به طور قابل توجهی کار دوباره بیشتری در مدل شما لازم است.
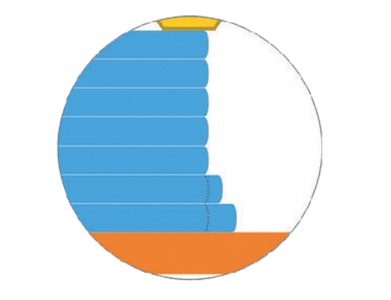
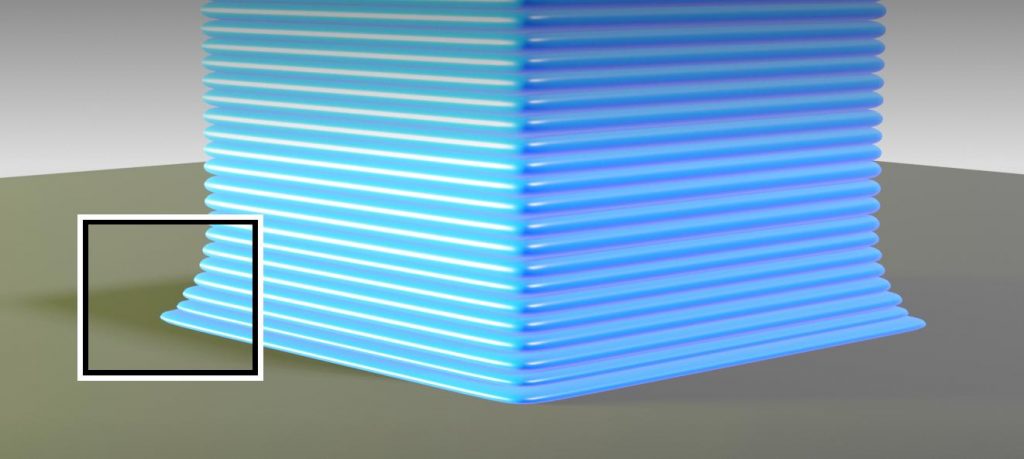
گاهی اوقات هنگام چاپ بدون Raft ، ممکن است متوجه شوید که لایه اول کمی بزرگتر از بقیه لایه های بالایی است که این پدیده را به خاطر شباهت به پای فیل، پا فیلی می گویند.
گرچه بیشتر اوقات قابل توجه و با اهمیت بسیار نیست ، اما هنگام چاپ سه بعدی برای کاربردهای صنعتی می تواند مشکل بزرگی ایجاد کند. این تلرانس باعث می شود که قطعات به سختی در کنار هم قرار بگیرند.
این مشکل غالباً در پرینت های بزرگ به وجود می آید ، زیرا علت به وجود آمدن این مشکل به سبب فشار آوردن نیروی وزن جسم روی لایه های اول ایجاد می شود. اگر به طور کامل خنک نشود ، این وزن باعث برجستگی لایه اول می شود.
پا فیلی اغلب به علت لایه اول خنک نشده ایجاد می شود.
اگر دمای هیت بد (Heat bed) چاپ بسیار زیاد باشد یا اگر فن به اندازه مورد نیاز نتواند لایه ها را خنک کند
ممکن است لایه اول به درستی سرد نشود و باعث پهن شدن لایه های اولی در حین پرینت سه بعدی شود.
پافیلی شدن در پرینتر سه بعدی
هیت بد را کالیبره کنید و نازل پرینتر سه بعدی خود را تنظیم کنید
قبل از اینکه سراغ هر چیز دیگری بروید ، از ایده آل بودن شرایط پرینت مطمئن شوید. گاهی اوقات پا فیلی به سادگی نتیجه یک صفحه ساختاری بدون تراز یا یک ارتفاع بسیار نازک است. این مسائل هر دو باعث می شوند لایه اول خیلی پایین خرد شود و مجبور به بیرون آمدن شود.
خوشبختانه تعمیر آنها آسان است ، زیرا هم تراز کردن صفحه ساخت و هم افزایش اندک ارتفاع نازل (در برش دهنده شما) ساده و سریع است.
پافیلی شدن در پرینتر سه بعدی
کاهش دمای هیت بد (Heat bed)
هنگام تنظیم دمای مناسب هیت بد پرینتر ، یافتن تعادل مناسب مهم است. مهم است که به لایه اول زمان کافی برای خنک شدن داده شود تا بتواند پایدار بماند.
اگر هیت بد پرینتر خیلی گرم باشد ، لایه های پایین که خیلی نرم هستند با وزن جسم فشرده می شوند. با این وجود ، اگر بستر چاپ خیلی سرد باشد ، ممکن است تاب خوردگی (warping)ایجاد شود که یک مسئله ناخوشایند دیگر از تنظیمات اشتباه پرینتر سه بعدی است .
دما را هر مرتبه 5 درجه سانتیگراد کاهش دهید تا با موفقیت پرینت شود و هیچ برآمدگی نداشته باشد. اگر آن را بیش از 20 درجه سانتیگراد خارج از دمای توصیه شده کاهش دهید و مشکل از این بهتر نباشد ، ممکن است پای فیلی توسط مشکل دیگری ایجاد شود.پافیلی شدن در پرینتر سه بعدی
با Raft پرینت سه بعدی خود را انجام دهید
اضافه کردن پخ (chamfer) به مدل سه بعدی
از آنجا که مشکل بین لایه اول و هیت بد بوجود می آید ، یک Raft می تواند راه حل را برای شما به ایجاد کند، اگر به یک قطعه برای قرار دادن در قطعه دیگر نیاز داشته باشید ، می تواند بسیار مفید باشد.
پافیلی شدن در پرینتر سه بعدی
در برخی موارد ، رها شدن از پای فیل بسیار دشوار است.پ
به جای تغییر در پرینتر سه بعدی خود ، ممکن است برای جلوگیری از تشکیل یک پای فیل در حین طراحی مدل پرینت سه بعدی ، یک تغییر جزئی مدل ساده تر باشد.
با قرار دادن یک پخ کوچک 45 درجه در لبه پایین قطعه ای که می خواهیم پرینت کنیم ، می توان اثرات پای فیل را کاهش داد.
پافیلی شدن در پرینتر سه بعدی
نگاه اجمالی به نرم افزار MESH MIXER
نرم افزار MESH MIXER یکی از محصولات رایگان شرکت Autodesk بوده که به طور حرفهای برای مش بندی مثلثی و کار بر روی مشها عرضه شده است.
به طور خلاصه میتواند به خوبی یک فایل مش را اصلاح کند. با استفاده از این نرم افزار میتوان اشکال پیچیده را مش بندی کرد و فایلهای سه بعدی را تمیز کرده و اضافات آن را حذف نمود. همچنین میتوان مدلهای سه بعدی را برای چاپ سه بعدی آماده سازی کرد. اتودسک معتقد است این نرم افزار مانند چاقوی سوییسی (Swiss Army Knife) برای مشهای سه بعدی است!
Autodesk که برنامه های متعددی جهت کمک به پروسه ی مدلسازی 3 بعدی فراهم می کند؛ MeshMixer، نرم افزار رایگان مدلسازی 3 بعدی را هم ارائه کرده است. این نرم افزار برای سیستم عامل Windows و Mac OS در دسترس است. نسخه ی در دسترس است. نسخه ی 3.5 MeshMixer برای دیزاین هر نوع قطعه ای از مدل دیگر، بر مدلسازی سطوح با شبکه ای مثلثی تکیه می کند. گرچه امکان ترکیب چند شکل، متناسب سازی آن ها با نیازتان، آنالیزشان پیش از پرینت و اکسپورت آن ها به فرمت مورد نظر هم وجود دارد.
Drag-and-Drop Mesh Mixing
قابلیت ، گرفتن و رها کردن مش های ترکیبی بدین صورت است که اگر یک مدل سه بعدی داشته باشید مثلا اکشن فیگوری که فاقد پایه است، میتوانید یک پایه از سایت ها دانلود فایل STL دانلود کنید یا خودتان طراحی کنید، و به راحتی پایه را وارد نرم افزار مش میکسر کنید و به مدل اصلی اضافه کنید،زمانی که این مدل را پرینت میکنید، کاملا پایه به اکشن فیگور چسبیده و یکپارچه پرینت میشود. این قابلیت منحصر به فرد برای قطعاتی که نیاز به قطعه دیگری دارند که به صورت یکپارچه باید پرینت سه بعدی شود. بسیار کاربردی و منحصر به فرد است. مثال دیگر آن فیکس کردن ی پایه به یک لیتوفان فاقد پایه است.
3D Sculpting and Surface Stamping
قابلیت پیکر تراشی به صورت 3 بعدی و ایجاد پانج روی قطعات . پیکیری تراشی یا به اصطلاح “حجاری” از زمان های قدیم یک روش برای شکل دادن به یک جسم استفاده میشد.
اضافه کردن یا حذف کردن مدلهای هندسی به مدل اصلی به راحتی آب خوردن ! در مش میکسر انجام میشود. فرض کنید یک میخواهید یک خار به یک گل اضافه کنید، حتما نیازی نیست که خار رو مدل کنید به راحتی میتوانید با استفاده از دستورات نرم افزار مش میکسر اینکار رو انجام دهید.میتوانید حفره های نیز جهت زیبایی روی مدل خودتون ایجاد کنید. دیگه ریش و قیچی دست شماست .
Robust Convert-to-Solid for 3D printing
یکی از مهمترین سوالاتی در حوضه خدمات مدلسازی یا خدمات پرینت سه بعدی پرسیده میشود، این است که اگر مدلسازی سطح انجام شود. ضخامت آن چقدر است !؟ ایا میشود سورفیس رو پرینت سه بعدی کردی ؟ سریع ترین جواب : ! نه
ولی اگه به سورفیس ضخامت داده بشه و یا اگه یک شکل بسته و کامل است میتونیم به یک جسم صلب تبدیلش کنیم.نرم افزار مش میکسر قابلیت توپر کردن یک شکل و یا ضخامت دادن به یک شکل رو داره.
3D Patterns & Lattice
ایجاد الگو و شبکهبندی سه بعدی
Hollowing (with escape holes!)
خالی کردن یک مدل سه بعدی میتونه در بعضی مواقع خیلی به کارتون بیاد، مثلا فکر کنید، میخواهید یک مجمسه پرینت کنید، خوب لازم نیست حتما 100% اینفیل داشته باشه. میتونید داخل خود نرم افزار اسلایسر مقدار اینفیل رو کم کنید، یا اصلا مقدار اینفیل رو بردارید و 2 دیواره برای پرینت بزارید، ولی این راه حل همیشه جواب نمیده
در داخل نرم افزار مش میکسر میتونید به راحتی یک مدل رو توخالی کنید، و خروجی STL بگیرید. یکی دیگر از مواد خیلی جذاب در این نرم افزار کاربرد آن در پرینترهای sls است. خوب میدونیم که پرینترهای SLS با پودر یک قطهه رو میسازند. برخی مواقع لازم است که پودر از مکانی خارج شود همانند کندن ساپورت در پرینتر سه بعدی fdm پس باید سوراخ های فراری نیز در شکل تعیبه شود . این نرم افزار این قابلیت را در خود دارد.
Branching Support Structures for 3D printing
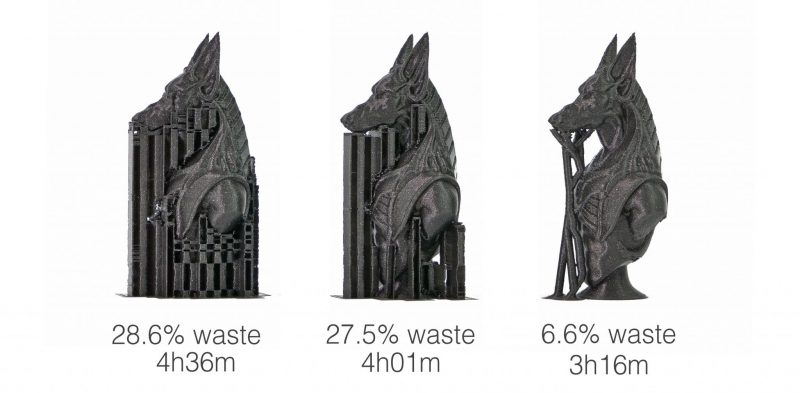
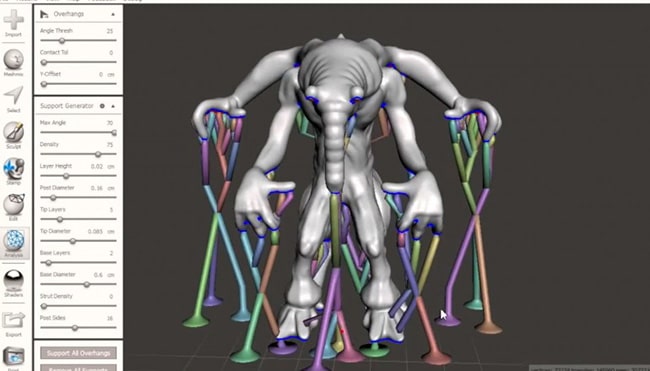
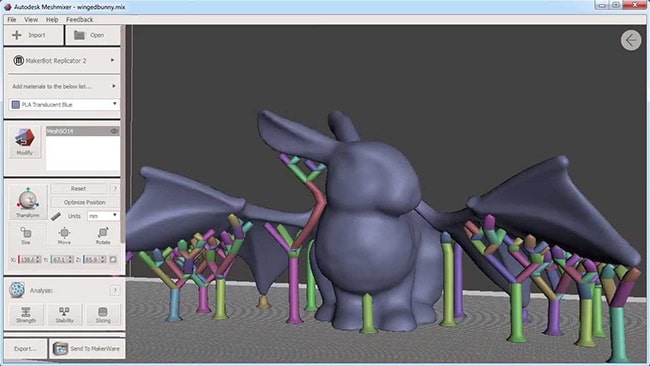
یکی از مهمترین فاکتور های پرینت که روی هم هزینه، هم زمان و هم کیفیت سطح خروجی تاثیر مستقیم میزاره بحث شیرین ساپورت گذاری است.
زمانی که مدلی به ساپورت نیاز داشته باشد، دو روش برای ساپورت زنی استفاد میشود. ساپورت عمودی همانند داربست ساختمان ! و ساپورت درخت مانند. نرم افزار MESH MIXER در ساپورت زنی به روش درختی فوق العاده عمل میکند. برای داشتن ساپورت درختی لازم نیست که حتما ساپورت از کف قطعه شروع به چاپ کند بر خلاف روش ساپورت ایستاده .
میتواند از یک قسمتی از شکل به شکل درخت بیرون بیاید و میله ای شکل زیر قسمتی که ساپورت لازم دارد ایجاد شود.
– Automatic Print Bed Orientation Optimization, Layout & Packing
بهینهسازی اتوماتیک جهت قرارگیری قطعه در صفحه پرینت، یکی دیگر از قابلیت های این نرم افزار meshmixer این است که، میتواند بهترین حالت ممکن جهت قرار دادن مدل روی صفحه هیت بد پرینتر سه بعدی را مشخص کند. جهت قرارگیری قطعه اگر به خوبی انتخاب نشود، میتواند مشکلاتی از قبیل زمان چاپ بیشتر، هزینه بیشتر، امکان ریزش قطعه و…. را به بار آورد.
Advanced selection tools including brushing, surface-lasso, and constraints
در نرم افزار MESH MIXER مش میکسر برای اینکه قسمتی از یک شکل را انتخاب کنیم، ابزار زیادی در اختیار ما میگذارد. انواع برس ها (brush)، ترسیم ازاد دستی(lasso) و انتخاب قسمتی از شکل که از یک سری قید تبعیت میکند. این کار باعث افزایش سرعت، دقت و کیفیت بالاتری نسبت به اکثر نرم افزار های مشابه میدهد. مثلا میتواند قسمت های را که سطح ها آنها بهم مماس نیستند رو پیدا کنید و با استفاده از دستورات اصلاح مش، سطحی کاملا مماس و به اصطلاح A Surface برای پرینت سه بعدی ارائه دهید.
Remeshing and Mesh Simplification/Reducing
تعداد مثلث های یک شکل نشان دهنده کیفیت آن قطعه است، مثلث از 3 بخش تشکیل شده است
1 . نقاط (ابر نقاط) 2.خطوط (wire) 3.از تشکیل حداقل 3 نقطه میتوان یک صفحه یا (face) تشکیل داد. زمانی که طرحی در نرم افزارهای مدلسازی طراحی میکنید، و از آن خروجی stl میگیرید، میبیند که شکل به مثلث های معمولا غیر هم اندازه تقسیم بندی میشود.
برخی اوقات زمانی که یک قطعه را اسکن سه بعدی میکنیم، ما شروع به برداشت مقدار زیادی نقطه با مختصات منحصر به فرد اون نقطه میکنیم، و زمانی که این نقاط را بهم متصل میکنیم یا (wrap) میزنیم، خروجی کار تعداد زیادی مثلث میشود. بر اساس یک قاعده سرانگشتی تعداد مثلث بیشتر یعنی برداشت بیشتر نقاط و در نتیجه کیفیت بالا سطح، ولی همیشه نرم افزار بهینه ترین حالت ممکن را مش بندی نمیکند و خروجی فایل ها سنگین میشود.
نرم افزار MESH MIXER توانایی کاهش این مثلثات تا ساخت مدل های (low poly) یعنی اشکالی که تعداد مثلث خیلی کمتری نسبت به شکل اصلی دارد را به صورت وارد کردن تعداد مثلث های مانده یا به صورت کاهش درصدی به ما میدهد.
همچنین میتواند یک بار دیگه شکل را مش بزند، و مش معقولی تری نسبت به شکل اصلی بسازد.
– Mesh Smoothing and Free-Form Deformations
ساده سازی یا نرم کردن سطح مش به راحتی در این نرم افزار meshmixer انجام میشود. زمانی که مدلی اسکن سه بعدی میشود، معمولا دارای نویزهای در اطراف کار است، با استفاده از دستورات کاهش نویز و صاف کردن سطح میتونید به راحتی به سطحی کاملا نرم و مناسب پرینت سه بعدی برسید.
– Hole Filling, Bridging, Boundary Zippering, and Auto-Repair
ممکن است زمانی که اسکن سه بعدی از قطعه ای انجام میدهید ،یک سری سطوح باز یا به اصطلاح boundry روی شکل پدیدار اید، نرم افزار مش میکسر توانایی پر کردن این سوراخ ها را به طور کامل دارد، با چندین حالت پرشوندگی . flat tangent curvature
از دیگر توانایی های نرم افزار MESH MIXER به اصلاح مش خودکار اشاره کرد. که مدل را انالیز میکند و سپس طبق منطق های که برایش از یک فایل مش تعریف شده . مدل مش خورده را اصلاح میکند.
اگر بخشی از شکل اسکن نشده باشد میتوانند به صورت بخیه زنی !!! دو قسمت رو بهم متصل کنید ، باندری ایجاد شده رو پر کنید.
– Plane Cuts, Mirroring, and Booleans
در نرم افزار مش میکسر میتوانید فایل مش را با استفاده از صفحات کمکی و اصلی مدلتون را برش دهید، میتونید شکلتون رو به دو قسمت مساوی تقسیم کنید.
حتی میتونید مدلتون را نسبت به یک صفحه آینه کنید، و همانندش را در سمت دیگری بسازید
از قابلیت اضافه کردن یا کم کردن مدلها نیز میتوان استفاده کنید. میتونید یک کره را از داخل یک مکعب کم کنید
– Extrusions, Offset Surfaces, and Project-to-Target-Surface
دستورات کاهشی و افزایش حجم، تشکیل جسم در فاصله ای معین و پروجکت کردن روی یک صفحه منتخب
نرم افزار MESH MIXER همانند یک نرم افزار مدلسازی برای شما عمل میکند.
Precise 3D Positioning with Pivots
تنظیم دقیق موقعیت مکانی مدل با استفاده از حالت میله ای
– Automatic Alignment of Surfaces
همگام سازی و هم راستای کردن اتوماتیک یک پوسته (surface)
– 3D Measurements
اندازه گیری سه بعدی یکی از مهمترین ابزار های این نرم افزار منحصر به فرد است . به ندرت نرم افزاری توانایی اندازه گیری از روی فایل مش خورده را دارند، نرم افزار مش میکسر یکی از آن نرم افزارها است.
– Stability & Thickness Analysis
از انالیزهای پایداری و ضخامت دیواره ها برخوردار است، برای مدل های که جداره نازکی دارند این دستور خیلی کاربردی است.
–material
اگر با فایل OBJ کار میکنید، این نرم افزار میتواند رنگ و جنس به مدل اختصاص دهد.
نرم افزار MESH MIXER اولین بار در سال ۲۰۰۹ توسط کمپانی Autodesk معرفی و عرضه شد. این نرمافزار به کارایی ساده در ویرایش فایلهای سه بعدی مشهور است و به کمک آن میتوان به سادگی خروجی مناسب برای پرینترهای سه بعدی را به دست آورد.
همانطور که از ابزارها و قابلیتهای آن پیداست، نرمافزار Meshmixer مختص حجاری است. هرچند در این حوزه توانایی و قدرت آن از رقبایی همچون ZBrush و Blender بسیار کمتر است، ولی با توجه به رایگان بودن و کارایی بالا و همچنین یادگیری ساده و بدون دردسر آن، طرفداران زیادی را به خود جذب کرده است.
نصب و راهاندازی این نرمافزار بسیار ساده است. از آنجایی که نرم افزار MESH MIXER رایگان است، میتوانید به راحتی فایل نصب نسخه به روز شدهی این نرمافزار را از لینک زیر دریافت کنید:
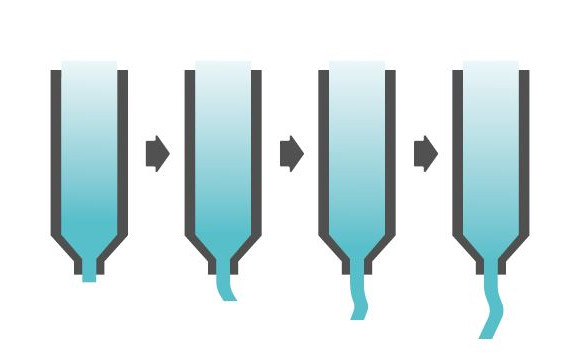
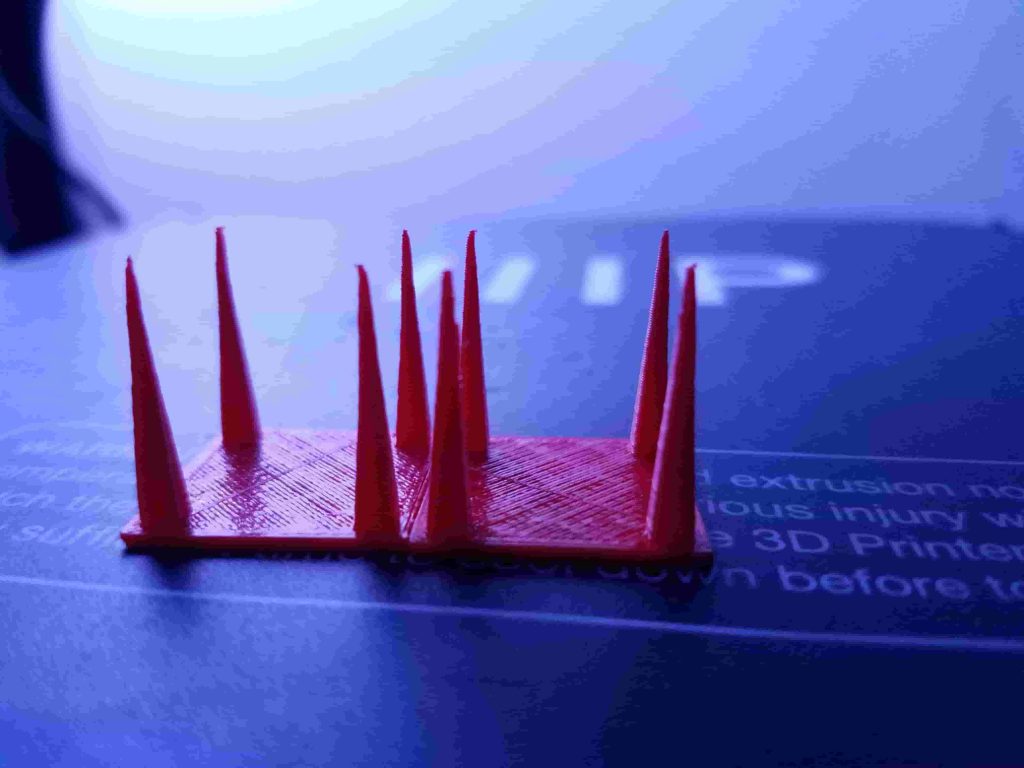
تست و نحوه تنظیم Retraction را می توان با مدل سه بعدی مخصوص پرینتر سه بعدی انجام داد . هنگامی که هد پرینت بین دو نقطه حرکت می کند ، فیلامنت به دلیل خروج از نازل در جایی که نباید ایجاد شود ، دیده می شود. این رشته ها یا حباب هایی را روی چاپ شما ایجاد می کند که کاملاً آزار دهنده هستند.
یک راه برای از بین بردن این مشکل این است که از Retraction بهره بگیرید. این تنظیم به اکسترودر این امکان را می دهد که طول مشخصی از فیلامنت را با سرعت مشخص به داخل نازل بکشد. وقتی مواد به طور موقت از نازل جمع می شوند ، احتمال تراوش بسیار کم است. با تنظیمات مناسب پس رفتن مواد در پرینتر سه بعدی ، نباید فیلامنتی ، پراکنده یا حتی لکه دار ببینید.
سرعت جمع آوری مواد پرینتر سه بعدی یکی از سه تنظیم اصلی است. سرعتی را که اکسترودر فیلامنت را جمع می کند تعیین می کند. با این حال ، قبل از بحث در مورد آن ، ابتدا باید نگاهی به Retraction Distance کنیم.
فاصله جمع شدن پرینتر سه بعدی طول فیلامنت را برای جمع شدن توسط موتور اکسترودر تعریف می کند. هرچه این فاصله بیشتر باشد ، فیلامنت از نازل فاصله می گیرد. اگر این فاصله خیلی کم تنظیم شود ، فیلامنت هنوز هم می تواند از نازل خارج شود. اگر خیلی زیاد تنظیم شود ، فیلامنت خیلی عقب کشیده می شود. فاصله زیاد در تنظیم Retraction Distance یک مشکل است زیرا شروع به اکسترود مجدد فیلامنت می تواند مدت زمان زیادی طول بکشد که همچنین ممکن است باعث گرفتگی شود.
به عنوان یک قاعده و قانون ، فاصله جمع شدن (Retraction Distance) بیش از طول نازل خود را انتخاب نکنید. بسیاری از پرینترها از فاصله جمع شوندگی بین 2 تا 7 میلی متر استفاده می کنند. این تنظیم را با افزایش 1 میلی متر انجام دهید تا زمانی که فاصله مناسب را پیدا کنید. تست و نحوه تنظیم Retraction
سرعت بازگشت فیلامنت به پرینتر سه بعدی ، سرعتی است که اکسترودر فیلامنت را جمع می کند. اگر خیلی کند باشد ، فیلامنت می تواند از نازل نشت کرده و موها و لکه ها ایجاد کند. اگر خیلی سریع باشد ، قبل از شروع دوباره اکسترود مواد ، تأخیری رخ می دهد. تست و نحوه تنظیم Retraction
معمولاً سرعت جمع شدن پیش فرض نرم افزار رابط کاربری پرینتر سه بعدی مناسب کار می باشد. در غیر این صورت ، این تنظیم را با 5 میلی متر بر ثانیه تغییر دهید تا سرعت مناسب حاصل شود.
این پارامتر نیازمند این است که گزینه Retraction در تنظیمات نرم افزار پرینتر سه بعدی فعال باشد.
به عنوان مثال ، اگر روی 2 میلی متر تنظیم شود ، اگر هد پرینتر فقط 1.2 میلی متر حرکت کند ، اکسترودر فیلامنت را جمع نمی کند. تست و نحوه تنظیم Retraction
اگر با رشته هایی که در فاصله های کوتاه قرار دارند دست و پنجه نرم می کنید ، باید این فاصله را کاهش دهید.
با حداقل مسافت جابجایی 1 میلی متر شروع کنید و آن را با افزایش 5/0 میلی متر تنظیم کنید تا زمانی که اندازه این فاصله کامل را پیدا کنید.
تا اینجا به این موضوع پرداختیم که Retraction و پارامتر های حیاتی برای Retraction مناسب جهت پرینت چیست
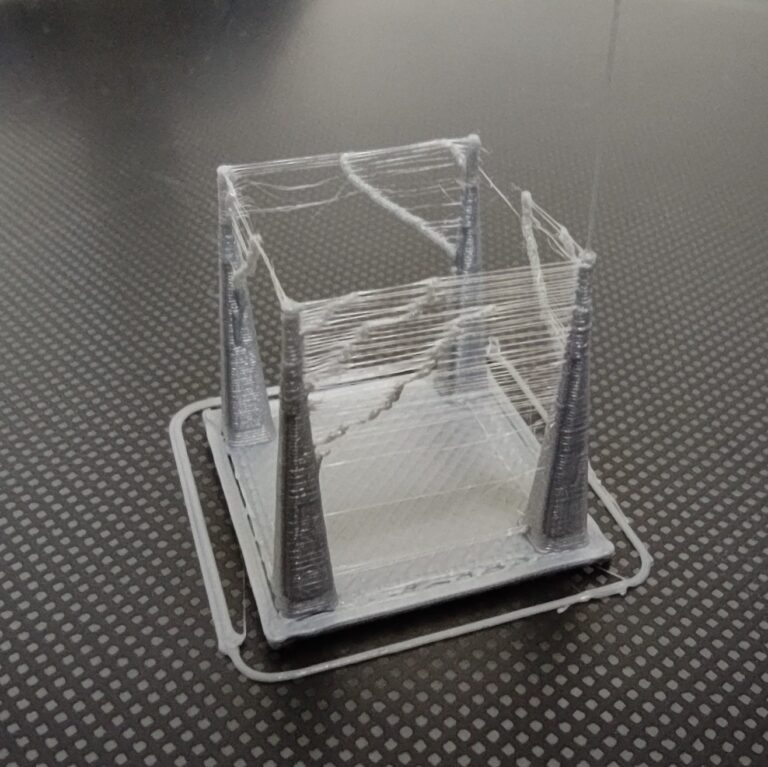
ولی برای تنظیم این پارمترها نیاز به آزمون و خطاست ، اما روی قطعه کار هایی که باید با کیفیت تمام پرینت شوند نمی توان این فرایند ها را پیدا سازی کرد ، پس برای تست و نحوه تنظیم Retraction از یک قطعه کوچک که مخصوص تست و کالیبره کردن Retraction است می توان استفاده کرد تا به بهترین شرایط برسیم .
برای تست و نحوه تنظیم Retraction می توانید از فایل تست کردن Retraction که به صورت STL برای شما قرار دادیم استفاده کنید تا به Retraction مناسب پرینتر سه بعدی خود برسید و کیفیت پرینت سه بعدی که می زنید بهتر شود و از دست رشته های مزاحم که در حین پرینت ایجاد می شوند رهایی یابید .
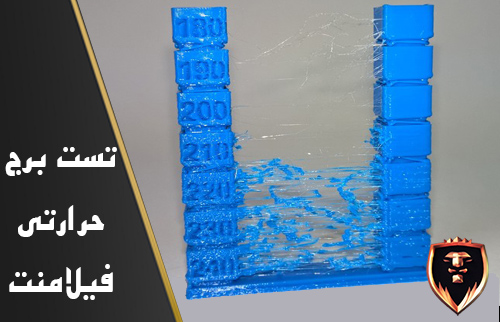
زمانی که برای بار اول یک فیلامنت جدید میخرید، اولین کاری باید انجام بدید این است که تست کنید ببینید فیلامنتی که خریدید در چه دمایی بهترین خروجی را به شما میدهد. تست برج حرارتی فیلامنت این امکان را به شما میدهد.
معمولا روی خود بسته فیلامنت یک رنج عددی دمای چاپ یا همون دمای ذوب فیلامنت و دمای مورد نیاز هیت بد نوشته شده است.
صحبت از رنج عددی شد، چرا فقط از یک عدد خاص نام برده نشده ؟؟؟
امروز میخواهیم در همین مورد بحث کنیم و یک مدل سه بعدی برای تست پرینتر سه بعدی بگیریم تا بهترین دمای چاپ فیلامنت روی دستگاه پرینتر سه بعدی خودمون رو بفهمیم.
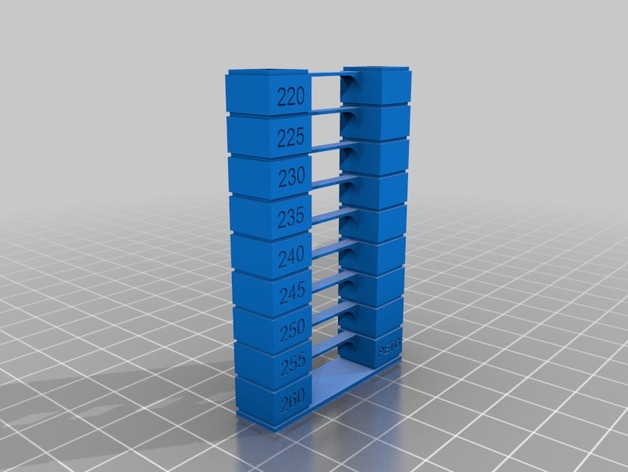
3dprint TOWER TEMPRATURE

دقت کرده باشید این روش فقط برای فیلامنت های پرینتر سه بعدی FDM کاربرد دارد، و برای رزین در پرینتر های DLP SLA بعدا مقاله ای تنظیم خواهیم کرد. تست برج حرارتی فیلامنت
به طور مثال اگر بخواهیم فیلامنت PLA رو مورد بررسی قرار دهیم، خب میدونیم کمپانی های مختلفی این فیلامنت رو با خلوص شیمیمایی متفاوتی و دمای کار متفاوتی تولید میکنید.
دمایی که از چندین سایت و استیکر روی بسته های فیلامنت PLA مشاهده کردیم، بین رنج 180 تا 230 بود.
یک قانون سر انگشتی هست که میگه میانگین این دما، دمای مناسب برای چاپ سه بعدی هست، ولی موردی داشتیم که دمای مناسب خارج از رنج حک شده روی قرقره فیلامنت بوده !!!
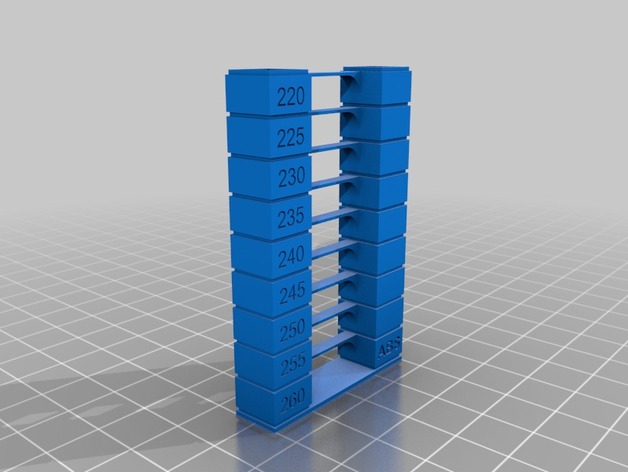
برای پیدا کردن بهترین دما ما از مدلی به نام ” برج تست حرارتی فیلامنت ” استفاده میکنیم. در سایت های مختلف دانلود فایل stl همانند سایت های :
Thingivers, myminifactor, cult 3d…… اگر کلمه ” temperatures tower” را سرچ کنید مدلهای زیادی میتونید پیدا کنید، ما برای شما یکی از مدلهای که بارها جواب خودش رو پس داده رو مورد بررسی قرار میدهیم.
[vrm360 canvas_name=s2 model_url=https://king3d.ir/wp-content/uploads/2021/04/220-260ABS_temp_tower.stl aspect_ratio=1.33333 hide_cmds=all]
هر مرکز خدمات پرینت سه بعدی بارها با مشکل گرفتگی نازل رو به رو بوده، گرفتگی نازل دلایل زیادی دارد، ولی یک راه های که برای باز کردن مسیر نازل استفاده میشود.
بالا بردن دمای نازل تا بالاترین دمای ممکن است.این کار در مواردی باعث باز شدن مسیر نازل میشود.
پس طبق تئوری بالا از دمای زیاد به سمت دمای پایین میرویم تا از مشکلاتی احتمالا جلوگیری کنیم.
اگر از دمای کم به زیاد برویم، ممکن است که مدل در بخش ها بالا خراب شود و به خوبی جزییات دیده نشود.
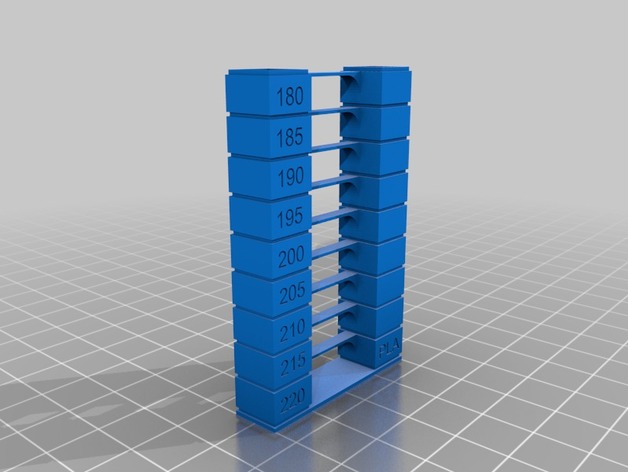
ما مدل های برای شما آماده کردیم هر فیلامنت، مدل سه بعدی خودش رو برای چاپ دارد. مثلا برای PLA از دمای 180 درجه شروع میشود و 5 درجه 5 درجه بالا میرود تا به عدد 230 دست یابد. تست برج حرارتی فیلامنت
تنظیمات نرم افزار اسلایسر
معمولا دقت لایه هارو 200 میکرون انتخاب میکند.
اینفیل رو مقدار صفر قرار دهید . (Vase Model)
تعداد دیواره 2 لایه
حالا بریم سراغ آموزش تنظیمات نرم افزار اسلایسر SIMPLIFY3d
اگه تست را بخواهیم برای فیلامنت PLA انجام دهیم . ابتدا فایل STL را داخل نرم افزار باز میکنیم و سپس layer height را روی 200 میکرون میزاریم. و سپس گزینه prepare to print را میزنیم

خب اگه دقت کنیم روی حالت prewiew : layer
تعداد لایه هارو 311 تا نشان میدهد.دقت کنید که مقدار layer height روی 200 میکرون باشد، اگه به طور مثال 150 میکرون باشد تعداد لایه ها 433 لایه میباشد و باید تنظیمات دیگری انجام داد. تست برج حرارتی فیلامنت
ما در این آموزش با 200 میکرون و 311 لایه جلو میرویم.
9 قسمت یعنی 9 تا حالت تست دما داریم.اگر به کف مدل دقت کنیم میبینیم که مقداری رو به عنوان لایه کف در نظر گرفته است، تعداد این لایه ها مقدار 5 لایه است.
34=306/9
به سر برگ اصلی نرم افزار simplify3d برگردید و سپس در بخش process به سربرگ temprature بروید.
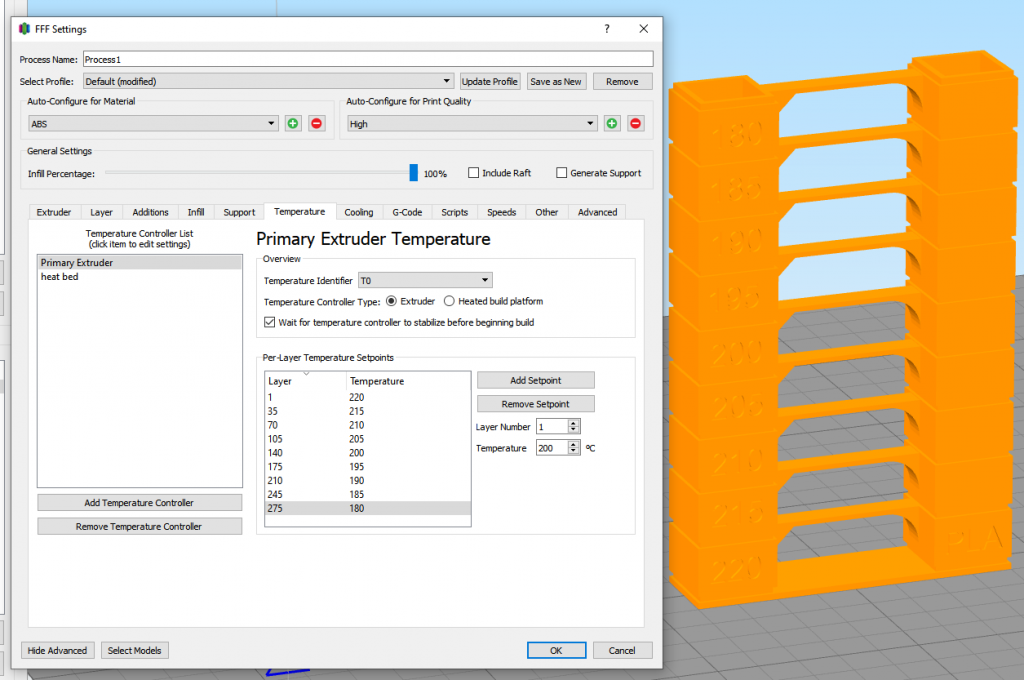
در بخش primary extruder
روی گزینه add set point بزنید و لایه به لایه تقسیم کنید و دمای رو وارد کنید.
لایه اول با دمای 220 درجه شروع میشود.
و در لایه 35 ام دما به 215 کاهش می یابد. و…….
پس از اتمام کار رو برای پرینت بزارید و مدل نهایی رو بررسی کنید. تست برج حرارتی فیلامنت




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}